

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Системы вентиляции и пылезащита
Помещение, где производится сварка и термическая резка, должно быть хорошо вентилируемое. Для этого используются различные системы вентиляции:
Естественная вентиляция. Проветривание помещений через открытые окна и двери.
Общеобменная вентиляция с удалением воздуха осевыми вентиляторами, установленными на крыше или стене. Механическое удаление воздуха из помещения происходит одновременно с поступлением свежего воздуха через окна. Этот метод эффективен при кратности воздухообмена от 3 до 15 воздухообменов в час.
Местная вытяжная вентиляция с настенными гибкими местными отсосами. Вредные вещества удаляются непосредственно от мест их выделения и не распространяются по всему помещению.
Передвижные фильтровентиляционные агрегаты. Удаление загрязненного воздуха вблизи источника выделения вредных веществ с его очисткой и возвратом в помещение. Может перемещаться в любое место цеха.
Общеобменная вентиляция с рециркуляцией. Воздух в количестве, обеспечивающем от 3 до 15 воздухообменов в час, удаляется из помещения и после очистки возвращается обратно. Рециркуляция воздуха составляет 100%.
Местная вытяжная вентиляция с применением настенных гибких местных вытяжных устройств с очисткой и рециркуляцией удаляемого воздуха. Вредные вещества удаляются непосредственно из мест их выделения системой местных вытяжных устройств с централизованной очисткой воздуха.
Для работы в условиях плохой вентиляции и наличии вредных газов рекомендуется применение индивидуальных средств защиты (противогазов).
При электросварке, особенно цветных металлов и их сплавов, необходимо применять системы вентиляции. На стационарных постах устанавливают местные отсосы в виде вытяжного шкафа, вертикальной или наклонной панели либо гофрированной трубы (рис. 1.2, б).
При сварке крупногабаритных серийных деталей с применением специальных устройств системы вентиляции ставят непосредственно в этом приспособлении.
При автоматической сварке под флюсом, в защитных газах, электрошлаковой сварке применяют устройства с местным отсосом газов и паров.

Рис. 1.2. Способы вентиляции рабочих мест:
а - стационарный пост; б - замкнутое пространство (отсос);
1 - стационарный сварочный пост; 2 - вытяжной шкаф;
3 - вентиляционная труба
В табл. 1.1 представлены некоторые данные о количестве выделяющихся вредных веществ в зависимости от вида сварки и применяемых материалов.
Таблица 1.1. Количество выделяющихся вредных веществ, в зависимости от вида сварки и применяемых материалов
Свариваемые материалы | Отделяемые вещества | Количество вредных производственных выделений | |
г/кг* | ПДК, мг/м3 | ||
Сварка плавящимся электродом в аргоне или гелии | |||
Алюминиевые сплавы | Пыль | 20,0 | 2,0 |
Сплавы титана | Пыль | 5,0 | 6,0 |
Сварка неплавящимся электродом в аргоне или гелии | |||
Алюминиевые сплавы | Пыль | 5,0 | 2,0 |
Сплавы титана | Пыль | 3,5 | 6,0 |
* - На кг наплавленного металла.
Вентиляция
Для снижения концентрации вредных веществ на рабочих местах до предельно допустимой концентрации необходимо прежде всего применять местные отсосы при ручной сварке штучными электродами с покрытием, полуавтоматический и автоматической сварке в защитных газах плавящимся электродом, порошковой проволокой и под флюсом, контактной точечной, шовной и рельефной сварке гальванопокрытых и цветных металлов, а также контактной стыковой сварке оплавлением; при ручной и машинной термической резке металла.
Расход воздуха, удаляемого отсосами, определяют по формуле
L=3600F0υ0,
где F0 – площадь всасывающего отверстия отсоса, м2; υ0 – скорость воздуха в этом отверстии, м/с.
Площадь отсоса F0 и его форму выбирают в зависимости от вида сварки или резки, используемого оборудования и т. д. Скорость υ0 находят, исходя из условий обеспечения заданной скорости воздуха υх в зоне сварки или резки на расстоянии х (м) от центра всасывающего отверстия.
