
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Тесты по курсу «Взаимозаменяемость и нормирование точности» .
1. Взаимозаменяемость, обеспечивающая оптимальные эксплуатационные показатели изделия:
а) подетальная с) функциональная
в)агрегатная д) полная
2.Взаимозаменяемость обеспечивающая сборку без дополнительной обработки деталей-
а) внешняя с)внутренняя
в) полная д)неполная
3.Действительным называется размер
а) установленный измерением с допускаемой погрешностью;
в) полученный в результате расчетов и округлений ;
с) служащий началом отсчета отклонений ;
д) который необходимо получить при изготвлении.
4. Предельным размером называется
а) номинальный с) наибольший
в) расчетный д) наименьший и наибольший
5.Номинальный размер при указании на чертеже следует округлять до предпочтительных значений, указанных в ГОСТ с целью…
а)сокращения номенклатуры (числа типоразмеров) заготовок деталей, режущего инструмента, калибров для контроля;
в) упрощения расчетов;
с) удобства выбора посадок;
д) установления допусков.
6. Характер соединения деталей -
а) зазор с) средний зазор(натяг)
в) натяг д) посадка
7.Термин, для обозначения разности размеров вала и отверстия до сборки, если размер вала больше размера отверстия:
а) натяг с) зазор
в) средний зазор д) средний натяг
8.Нулевая линия на схеме полей допусков соответствует размеру
а) действительному с) номинальному
в) наибольшему предельному д)наименьшему предельному
9.Точность обработки деталей включает следующие составляющие :
а) точность размера с) точность взаимного расположения
в) точность формы д) волнистость и шероховатость поверхности
10.Случайная погрешность проявляется в виде погрешности
а) постоянной по знаку и величине;
в) закономерно изменяющейся от одной детали к следующей;
с) существенно превышающей ожидаемую;
д) непредсказуемо проявляющейся при повторных измерениях одной и той же величины.
11.Полная характеристика рассеивания результатов измерения обусловленная случайной погрешностью является
а) среднее арифметическое;
в) среднее квадратическое;
с) погрешность от среднего арифметического;
д) величина поля допуска.
12.Если средний размер по чертежу и по результатам обработки размеров партии деталей равны, то брак имеет место если поле рассеивания размеров
а) больше поля допуска в) меньше поля допуска
с) равно полу допуска д) равно половине поля допуска
13.Квалитет – это:
а) величина допуска в) показатель качества
с) уровень точности д) мера шероховатости
14. Поле допуска – это
а) показатель качества в) графическое изображение допуска
с) мера точности д) посадка
15.Основным отклонением размера называется
а) одно из предельных отклонений, ближайшее к нулевой линии;
в) верхнее отклонение для вала, нижние для отверстия;
с) нижнее отклонение для вала, верхнее для отверстия;
д) разность между наибольшим и наименьшим предельными отклонениями.
16.Еденица допуска представляет собой
а) меру точности, зависящую от номинального размера;
в) уровень точности, зависящий от номера квалитета;
с) величину основного отклонения;
д) параметр для разделения диапазона размера на интервалы.
17. Посадка Н7/g8 является посадкой
а) с зазором
в) с натягом
с) переходной
д) нестандартной
18.Из приведенного ряда выберите посадку с наименьшим гарантированным зазором
а)H/g в)H/a
с)H/f д)H/k
19. Посадка F8/h7 выполнена в системе
а) вала в)отверстия
с) внесистемная д) комбинированной
20.Посадка H8/f7относится к
а) системе отверстия в) системе вала
с) внесистемным д) комбинированным
21. Посадка в ЕСДП обозначается следующим образом:
а)(поле допуска отверстия)/(поле допуска вала);
в) (поле допуска вала)/(поле допуска отверстия);
с) (поле допуска отверстия)*(поле допуска вала);
д) (поле допуска вала)*(поле допуска отверстия).
22.На рабочий чертеж детали необходимо поставить точность размеров отверстия
а) 25R8 в) 50H7 с) 65 F8
д) 55f7 е) 25 s6
23. Посадки с гарантированным зазором являются
а)45g7/h6 в)30F8/h8 с)50H7/f6
д)60H7/s6 е) 50H7/u7
24.На чертеже общего вида указана посадка Φ25Н/е7. Укажите систему посадки и характер соединения
а) посадка в системе отверстия, с зазором;
в) посадка в системе отверстия, с натягом;
с) посадка в системе вала, с зазором;
д) посадка комбинированная, переходная.
