Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Федеральное агентство по образованию Московский государственный технический университет «МАМИ» _______________________________________________________________________________________________________________________________________ Кафедра «Материаловедение» Одобрено методической комиссией факультета КТ ТЕРМИЧЕСКАЯ ОБРАБОТКА СТАЛЕЙ Методические указания к лабораторным работам с элементами УИРС по курсу «Материаловедение» для студентов всех специальностей очного и очно-заочного отделений Под редакцией зав. кафедрой, проф.,д. т.н. Москва 2008 | |||||||||||||||||||||||
Стр. Введение 6.Закалка и отпуск углеродистой стали 4 Авторы: профессор, к. т.н. , ассистент 7. Прокаливаемость стали 13 Авторы: профессор, д. т.н. , доцент, к. т.н. 8. Химико-термическая обработка 24 Автор: доцент, к. т.н. , доц.. к. т.н. 9. Контрольная работа «Термическая обработка» 31 | Методические указания содержат теоретический материал, необходимый для выполнения лабораторных работ по курсу «Материаловедение» студентами машиностроительного профиля и определяют порядок их выполнения. Выполнение всех работ требует внеаудиторной подготовки студентов очного отделения. Студент дома самостоятельно изучает теоретическую часть работы и письменно отвечает на вопросы контрольного задания в своем рабочем журнале. В лаборатории студент проходит входной контроль усвоения теоретической части и после контрольного опроса приступает к выполнению учебно-исследовательской части лабораторной работы. В процессе учебно-исследовательской работы студент самостоятельно получает неизвестные ему сведения и делает по ним обобщающие выводы. Студенты очно-заочного отделения изучают теоретическую часть работы в часы лабораторных работ под руководством преподавателя и проходят выходной контроль усвоения. Последовательность выполнения работ подгруппами следующая:
| ||||||||||||||||||||||
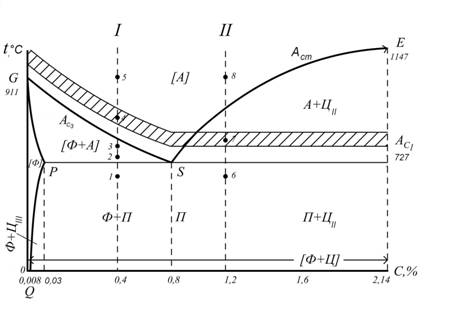
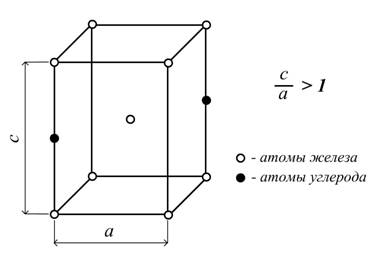
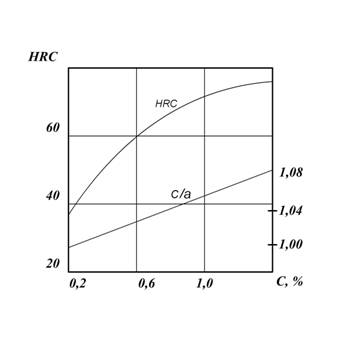
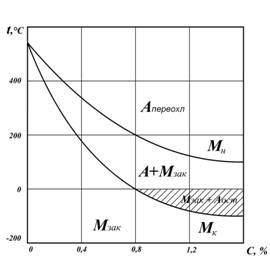
Закалкой называют процесс нагрева стали выше температуры фазовых превращений с выдержкой при температуре нагрева и быстрого охлаждения. Закаливаемую деталь помещают в печь, нагретую до заданной температуры. Продолжительность нагрева и время выдержки зависят от массы детали и типа печи. При нагреве в электрических печах время нагрева определяют из расчета 1 мин на 1 мм сечения детали. При нагреве в соляной ванне длительность нагрева составляет 30 сек., а в расплавленном металле - 15 сек. на 1 мм сечения. В процессе нагрева стали при определенных температурах, происходят фазовые превращения. Эти температуры в 1868 г. обнаружил и назвал их критическими точками. Линию PSK диаграммы железо-углерод обозначают А1 линию GS – А3, а линию SЕ - Аcm (рис.1). Температуры превращений при нагреве и охлаждении не совпадают. Для их различия введены индексы: с - для нагрева, r - для охлаждения. Критические точки при нагреве обозначают Ас1 и Ас3 , а при охлаждении Аr1 и Ar3. Положение точки Аcm не изменяется. Выдержка при температуре нагрева необходима для полного завершения фазовых превращений в стали. Время выдержки принимают 20% от времени нагрева. Цель закалки - повышение прочности и твердости стали. Она