При ручной сварке υх должна быть (м/с) не более 0,5; в углекислом газе – не более 0,5; в инертных газах – не более 0,3; при газовой и плазменной резке титановых сплавов и низколегированных сталей – соответственно не менее 1 и 1,4; при плазменной резке алюминиево-магниевых сплавов и высоколегированных сталей – не менее 1,8, при плазменном напылении – не
|
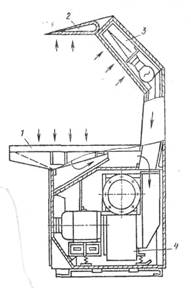
Рис. 3. Сварочный неповоротный стол:
1 – нижняя всасывающая решетка; 2 – поворотный козырек; 3 – наклонная панель равномерного всасывания; 4 – вентилятор.
менее 1,3; при заточке торированных вольфрамовых электродов – не менее 1,3.
Для точечного стока, за который приближенно можно принять всасывающее отверстие малого диаметра по сравнению с расстоянием до него; для сферического стока υх=L/4πх2; для полусферического стока х.=L/2πх2.
Воздухоприемники должны быть максимально приближены к источнику вредных выделений, поскольку скорость движения воздуха при удалении от всасывающего отверстия падает обратно пропорционально квадрату расстояний (примерно, так как реальные конструкции воздухоприемников не являются точечными стоками).
Для отсосов простейшей формы скорость υ определяют следующим образом: для круглых квадратных отверстий без экрана
υ=16 υх(х/d)2; (1)
с экраном
υ=8 υх(х/d)2, (2)
где d – диаметр круглого отверстия или гидравлический диаметр для квадратного отверстия, м.
Для прямоугольного отверстия щелевидной формы шириной b
υ =6 υхх/ b. (3)
Ручная сварка покрытыми электродами. На стационарных сварочных постах используют вытяжные устройства в виде боковых панелей, обеспечивающих отклонение факела вредных выделений от лица сварщика.
Для ручной и полуавтоматической сварки мелких изделий применяют сварочные столы со встроенными отсосами, выпускаемые в двух вариантах: со встроенным вентиляционным агрегатом (рис. 3) и для присоединения к цеховой системе местной вытяжной вентиляции. Столы ССН-1 и ССН-3 оборудованы радиальными вентиляторами ЦЧ-70 № 2 ½ (L=1500 м3/ч) и присоединяются к воздуховодам для выброса загрязненного воздуха в атмосферу за пределы помещения, а стол ССН-2 подсоединяется к цеховой системе вентиляции. В столах новой конструкции С100.20 и С100.21, С100.40 и С100.41 размеры рабочих стенок составляют соответственно 800х800 мм и 1250х800 мм, а встроенный вентилятор Ц14-46 № 2 обеспечивает удаление воздуха с расходом 2000 и 2700 м3/ч.
|

Рис. 4. Вытяжные панели:
а – панель ; б – панель – ГПИ «Сантехпроект»; в – двусторонний поворотный воздухоприемник ЛИОТ-1; г – поворотно-подъмный воздухоприемник ЛИОТ-2; 1 – свариваемое изделие; 2 – воздухоприемная панель; 3 – воздуховод; 4 – поворотный кронштейн.
|

Рис. 5. Схема вентиляции конвейерной линии по принципу активированного отсоса:
1 – приточные патрубки; 2 – местный отсос; 3 и 4 – зональный и общецеховой коллекторы вытяжной вентиляции.
Наиболее распространенными конструкциями вытяжных панелей является наклонная панель равномерного всасывания (рис. 4, а) и панель конструкции ГПИ «Сантехпроект» (рис. 4, б). Скорость воздуха в живом сечении (25% от площади панели) решетки всасывающего отверстия панели принимается равной 3-4 м/с, а иногда (для высокоопасных веществ) до 6-8 м/с. Расход воздуха может быть определен по удельному расходу воздуха, равному 3300 м3/ч на 1 м2 площади панели.
При сварке изделий до 2-3 м длиной используют подъемно-поворотные воздухоприемники типа ЛИОТ-1 (рис. 4, в) и ЛИОТ-2 (рис. 4, г). Расход удаляемого воздуха равен соответственно 4000 и 2000 м3/ч.
Возможно также использование отсосов в сочетании с местной вытяжной вентиляцией (рис. 5). Приточные патрубки устанавливаются таким образом, что струи чистого воздуха обдувают сварщика и изделие со скоростью около 0,5 м/с, унося вредные вещества к местным отсосам. В холодное время воздух должен подогреваться для исключения переохлаждения сварщика.