25, Переходные посадки характеризуются:
а) зазором в) натягом
с) зазором и натягом д)допуски отверстия и вала
26. Переходной посадкой является :
а) Н8/е8 в)R7/y6
c) H7/k6 д) Js7/h6
27.Наибольшее расстояние от точки реально профиля до прилегающей окружности (отклонение профиля поперечного сечения) называется отклонением от
а) круглости в) выпуклости
с) вогнутости д) криволинейности
28.Базой для отчета значений отклонений формы следует принимать
а) прилегающий профиль или прилегающую поверхность;
в) среднюю линию профиля;
с) поверхность или профиль, имеющий размеры, указанные на чертеже детали;
д) поверхность, касательную к реальной поверхности.
29.Расшифруйте условные обозначения, показанные на рисунк е
е
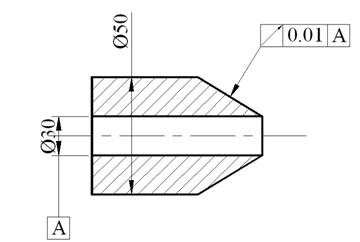
а) допуск биения в заданном направлении 0,01 мм относительно оси отверстия Ф30;
в) допуск радиального биения цилиндрической поверхности Ф50 относительно оси отверстия Ф30мм равен 0,01 мм;
с) допуск радиального биения отверстия Ф30 относительно конической поверхности равен 0,01 мм;
д) допуск торцевого биения конической поверхности 0,01 мм относительно оси отверстия Ф30 мм.
30.Укажите годные детали вал Ф65![]() если погрешность формы в поперечном сечении
если погрешность формы в поперечном сечении
а)0,006 мм в)0,010 мм
с)0,009 мм д)0,005 мм
31. Какому отношению среднего шага неровностей Sw к наибольшей высоте Wz соответствует шероховатость поверхности:
а) Sw/Wz <40 в) Sw/Wz > 1000
с) 40≤ Sw/W≤ 1000 д) Sw/W > 1500
32. К горизонтальным параметрам нормирования шероховатости относится:
а)средний шаг неровностей профиля (Sm) ;
в)базовая длина (L) ;
с) среднее арифметическое отклонение профиля (Ra) ;
д) высота неровностей профиля по десяти точкам (Rz).
33.Произвольное направление шероховатости поверхности на чертеже обозначается -
а) М в) ┴
с) С д) Х
34. При определение численных значений параметров шероховатости за базу принимается
а)средняя линия профиля на базовой длине;
в)прилегающий профиль;
с)номинальный профиль;
д)касательный профиль.
35.Среднее арифметическое отклонение шероховатости профиля -
а) Rz в)Rmax
с)Sm д) Ra
36.Каким знаком обозначается поверхность шероховатость, которой должна быть получена без снятия металла-
 |  |
а) в)
 |
 |
с) д)
37.Бесшкальные измерительные инструменты, предназначенные для контроля размеров элементов деталей и их геометрической формы – это
а) калибры в) оптические линейки
с)плоскопараллельные концевые меры д) штангенциркули
38.Контроль размеров Ф80Н5 предельными калибрами
а) не возможен;
в) возможен калибрами - скобами;
с) возможен контрольными калибрами;
д) возможен калибрами –пробками.
39.Контроль размера Ф150Н8 предельными калибрами
а)возможен калибрами пробками в)не возможен
с)возможен контрольными калибрами д)возможен калибрами - скобами
40. Контроль размера Ф20h7 предельными калибрами
а) возможен калибрами - скобами;
в) возможен калибрами пробками;
с) не возможен;
д) возможен контрольными калибрами.
41.Бесшкальные измерительные инструменты, предназначенные для контроля и регулировки рабочих калибров в процессе использования – это
а) контрольные калибры;
в) эталонные калибры;
с) эталонные меры длины;
д) оптическая линейка.
42.Проходной предел соответствует
а) максимальному количеству материала в детали;
в) минимальному количеству материала в детали;
с) верхнему предельному размеру вала;
д) верхнему предельному размеру отверстия.
43.Контроль калибров применяют для контроля
а) проходной скобы;
в) проходной пробки;
с) непроходной скобы;
д) непроходной пробки.