достигается, если в процессе закалки аустенит превращается в мартенсит. Мартенсит закалки представляет собой пересыщенный твердый раствор углерода в α-железе. Содержание углерода в мартенсите такое же, как и в исходном аустените. Мартенсит закалки имеет тетрагональную кристаллическую решетку (рис.2). Она отличается от кубической тем, что отношение параметров решетки с/а>1. Это отношение называют степенью тетрагональности. С увеличением содержания углерода в аустените степень тетрагональности растет и соответственно повышается твердость мартенсита (рис.3). Превращение аустенита в мартенсит происходит бездиффузионным путем в интервале температур, границы которого обозначают: Мн - начало мартенситного превращения, Мк - конец мартенситного превращения. Для каждой марки стали температуры Мн и Мк имеют строго определенную величину. |
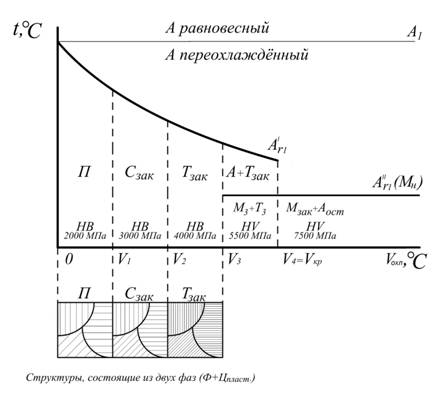
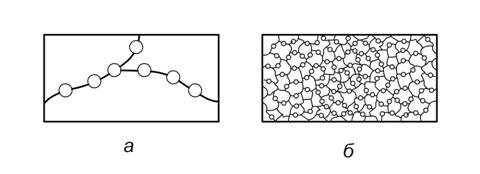
Температура нагрева стали зависит от содержания в ней углерода. При нагреве доэвтектоидных сталей (сплав I, рис.1) ниже Ас1 (точка 1) исходная структура Ф+П не изменяется, твердость их после закалки также сохраняется. При нагреве Ас1<t<Ас3 (точка 2) в результате превращения перлита в аустенит структура стали состоит из Ф+А. В процессе быстрого охлаждения аустенит превращается в мартенсит закалки. Образование мартенсита, имеющего высокую твердость (HV ≈ 7500 МПа), вызывает увеличение твердости стали. По мере повышения температуры нагрева в интервале Aс1 →Ас3 (точка 3) растет количество аустенита и увеличивается относительное количество образовавшегося из него мартенсита закалки и твердость закаленной стали. После закалки стали, нагретой до температуры выше Ас3, ее структура состоит из мартенсита закалки и она приобретает максимальную твердость. Нагрев доэвтектоидных сталей до более высоких температур (точка 5) вызывает рост зерен аустенита, что приводит к образованию крупноигольчатого мартенсита, который менее прочен, чем мелкоигольчатый. При закалке заэвтектоидных сталей (сплав II), нагретых до температуры ниже Ас1 (точка 6) также не происходит повышения твердости, т. к. не изменяется исходная структура П+ЦII. После нагрева выше Ac1 (точка 7 ) и быстрого охлаждения в заэвтектоидных сталях образуется структура М3+ЦII+Аост (рис.4), имеющая высокую твердость. Нагрев выше Аcm (точка 8) вызывает растворение твердого цементита вторичного в аустените, а также рост аустенитных зерен, из которых при быстром охлаждении образуется крупноигольчатый мартенсит и большое количество аустенита остаточного (рис.4). В результате снижается твердость закаленных сталей. Закалку сталей, нагретых до t>Ac3 или t>Acm, называют полной, а при температуре нагрева Ac1<t<Ac3 или Ас1<t<Аcm - неполной. Доэвтектоидные стали подвергают полной закалке, tз>Ac3 на (30÷50)ºС, а заэвтектоидные неполной закалке, tз>Ac1 на (30÷50)ºС. Скорость охлаждения При Ar1 происходит эвтектоидное превращение аустенита. Температура распада аустенита понижается с увеличением скорости охлаждения (рис.5). С повышением скорости охлаждения аустенита от V1 до V3 возрастает число зародышей цементита. Это приводит к измельчению ферритно-цементитной смеси с соответствующим повышением ее твердости. При значениях твердости НВ 2000 МПа, 3000 МПа, 4000 МПа ферритно-цементитную смесь называют соответственно перлит, сорбит закалки и тростит закалки, сокращенно их обозначают (П, Сз, Тз). Их общее название - закалочные структуры перлитного типа. В этих структурах цементит имеет пластинчатую форму. | ||||||||||||||||||||||