При сварке крупногабаритных изделий отсосы для манипуляторов и позиционеров могут быть выполнены (рис. 6, а, б) в виде подвижного воздухоприемника, укрепленного на шарнирно соединительных воздуховодах. Воздухоприемник в подъемно-выдвижной площадке конструкции ВИСП (рис. 6, в) выполнен в виде поворотной воронки, причем в качестве вытяжных каналов использованы полые стрелы. Данная вытяжная система подключается к индивидуальному вентиляционному агрегату или к цеховой системе местной вытяжной вентиляции.
При сварке в замкнутых объемах (баках, цистернах, трюмах судов и т. д.) могут быть применены следующие способы вентиляции.
1. Вытяжка воздуха из емкости через гибкий шланг, присоединенный к всасывающему воздуховоду цеховой вытяжной системы (рис. 7, а); в ряде случаев вместо вытяжки осуществляется подача чистого и подогретого (в холодное время) воздуха.
2. Подача воздуха в емкость сбоку или, в крайнем случае, со стороны спины сварщика. При этом способе подвижность воздуха должна быть не более 1 м/с (для исключения простудных заболеваний). Подаваемый холодный воздух должен быть предварительно нагрет до 15-20°С.
3. Подача воздуха под маску сварщика (рис. 7, б). В этом случае чистый воздух должен подаваться в количестве 110-140 л/мин.
4. Установка воздухоприемника ЛИОТ с пневматическим присосом-держателем (рис. 7, в) непосредственно в зоне сварки. Расход удаляемого воздуха 70-100 м3/ч. Данный способ имеет существенный недостаток – отсутствие необходимого эффекта по улавливанию аэрозоля, если рабочий не переставляет воздухоприемник после сжигания каждого электрода.
|

Рис. 6. Местные отсосы от механического сварочного оборудования:
а – для манипулятора; б – на площадке сварщика; в – подъемно-выдвижная площадка для сварщика; 1 – площадка; 2 – шарнирный воздухоприемник; 3 – вытяжной воздуховод; 4, 5 – верхняя и нижняя стрела.
|

Рис. 7. Вентиляция при сварке в замкнутых объемах:
а – вытяжка воздуха из емкости; б – подача воздуха под маску сварщика; в – вытяжная высоковакуумная система: 1 – вентилятор высокого давления №8-10; 2 – всасывающий воздуховод диаметром 400-600 мм; 3 – гибкие шланги диаметром 150 мм; 4 – емкость; 5 – циклон; 6 – вакуумный насос; 7 – коллектор из стальных труб; 8- штуцер с заглушкой; 9 – гибкие шланги; 10 – воздухоприемник; 11 – присос-держатель
|
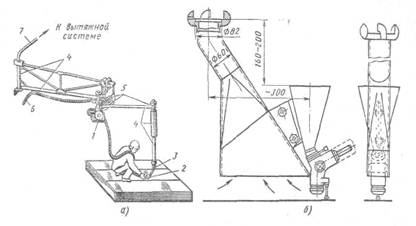
Рис. 8. Вытяжная установка к шланговому полуавтомату ПШ-5-у для сварки под флюсом:
а – общий вид установки; б – местный отсос к полуавтомату ПШ-5-у: 1 – подающий механизм; 2 – патрубок отсоса; 3 – гибкий шланг; 4 – металлические воздуховоды; 5 – шарнирные соединения; 6 – электрокабель; 7 – патрубок для присоединения к вытяжной системе.
Автоматическая и полуавтоматическая сварка. Обычно отсосы встраиваются в сварочные горелки. При сварке по флюсом шланговым полуавтоматом ПШ-5-у (рис. 8) отсос щелевидной формы крепится к сварочной головке и перемещается сварщиком. В зависимости от силы сварочного тока расход воздуха составляет 70-140 м3/ч. Для сварочных тракторов типа АДС-100-2 применяют щелевой (рис. 9, а) или воронкообразный воздухоприемник (рис. 9, б), всасывающее отверстие которого нужно располагать на высоте 40-50 мм над поверхностью флюса. Расход воздуха, удаляемого щелевым воздухоприемником (м3/ч), L=12 , где I – сила сварочного тока, А. Для воронкообразного воздухоприемника количество воздуха нужно увеличить на 10%.