44.Соединения наружного кольца подшипника качения с корпусом выполняют:
а) в системе вала в) в системе отверстия
с) в системе отверстия и вала д) вне системы
45.Соединение внутреннего кольца подшипника качения с валом выполняют:
а)в системе отверстия в)в системе вала
с)в системе отверстия и в системе вала д)вне системы
46.Поле допуска на диаметр отверстия внутреннего кольца подшипника качения расположено по отношению к номинальному размеру
а) в «минус» в) в «плюс»
с) симметрично д) произвольно
47.Если наружное кольцо подшипника вращается вместе с корпусом, а внутреннее с сопряженным валом неподвижно, то посадка внутреннего кольца с валом должна быть:
а) с зазором с) с натягом
в) произвольным д) переходной
48. Если наружное кольцо подшипника вращается вместе с корпусом, а внутреннее с сопряженным валом неподвижно, то посадку наружного кольца с валом должна быть:
а)с натягом в)обеспечивать большую вероятность подвижности
с)с зазором д)обеспечивать большую вероятность неподвижности
49.На подшипники качения действует постоянная по направлению и величине нагрузка. Наружное кольцо неподвижно в корпусе, внутренне кольцо вращается совместно с валом. Определите вид нагружения наружного кольца -
а) местное в) колебательное
с) периодическое д) циркуляционное
50.На подшипники качения действует постоянная по направлению и величине нагрузка. Внутреннее кольцо неподвижно в корпусе, наружное кольцо вращается совместно с корпусом. Определите вид нагружения наружного кольца-
а) местное в) колебательное
с) периодическое д) циркуляционное
![]()
51.Чем отличается резьба М20 от резьбы М20 ![]() 1,5
1,5
а)типом профиля в)углом профиля
с)шагом резьбы д)средним диаметром
52 Непроходной резьбовой калибр контролирует:
а) действительные средний диаметр резьбы;
в) угол профиля резьбы;
с) приведенный средний диаметр резьбы;
д) шаг резьбы.
53.В обозначении поля допуска диаметра резьбы указывают:
а)степень точности, затем основное отклонение;
в)основное отклонение, затем квалитет;
с)квалитет, затем основное отклонение;
д)основное отклонение, затем степень точности.
54. В обозначении поля допуска наружной резьбы указывают:
а) поле допуска среднего диаметра, затем поле допуска наружного диаметра;
в)поле допуска наружного диаметра, затем поле допуска внутреннего диаметра ;
с) поле допуска внутреннего диаметра, затем поле допуска наружного диаметра;
д)поле допуска среднего диаметра.
55.Для болта допуск назначается
а) на шаг и угол профиля;
в) на средний диаметр и шаг резьбы;
с) на средний и наружный диаметр;
д) на средний и внутренний диаметр.
56. Для гайки допуск назначается
а) на средний и внутренний диаметры;
в)на средний и наружный диаметры;
с)на шаг и угол профиля;
д)на шаг и средний диаметр резьбы.
57.По какому диаметру выполняется посадка резьбового соединения
а) внутреннему в) наружному
с) среднему д) приведенному
58.Типы соединения для призменных шпонок
а)свободное в)с натягом с)плотное
д) нормальное е)с зазором к)комбинированное
59. Шпоночные соединения по сравнению со шлицевыми:
а)имеют менее высокую точность центрирования;
в)имеют более высокую точность центрирования;
с)имеют такую же точность центрирования;
д) иное.
60.Если шлицевая втулка имеет высокую твердость и ее нельзя обработать чистовой протяжкой, то следует использовать
а)центрирование по внутреннему диаметру;
в)центрирование по наружному диаметру;
с)центрирование по боковым сторонам зубьев;
д)безразлично.
61.Если твердость шлицевой втулки допускает калибровку протяжкой, то следует использовать
а)центрирование по наружному диаметру;
в)центрирование оп внутреннему диметру;
с)центрирование по боковым сторонам зубьев.
62. Основные параметры прямоточного шлицевого соединения
а)Z;D;d:L в)D;d;z:ά
с)z;D;d;b д)z:D;d
63.Выберите метод центрирования для реверсивного, высоконагруженного сопряжения не требующего точного центрирования
а)по D в)по d
с)по в д)безразлично
64. Метод центрирования сопряжения требующего высокой точности центрирования при термической обработки втулки
а)по d в)по D
с)по в д)безразлично
65.Если твердость шлицевой втулки допускает калибровку протяжкой. То следует использовать
а)центрирование по наружному диаметру;
в)центрирование по внутреннему диаметру;
с)центрирование по боковым сторонам зубьев;
д)безразлично.
66. Расшифруйте условное обозначение соединения D - 8![]()
![]() 36
36 ![]() 40 H7/h7
40 H7/h7
7 D9/h9
а) соединение шлицевое с прямобочным профилем, с центрированием по
D = 40 мм, число зубьев – 8, внутреннему диаметру -36 мм, наружний – 40 мм с посадкой H7/h7, ширина зуба -7 мм с посадкой D9/h9;
в)соединение шлицевое с прямобочным профилем с центрированием по наружному диаметру D = 40 мм с посадкой D9/h9;
с)соединение шлицевое эвольвентное, центрирование по внутреннему диаметру d=36 мм , с посадкой c посадкой Н7/h7;
д)соединение шлицевое прямобочное, центрирование по ширине шлица с посадкой D9/h9.