Аналогичные структуры получаются при изотермическом превращении аустенита. Диаграмму изотермического превращения аустенита строят в координатах температура время (lg I ) (рис.6).Первая линия С-образной кривой указывает начало распада аустенита на ферритно-цементитную смесь, а вторая - завершение процесса. На диаграмме изотермического превращения структуры П, Сз, Тз соответствуют скоростям охлаждения аустенита V1, V2, V3. При более высокой скорости охлаждения (V3<Vi<V4), только часть аустенита распадается на ферритно-цементитную смесь, а часть не распадается. По достижении температуры Мн не распавшийся аустенит начинает превращаться в мартенсит. В результате образуется структура Мз+Тз с твердостью HV ~ 5500 МПа. Увеличение скорости охлаждения выше V4 подавляет развитие диффузионных процессов в аустените, вследствие чего он переохлаждается до температуры Мн, а затем превращается в мартенсит закалки. Минимальную скорость охлаждения, при которой аустенит превращается в мартенсит закалки без закалочных структур перлитного типа, называют критической скоростью закалки, которую сокращенно обозначают (Vкр.). На диаграмме изотермического превращения, вектор соответствующий критической скорости охлаждения (V4=Vкр.), проводится касательно к первой линии С-образной кривой. Отпуск Мартенсит закалки хрупок. Поэтому после закалки изделия подвергают отпуску с целью получения требуемого комплекса физико-механических свойств. Отпуском называют процесс нагрева закаленной стали ниже Ас1 с выдержкой при температуре нагрева и охлаждением на воздухе. Существует три вида отпуска: 1.Низкотемпературный (низкий) отпуск осуществляют в интервале температур (100÷200)ºС. В процессе отпуска уменьшается степень тетрагональности кристаллической решетки мартенсита вследствие выделения из нее углерода в виде ε-карбида, снижаются внутренние напряжения. В результате низкотемпературного отпуска мартенсит закалки превращается в мартенсит отпуска, который сокращенно обозначают (Мо). Мартенсит отпуска в отличие от мартенсита закалки, сохраняя высокую твердость, обладает более высокими пластичностью и вязкостью. Низкому отпуску подвергают инструментальные стали. |
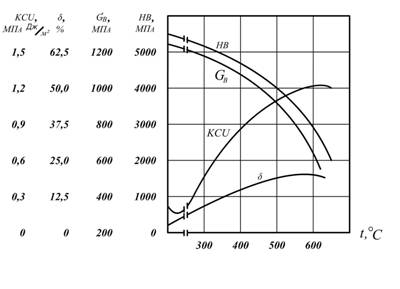
2.Среднетемпературный (средний) отпуск проводят при температурах (350÷500)°С. Усиление диффузионных процессов, приводит к превращению ε-карбида в цементит, что вызывает снижение твердости, повышение вязкости и пластичности стали (рис.7). Образующуюся крупнозернистую ферритно-цементитную смесь называют троститом отпуска, который сокращенно обозначают (То). Сталь со структурой тростит отпуска обладает высокими упругими свойствами. Среднему отпуску подвергают пружины и рессоры. 3.