При сварке в защитных газах недопустимо нарушать газовую защиту сварочных швов, что может произойти при близком расположении всасывающего патрубка (воздухоприемника) от среза сопла, подающего защитный газ. Схемы воздухоприемников к горелкам при полуавтоматической сварке в СО2 даны на рис. 11. В выполненном по схеме рис. 10, а отсосе ЦНИИТС (рис. 11, а) расход воздуха 60 м3/ч. Патрубок отсоса в держателе должен быть несколько удален от сварочной головки с тем, чтобы не было перетекания защитного газа в отсос.
Особенностью отсосов, выполненных по схеме рис. 10, б, является удаление основного количества загрязненного воздуха над сварочной дугой (рис. 11, б, в). В отсосах, изготовленных по схеме рис. 10, в, воздух удаляется через перфорированный насадок (рис. 11, г) с расходом, который может быть определен в зависимости от силы сварочного тока по графику рис. 12, а. Для конусно-щелевого отсоса расход удаляемого воздуха
L=0,4LГ/
где LГ – расход подаваемого защитного газа, м3/ч; ![]() - параметр, определенный с помощью графика рис. 12, б при известных относительных расстояниях от среза сопла до свариваемого изделия
- параметр, определенный с помощью графика рис. 12, б при известных относительных расстояниях от среза сопла до свариваемого изделия ![]() =h/Rc и от сопла до центра всасывающего отверстия
=h/Rc и от сопла до центра всасывающего отверстия ![]() =h2/Rс; (Rc – радиус сопла для подачи защитного газа); величина
=h2/Rс; (Rc – радиус сопла для подачи защитного газа); величина ![]() должна быть не менее единицы.
должна быть не менее единицы.
|
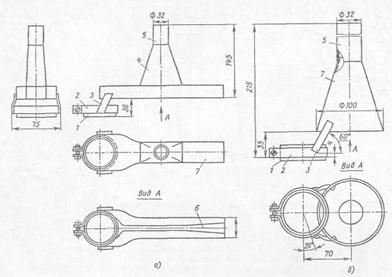
Рис. 9. Щелевой (а) и воронкообразный (б) воздухоприемник к автомату для сварки под флюсом:
1 – кольцо; 2 – хомутик; 3 – планка; 4 – конфузор; 5 – патрубок; 6 – щель равномерного всасывания; 7 – воздухоприемник.
|
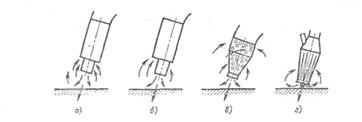
Рис. 10. Схемы воздухоприемников к горелкам для полуавтоматической сварки в СО2:
а – кольцевой симметричный; б – кольцевой ассиметричный; в – конический дырчатый; г – конусно-щелевой (НИИСТ, Киев)
Отсосы могут присоединяться с помощью пылесосных или эластичных пластмассовых шлангов диаметром 25 – 30 мм и длиной 2-3 м к облегченным резинотканевым рукавам диаметром 38-50 мм. Побудителями движения в рассмотренных отсосах чаще всего являются водокольцевые вакуум-насосы типа ВВН. При разрежении 25 кПа производительность ВВН-12 равна 500 м3/ч, ВВН-25 – 1100 м3/ч, ВВН-50 – 2200 м3/ч.
Контактная сварка. Машины контактной и точечной сварки мощностью до 150 кВА должны быть оборудованы местными отсосами, а машины с
|

Рис. 11. Местные отсосы для сварочных полуавтоматов:
1- воздухоприемник; 2 – патрубок; 3 – сопло; 4 – трубка; 5 – патрубок для подвода защитного газа; 6 – мундштук.
непрерывным оплавлением мощностью 150-500 кВА – вытяжными шкафами-укрытиями. Воздухоприемники на машинах точечной контактной сварки необходимо размещать около электродов.