67. Расшифруйте условное обозначение детали d-8![]() 36H8
36H8![]() 40H12
40H12![]() 7D9
7D9
а) втулка центрирована по d 36Н8- число зубьев-8,ширина -7 мм;
в)втулка, центрирована по Ф40Н12, число зубьев 7, ширина 8 мм;
с)втулка, центрирована по d - число зубьев-8,ширина -7 мм;
д)втулка, центрирована по в - число зубьев-8,ширина -7 мм.
68.Расшифруйте условное обозначение детали d-8![]() 36e8
36e8![]() 40a11
40a11![]() 7e8
7e8
а) втулка центрирована по d число зубьев -8, ширина -7 мм;
в) втулка центрирована по d число зубьев -7, ширина -8 мм;
с) вал, центрирована по d36е8- число зубьев-8,ширина -7 мм;
д) вал, центрирована по в - число зубьев-8,ширина -7 мм.
69.По какому размеру выполняются посадки шпонки
а) высоте h в) ширине в
с)глубине паза на валу t1 д)глубине паза во втулке t2
70.Выберите вид шпоночного соединения, на которое действует умеренная нагрузка при неподвижной втулке
а) свободное в) плотное
с) среднее д) нормальное
71.Требования предъявляемые к скоростным цилиндрическим передачам
а)бесшумность, отсутствие вибраций;
в)полнота контакта зубьев;
с)высокая кинематическая точность;
д)большая длина зуба, крупный модуль.
72.Требования предъявляемые к силовым цилиндрическим зубчатым колесам
а)бесшумность;
в)отсутствие вибраций;
с)высокая кинематическая точность;
д)большая длина зуба, крупный модуль.
73.Количество степеней точности цилиндрических зубчатых колес-
а)9 в)6
с)12 д)5
74.Каждая степень точности цилиндрических зубчатых колес включает три группы показателей точности
а)нормы плавности;
в)нормы надежности;
с)нормы контакта зубьев;
д)нормы вибраций;
е)нормы биений;
к)нормы кинематической точности.
75.Поышенное требование к точности зубчатых колес на контакт зубьев предъявляется в механизмах
а)передающие большие крутящие моменты ;
в)требующих бесшумности работы зубчатой передачи ;
с)требующих точности угла поворота выходного вала;
д) работающих в широком диапазоне температур.
76 В грузоподъемных механизмах наиболее высокая точность зубчатой передачи должна быть по нормам
а)контакта зубьев;
в)плавность работы;
с)бокового зазора;
д)кинематической точности.
77. Какой нормой зубчатого зацепления устанавливается величина бокового зазора -
а) плавности в) вид сопряжений
с) вид допуска на боковой зазор д) кинематической точности
е) класс точности межосевого
расстояния
78.От какой нормы точности зависит величина радиального биения зубчатого колеса-
а) плавности в) вид сопряжений
с) вид допуска на боковой зазор д) кинематической точности
е) класс точности межосевого
расстояния
79.Обязательное условие составления размерных цепей:
а) ограничение числа звеньев;
в) замкнутость контура;
с) независимость замыкающего и составляющих звеньев;
д) замыкающее звено меньше всех остальных.
80Недостатки метода селективной сборки-
а)дополнительные технологические операции;
в)низкая точность замыкающего звена;
с)неполная взаимозаменяемость;
д)ограничение числа звеньев.
81.Допуск замыкающего звена равен-
а)сумме верхних отклонений составляющих звенья;
в)сумме нижних отклонений составляющих звенья;
с)сумме допусков всех составляющих звенья;
д)разности допусков увеличивающего и уменьшающего звеньев.
82При решении прямой задачи размерной цепи необходимо определить
а)размер замыкающего звена;
в)размер составляющего звена;
с)допуск замыкающего звена;
д)допуск составляющего звена.
83.Замыкающим звеном размерной цепи называется звено
а) для обеспечения точности которого рассчитывается размерная цепь;
в) которое получается последним при изготовлении;
с)увеличивается с увеличением составляющего звена;
д) уменьшается с уменьшением составляющего звена.
84. Увеличивающим звеном называется звено размерной цепи
а) при уменьшении, которого увеличивается замыкающее звено ;
в) при увеличении, которого увеличивается замыкающее звено;
с) получается последним при сборке;
д) увеличивает все другие составляющие звенья.
85. Преимущества метода полной взаимозаменяемости при решении размерной цепи
а) более широкий допуск соответствующих звеньев;
в) высокая точность;
с) беспригоночная сборка;
д) селективная сборка.
86. Преимущества метода теоретико – вероятностного при решении размерной цепи
а) более широкий допуск составляющих звеньев;
в) высокая точность;
с) беспригоночная сборка;
д) селективная сборки.