Высокотемпературный (высокий) отпуск осуществляют при температурах (500÷650)°С. Образовавшуюся крупнозернистую ферритно-цементитную смесь, называют сорбитом отпуска, который сокращенно обозначают (Со). Укрупнение частиц цементита приводит к дальнейшему снижению твердости и значительному возрастанию пластичности и вязкости стали. Сорбит отпуска обладает высокой ударной вязкостью. Высокому отпуску подвергают изделия, работающие при больших динамических (ударных) нагрузках. Прямое превращение Сз↔Со, Тз↔То не происходит. Структуры Со и То получаются только при распаде Мз. Закалку стали с последующим высоким отпуском называют улучшением. Улучшение рекомендуют для среднеуглеродистых (0,3÷0,6)%С конструкционных сталей. В тростите отпуска и сорбите отпуска цементит имеет зернистую форму, что обеспечивает им более высокие вязкость и пластичность по сравнению с закалочными структурами перлитного типа. Основные свойства и фазовый состав структур после отпуска приведены в таблице. Таблица Основные свойства и фазовый состав структур после отпуска
| ||||||||||||||||||||||
Контрольное задание (выполняется дома в письменном виде) 1. Как выбрать продолжительность нагрева и время выдержки металла в нагревательном устройстве? 2. Что называется закалкой? Что представляет собой мартенсит закалки, какую кристаллическую решетку он имеет и от чего зависит его твердость? 3. Начертите «стальной угол» диаграммы железо-углерод, укажите критические точки и обоснуйте выбор закалочных температур доэвтектондных и заэвтектоидных сталей. 4. Что такое полная и неполная закалка? 5. Начертите диаграмму изотермического превращения аустенита и обоснуйте выбор скорости охлаждения для получения структуры Мз+Тз. 6. Что такое критическая скорость закалки? 7. Что называется отпуском? Какие виды отпуска существуют и какие получаются структуры? Как изменяются свойства закаленной стали в процессе отпуска? 8. Построить график изменения твердости закаленной стали 40 или 45 от температуры отпуска. 9. Чем отличаются структуры Сз и Тз, Со и То, а также Сз и Тз от Cо и То? 10. Сталь имеет структуру Ф+Со. Укажите параметры закалки и отпуска. 11. После термической обработки сталь 50 имеет структуру Ф+Тз. Какой термической обработке подвергалась эта сталь? 12. В стали У12 получена структура Мо+ЦII. Укажите режимы термической обработки. |
Рис.1. Интервал закалочных температур углеродистых сталей
Рис.2. Схема кристаллической решетки мартенсита закалки | ||||||||||||||||||||||
Рис.3. Влияние содержания углерода на степень тетрагональности и твердость мартенсита закалки
Рис.4. Влияние содержания углерода в аустените на температуры Мн и Мк |
Рис. 5. Влияние скорости охлаждения на превращение аустенита (сталь У8) | ||||||||||||||||||||||
Рис.6. Диаграмма изотермического превращения аустенита (сталь У8)
Рис.7. Влияние температуры отпуска на физико-механические свойства стали 40 или 45 |
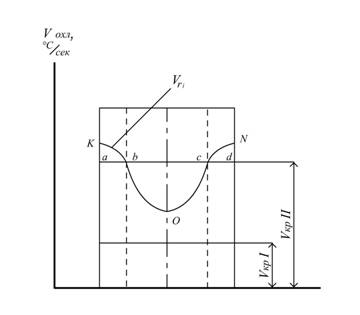
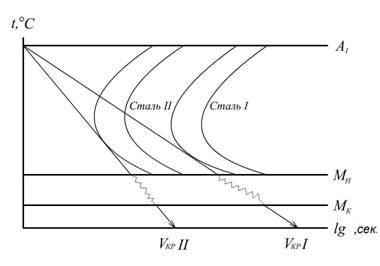
Способность стали приобретать после закалки высокую твердость, называют закаливаемостью. Закаливаемость характеризуется максимальной твердостью, которая может быть получена на поверхности изделия при закалке данной марки стали. Она зависит от содержания углерода в мартенсите (см. рис.3 работы №6). Способность стали образовывать при закалке мартенситную структуру на определенную глубину по сечению, называют прокаливаемостью. Скорость охлаждения нагретых изделий по их сечению не одинакова. Она максимальна на поверхности изделия, а в центре - минимальна. (рис.1., кривая KON). Укажем на рисунке значения критических скоростей охлаждения закалки для двух сталей, условно названных