|
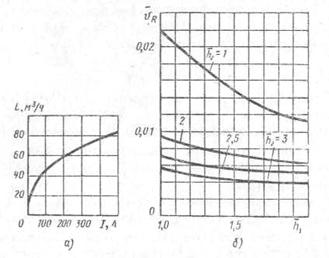
Рис. 12. График для определения расхода воздуха (а) и зависимость ![]() от
от ![]() и
и ![]() (б)
(б)
На рис. 14, а, б, в показаны варианты установки отсосов на машине для точечной сварки МТП-75. При сварке арматуры, небольших деталей из пластин отсосы нужно размещать у верхнего электрода (рис. 14, а, б), а при сварке больших деталей отсос воздуха необходимо производить также и от нижнего электрода (рис. 14, в). Расход воздуха составляет 120-200 м3/ч на каждый отсос. Схема комбинированного отсоса приведена на рис. 14, г. Отсос от верхнего электрода (L= 50 м3/ч) представляет собой конусный
|

Рис. 14. Местные отсосы для машин точечной контактной сварки:
а – общий вид машины МТП-75 с отсосом цилиндрической формы; б – верхний отсос; в – нижний отсос; г – комбинированный отсос; д – отсос конусно-щелевого типа для верхнего электрода; е – отсос для нижнего электрода.
перфорированный (рис. 14, д) или конусно-щелевой насадок (рис. 14, е). Нижний отсос в виде кольцевой щели обеспечивает удаление воздуха в зоне вокруг электрода непосредственно из-под свариваемого листового металла (L=20 м3/ч). Отсосы присоединяются резинотканевыми шлангами диаметром 32 мм к коллектору вытяжной системы вентиляции.
|

Рис. 15. Схема укрытия контактной стыковой машины:
1 – смотровое окно; 2 – откидная крышка; 3 – укрытие; 4 - патрубок
В машинах контактно-стыковой сварки укрытие выполняет одновременно функции воздухоприемника и защитного экрана от искр и брызг расплавленного металла (рис. 15).
|

Рис. 16. Устройство для отсоса пыли и газов от машины для автоматической резки листового проката:
1 – сборный воздуховод; 2 – регулирующий клапан; 3 – шарнирно-сочлененные воздуховоды; 4 – газорезательная машина; 5 – раскроечная рама; 6 – местный отсос.
Расход удаляемого воздуха составляет 200-700 м3/ч в зависимости от типа машины. Скорость входа воздуха в укрытие через открытый рабочий проем должна быть не менее 0,7 м/с, а через неплотности – не менее 1,5 м/с.
Термическая резка металла. При ручной и машинной термической резке применяют столы со встроенными секционными отсосами, причем каждая секция включается (вручную и автоматически) только тогда, когда в ее зоне происходит резка. Отсосы следует располагать с одной стороны при ширине стола до 1,5 м и с двух сторон или внутри, вдоль оси стола, при ширине более 1,5 м. Расход удаляемого воздуха от стола
L=L1F(nвкл+0,1nоткл),
где L1 – расход воздуха, удаляемого с 1 м2 площади раскроечного стола, м3/(ч·м2): при газовой резке L1 – 2500 м3/(ч·м2), при плазменной L1 – 4000 м3/(ч·м2); F – площадь стола, обслуживаемая одной секцией отсосов; nвкл и nоткл – соответственно число одновременно включенных и отключенных секций.
Возможно также устройство подвижных отсосов (рис. 16. В данном случае отсос со всасывающим отверстием 160х160 мм (L=1500 м3/ч) прикреплен на одной оси с резаком к порталу горизонтальной машины и перемещается с ним с помощью шарнирно-сочлененных воздуховодов вдоль раскроечной рамы, выполненной без поддона.
Эффективность отсосов по улавливанию вредных веществ должна быть не менее 90% для устройств типа укрытий (вытяжные шкафы, кабины, укрытия) и 75% - для остальных типов отсосов. Оставшееся количество вредных веществ (10 или 25%) должно разбавляться до ПДК общеобменной вентиляцией.
Расход воздуха (м3/ч), подаваемого в помещение системой общеобменной вентиляции, находят по формуле
![]() ,
,
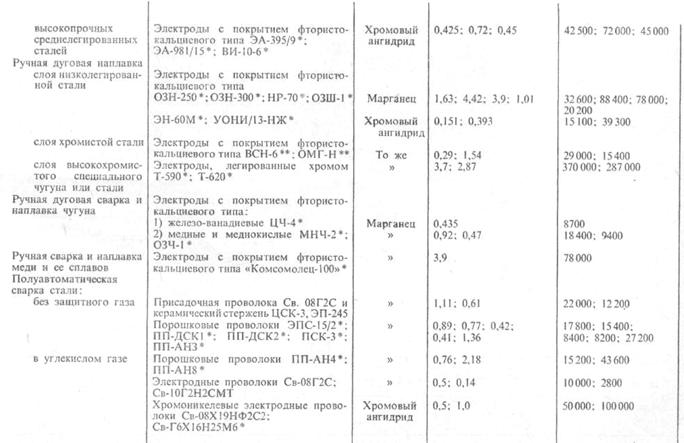
9. Удельные выделения вредных веществ и количество воздуха, необходимого для их разбавления до ПДК
|

|
|

|
|
*Требуется дополнительное применение респираторов или подача чистого воздуха под маску. **Обязательно устройство местной вытяжной вентиляции и дополнительное применение респиратора.
где Lм – расход воздуха, удаляемого из рабочей зоны системой местной вентиляции, м3/ч; Z – количество вредных веществ, поступающих в помещение, мг/ч; Ср. з, Спр, Суд – концентрации вредных веществ соответственно в воздухе рабочей зоны, в приточном и в удаляемом воздухе, мг/м3.
Величину Z можно определить в зависимости от технологической операции следующим образом: по данным табл. 10, 11, используя формулу Z=1000т ZВ, где т – масса расходуемого сварочного материала или газа, кг/ч; ZВ – удельные выделения вредных веществ на 1 кг сварочного материала или газа, г/кг; по данным табл. 11 и 12 с использованием формул Z=1000lZl и Z=1000ZМ, где l – длина реза, м/ч; Zl, ZМ – соответственно удельные выделения вредных веществ на 1 м реза, г/м и на одну машину контактной сварки, г/ч.
При использовании разнотипного оборудования, сварочных материалов и т. д. количество какого-либо вредного вещества определяется для каждой установки, сварочного поста, а затем полученные результаты суммируются для всего помещения.
Величину Lм находят в зависимости от количества и типа примененных местных отсосов.
При отсутствии местной вентиляции
Lпр= mLпр. уд,
где Lпр. уд – удельное количество приточного воздуха на 1 кг сварочного или напыляемого материала, м3/кг (см. табл. 10), или на 1 г выделяющихся вредных веществ, м3/г (см. табл. 11), массой т=тв в г/ч.
Концентрация Ср. з=ПДК, а Спр≤0,3 ПДК. При отсутствии вредных веществ в приточном воздухе Спр=0.
Концентрацию Суд определяют в зависимости от места удаления воздуха из помещения системой общеобменной вентиляции.
При удалении воздуха за пределами рабочей зоныСуд= Спр+kz(ПДК - Спр),
где kz – коэффициент воздухообмена; при подаче воздуха в помещение горизонтальными струями kz=0,9÷1к1, для приколонной подаче в рабочую зону kz=1,65÷1,85 и на высоте 4 м kz=1,25÷1,4. Большие значения kz следует принимать для кратности воздухообмена порядка трех, а меньше – десяти.
При удалении воздуха из рабочей зоны (Суд= Ср. з)Lпр=Z/( Ср. з - Спр) или Lпр= Lпр. удт,
где Lпр. уд – количество подаваемого воздуха, м3 на 1 кг сварочного материала.
При удалении воздуха из верхней зоны помещения и отсутствии местной вентиляции (Lм=0)Lпр=Z/[ kz(Ср. з - Спр)].
При одновременном выделении в воздух нескольких вредных веществ однонаправленного действия (окислов азота, марганца и др.) расчет
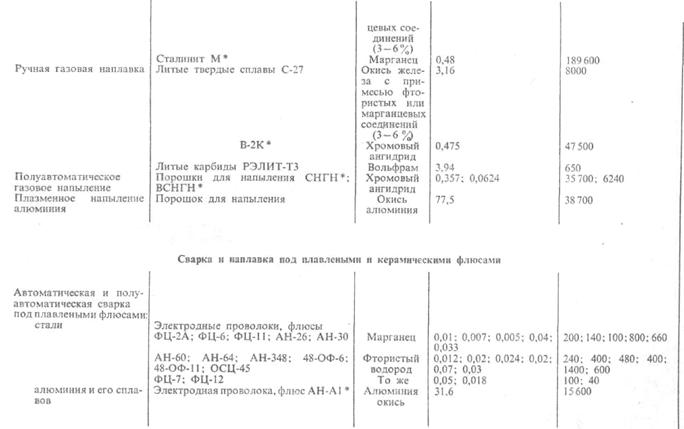
10. Удельные выделения вредных веществ и количество воздуха, необходимого для их разбавления до ПДК
Операция | Удельные выделения вредных веществ | Удельное количество приточного воздуха Lпр. уд, м3/г | ||
Наименование | Единица измерения | Количество | ||
Контактная сварка стали стыковая и линейная на машинах до 50 кВт точечная Газовая резка стали 45Г17ЮЗ, лист толщиной, мм: 5 10 20 Газовая резка титанового сплава, лист толщиной, мм: 4 12 20 30 Электродуговая резка алюминиево-магниевого сплава, лист толщиной, мм: 8 20 30 Газовая сварка стали ацетилено-кислородным пламенем То же, с использованием сжиженных газов | Сварочный аэрозоль Окись углерода Марганец и его окислы Титан и его двуокись Окись алюминия Окислы азота То же | г/ч на машину то же г на 1 м длины реза » » г на 1 кг ацетилена г на 1 кг смеси | 25 7,6 0,7 1,1 2,5 4 20 30 35 2,4 3,5 6 22 15 | 4000 380 14000 22000 50000 400 2000 3000 3500 1200 1750 3000 4400 3000 |
Примечание. Выделения теплоты при газовой сварке и термической резке составляют: 50 кДж на 1 кг ацетилена и 42 кДж на 1 кг смеси – при использовании сжиженных газов.