сталь I и сталь II. Для стали II в зонах, характеризуемых отрезками ab и cd скорость охлаждения выше критической скорости закалки, а в зоне bс - ниже. Следовательно, после закалки в зоне ab и cd будет получена мартенситпая структура, а в центральной зоне - bс - менее качественная структура тростита или сорбита закалки. Для стали I скорость охлаждения по всему сечению изделия выше, чем критическая скорость закалки. Поэтому в изделии из стали I после закалки не только на поверхности, но и сердцевине будет получена структура мартенсита. Таким образом, между прокаливаемостыо и критической скоростью закалки наблюдается обратнопропорциональная зависимость. На рис.2 приведена диаграмма изотермического превращения этих сталей. Устойчивость аустенита у стали I выше, чем у стали II. Это характеризуется сдвигом вправо С-образных кривых для стали I. Анализируя данные рис. 1-2 приходим к заключению, что между устойчивостью аустенита и прокаливаемостью стали существует прямопропорциональная зависимость. Следовательно, все факторы, способствующие повышению устойчивости аустенита, будут повышать и прокаливаемость стали. Факторы, влияющие на устойчивость аустенита: а). Химический состав стали. В доэвтектоидных сталях углерод несколько повышает прокаливаемость. При добавке в сталь легирующих элементов, растворимых в аустените (за исключением кобальта), повышается устойчивость аустенита и, следовательно, повышается прокаливаемость. Поэтому легированные стали обладают более высокой прокаливаемостью, чем углеродистые. Это является одним из основных преимуществ легированных конструкционных сталей общего назначения по сравнению с углеродистыми. | ||||||||||||||||||||||
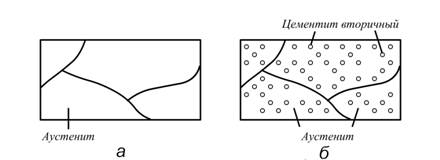
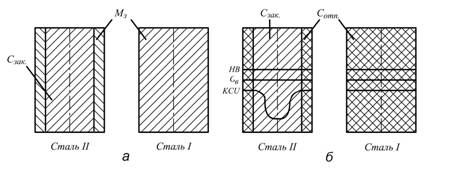
Однако, несмотря на более высокую прокаливаемость наследственно крупнозернистой стали, для ответственных изделий рекомендуется применять наследственно мелкозернистую сталь, обладающую более высокой ударной вязкостью. Для повышения прокаливаемости рекомендуется легировать сталь дешевыми элементами (хром, марганец, кремний), эффективно повышающими прокаливаемость. в).Инородные включения, нерастворенные в аустените. Такими включениями в стали могут быть карбиды, оксиды, неметаллические включения и интерметаллидные соединения. Они служат дополнительными центрами перлитного превращения аустенита, что приводит к понижению устойчивости аустенита, а, значит, и к понижению прокаливаемости стали. В структуре заэвтектоидной стали после нагрева для закалки при температурах Ac1+(30÷50)ºС имеется вторичный цементит (рис.4), снижающий устойчивость аустенита при превращении. Поэтому прокаливаемость заэвтектоидной стали меньше, чем эвтектоидной стали, несмотря на более высокое содержание в ней углерода. Влияние прокаливаемости на физико-механические свойства стали Наиболее существеное влияние прокаливаемость оказывает на физико-механические свойства стали. Известно, что в подавляющем большинстве случаев ответственные детали машин подвергаются закалке с последующим высоким или средним отпуском. Структура, полученная после закалки двух сталей с различной прокаливаемостью (рис.5а), в результате последующего высокого отпуска в изделиях из стали I превращается в структуру Со, а из стали II - на поверхности изделия Со а в сердцевине - С3 (рис.5б). Значения НВ у сорбита закалки, имеющего пластинчатую форму цементита, близки к характеристикам сорбита отпуска, имеющего зернистую форму цементита. |