общеобменной вентиляции следует производить путем суммирования расходов воздуха, необходимых для разбавления каждого вещества в отдельности до его ПДК с учетом загрязнения приточного воздуха.
При этом допустимыми нужно принимать такие концентрации С вредных веществ, которые отвечают формуле
С1/ПДК1+ С2/ПДК2+…+ Сп/ПДКп≤1. (7)
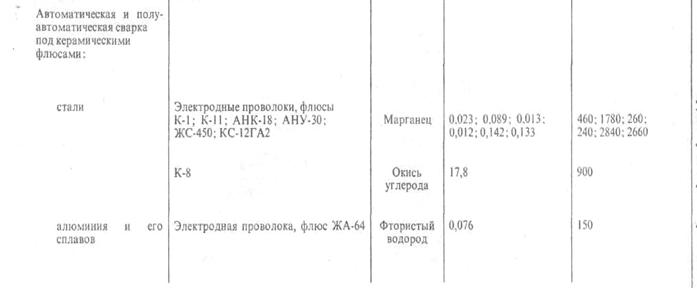
11. Удельные выделения вредных веществ при плазменной резке металлов
Марка и толщина металла | Удельные выделения пыли на 1 м длины реза Zl, г/м | Удельные выделения пыли на 1 см3 выплавленного металла Zs, г/см3 | ||
Всего | Окислов хрома | Окислов марганца | ||
Углеродистые и низколегированные стали: Ст3сп, δ=30 мм 09Г2, δ=16 мм 10ХСНД, δ=8 мм Высоколегированные стали lХ18Н9Т, δ=20 мм Алюминиевые сплавы: АМц, δ=15 мм АМг, δ=12 мм Медь и ее сплавы: М-3, δ=30 мм Л-62, δ=15 мм Титановые сплавы, δ=32 мм | 13,3 11,0 2,4 35,0 16,4 7,0 47,0 78,7 36,0 | 0,25 0,02 0,05 7,00 0,03-0,00 - - - 0,07 | 0,05 0,30-0,90 0,04 0,5-1,6 0,02-0,08 0,10 - - 0,06 | 0,09 0,13 0,08 0,40 0,23 0,10 0,30 0,90 0,25 |
Примечание. 1. В качестве рабочего тела при плазменной резке использовался сжатый воздух. 2. Количество пыли, выделяющейся при резке металлов другой толщины, Zl= ZsvмW, где vм – скорость резки металла, м/ч; W – количество выплавленного металла с 1 м реза, см3.
При одновременном выделении нескольких вредных веществ, не обладающих однонаправленным действием, расход воздуха при расчете следует принимать по тому веществу, для которого требуется наибольший расход чистого воздуха.
Раздачу приточного воздуха нужно осуществлять рассеянно в рабочую зону помещений в основном на несварочные участки – при сварке в защитных газах, а также туда, где вытяжная вентиляция осуществляется посредством местных отсосов; в остальных случаях – сосредоточенно в верхнюю зону помещения.
При газопламенной обработке металлов сниженными газами и отсутствии местных отсосов 2/3 воздуха следует удалять из нижней зоны помещения и 1/3 – из верхней.