В современном машиностроении прокаливаемость является одним из основных критериев при выборе стали для ответственных изделий и при разработке технологического процесса термообработки. Применение сталей с контролируемой прокаливаемостью позволяет более полно использовать их свойства, расширить область применения низколегированных сталей, снизить массу конструкции и обеспечить однородность качества продукции. В настоящее время, в соответствии с принятыми в РФ и за рубежом стандартами, показатели прокаливаемости включены в число наиболее важных характеристик для сталей ответственного назначения. Критерий прокаливаемости Микроанализом трудно определить с требуемой точностью глубину зоны, закаленной на мартенсит, так как микроструктура мартенсита мало отличается от бейнита. Между тем установлено, что если после закалки структура стали состоит из 50% мартенсита и 50% тростита закалки, то после отпуска физико-механические свойства такой стали близки к свойствам стали, в которой было 100% мартенсита закалки. Это позволяет для практических целей при определении прокаливаемости за глубину закаленной зоны принять зону со структурой 50% мартенсита и 50% тростита закалки, так называемую полумартенситную структуру. Глубину расположения полумартенситной структуры определяют по твердости, которая, как и твердость мартенсита, зависит от содержания углерода в стали. В качестве критерия прокаливаемости стали используется характеристика, называемая критическим диаметром (Дкр.). Он представляет собой максимальный диаметр заготовки, которая прокаливается в данном охладителе до полумартенситной структуры в сердцевине. | ||||||||||||||||||||||
Таблица Твердость полумартенситной структуры в зависимости от содержания углерода в стали
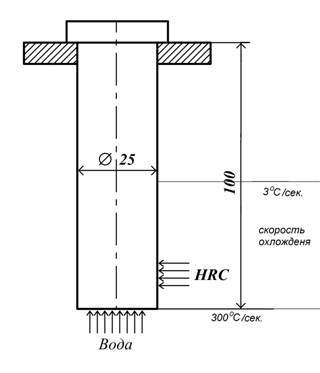
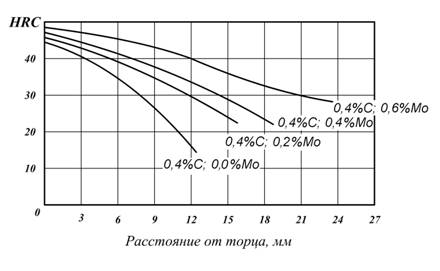
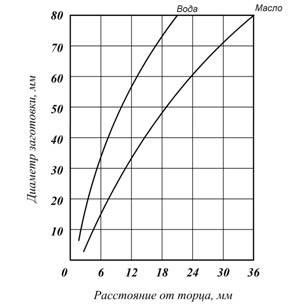
Определение критического диаметра Прокаливаемость определяют методом торцевой закалки. Образец диаметром 25x100 мм, нагретый до закалочной температуры, на специальной установке охлаждают водой только с торцевой поверхности (рис.6). Основное преимущество торцевой закалки заключается в том, что на одном образце можно получить широкий диапазон скоростей охлаждения от торца но длине образца. Пропорционально расстоянию от торца изменяются структура и твердость образца. Измерив твердость по длине закаленного образца через каждые 1,5 мм, строят кривую прокаливаемости в координатах твердость (HRC) - расстояние от торца, мм (рис.7-11). Зная содержание углерода в стали, по таблице определяют значение твердости полумартенситной зоны для исследуемой стали. Затем проводят горизонтальную линию до пересечения с кривой прокаливаемости. Точка пересечения характеризует максимальное расстояние от торца, соответствующее твердости полумартенситной зоны. Определив это расстояние от торца, по специальной номограмме (рис.12), находят критический диаметр заготовки. |
Контрольное задание (выполняется дома в письменном виде) 1. Дайте определение понятий прокаливаемости и закаливаемости стали. Обоснуйте зависимость между прокаливаемостью и устойчивостью аустенита, используя данные рис.1,2. 2. Укажите факторы, влияющие на устойчивость аустенита, и объясните влияние их на прокаливаемость, используя данные рис.3,4,5. 3. Какая из двух сталей - У8 или У12 при оптимальной температуре нагрева под закалку прокалится глубже? Обоснуйте ваш ответ. 4. Объясните влияние прокаливаемости на физико-механические 5. Опишите сущность метода торцевой закалки и методику определения критического диаметра по диаграмме прокаливаемости. 6. Используя данные рис.7 и 12 определите критический диаметр (Дкр.) стали, содержащей 0,35%С и 1%Сr. | ||||||||||||||||||||||
Рис.1. Распределение скорости охлаждения по сечению изделия в сопоставлении с Vкрит. для стали I и стали II
Рис.2. Зависимость между устойчивостью аустенита и Vкрит. для стали I и II |
Рис.3. Количество центров перлитного превращения аустенита в наследственно крупнозернистой и мелкозернистой стали
Рис.4. Структура эвтектоидной и заэвтектоидной стали после нагрева для закалки при оптимальной температуре | ||||||||||||||||||||||
Рис.5. Влияние прокаливаемости на структуру и механические свойства стали
Рис.6. Схема торцевой закалки образца |
Рис.7. Диаграмма прокаливаемости сталей с различным содержанием хрома
Рис.8. Диаграммы прокаливаемости сталей с различным содержанием молибдена | ||||||||||||||||||||||
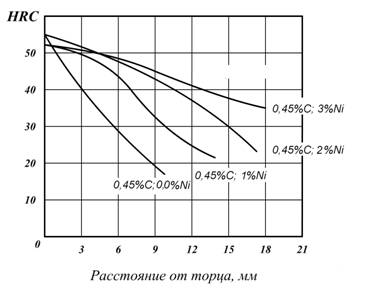
Рис. 9. Диаграммы прокаливаемости сталей с различным содержанием никеля
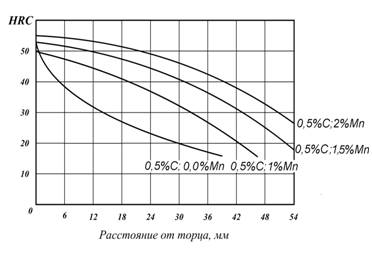
Рис.10. Диаграмма прокаливаемости сталей с различным содержанием марганца
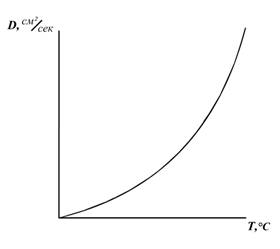
8. ХИМИКО- ТЕРМИЧЕСКАЯ ОБРАБОТКА Химико-термической обработкой (ХТО) называют насыщение рабочей поверхности металла атомами различных элементов. Насыщение рабочей поверхности металла атомами других металлов называют также диффузионной металлизацией. Процесс ХТО состоит из следующих стадий: 1.диссоциация - распад молекул насыщающего элемента с образованием активных атомов (обязательная стадия без которой невозможен процесс ХТО), 2.адсорбция - осаждение образовавшихся атомов на поверхности металла, 3.диффузия - проникновение атомов насыщающего элемента с 4.абсорбция – объемное насыщение металла атомами других элементов. Лимитирующей стадией ХТО является диффузия, т. е. продолжительность процесса зависит от того, насколько интенсивно протекает диффузия. Интенсивность диффузии характеризуется коэффициентом диффузии, который резко увеличивается при повышении температуры (рис.1). Поэтому большинство процессов ХТО проводят при высоких температурах. В результате ХТО на поверхности металла образуется диффузионный слой, отличающийся по химсоставу, структуре и свойствам от сердцевины. В машиностроении наиболее широко применяют цементацию, нитроцементацию и азотирование. За счет упрочнения рабочей поверхности, достигнутого при указанных видах ХТО, существенно возрастают эксплуатационные свойства деталей машин: износостойкость - сопротивление деталей износу при трении; выносливость - сопротивление усталостному разрушению при многократных знакопеременных нагрузках; контактная прочность - сопротивление поверхностному выкрашиванию. Цементация Цементацией называют насыщение поверхностного слоя стали углеродом при нагреве в углеродосодержащей среде, с последующей термообработкой. Цементации подвергают стали с низким содержанием углерода ( ≤ 0,25%С). Температура нагрева при цементации выше Ас3, т. к. при более низкой температуре в структуре стали сохраняется феррит, в котором растворимость углерода мала (0,03% при 727°С). |
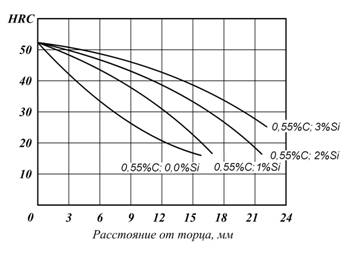
Рис.11. Диаграмма прокаливаемости сталей с различным содержанием кремния
Рис.12. Номограмма для определения критического диаметра по расстоянию от торца
Обычно цементацию проводят при температуре 930ºС, при этой температуре сталь имеет однофазную структуру аустенита, в которой растворяется до 2,14%С. Более высокая температура цементации приводит к росту аустенитных зерен, что повышает хрупкость стали после закалки. Толщина цементованного слоя ≤ 2,0 мм. Чем больше толщина слоя, После цементации содержание углерода по глубине слоя переменное, а на поверхности достигает ≈ 1%. Это содержание углерода является оптимальным, т. к. при меньшем содержании снижается прочность, при большем - возрастает хрупкость. При цементации сталь помещают в углеродосодержащую среду - карбюризатор. Применяют два типа карбюризаторов - твердый и газообразный. В качестве твердого карбюризатора используют смесь древесного угля и углекислого бария, в качестве газообразного - природный газ. Цементация в твердом карбюризаторе применяется ограниченно, в условиях массового производства основным процессом является цементация в среде природного газа (газовая цементация). Природный газ в основном состоит из метана СH4, при высокотемпературном нагреве происходит диссоциация молекул метана с образованием активного атомарного углерода, а затем насыщение атомами углерода поверхностного слоя стали. Газовой цементации подвергают наследственно мелкозернистые стали типа 25ХГТ, в которых размер аустенитных зерен практически не изменяется в процессе нагрева до температуры 950°С. Насыщение углеродом - промежуточная операция, необходимое упрочнение достигается закалкой. Перед закалкой производят подстуживание, т. е. снижают температуру деталей до Ac1<t<Асm обычно до 850°С. Эта температура является оптимальной для закалки поверхностного слоя с содержанием углерода >0,8%. Кроме того, подстуживание обеспечивает уменьшение внутренних напряжений в закаленной стали. После закалки для снижения хрупкости стали проводят низкий отпуск (рис.2). Эксплуатационные свойства цементованной стали зависят от структуры и свойств цементованного слоя и сердцевины. Оптимальной считают структуру поверхностного слоя, состоящую из мелкоигольчатого мартенсита, карбидов и остаточного аустенита в количестве не более 25%. Более высокое содержание Аост. вызывает снижение твердости. | ||||||||||||||||||||||
Структура сердцевины у легированных сталей из-за высокой прокаливаемости - малоуглеродистый мартенсит, в углеродистых сталях - тростит или сорбит закалки. Твердость поверхности до 63 HRC, а сердцевины ≤ 35 HRC. Эффективность цементации снижается, если в структуре слоя имеются дефекты в виде карбидной или цементитной сетки по границам зерен. Образование этих дефектов связано с пересыщением слоя углеродом. При содержании углерода в поверхностном слое больше 1% , в структуре слоя углеродистых сталей появляется цементитная сетка, в структуре слоя легированных - карбидная. По этой причине после закалки слой становится хрупким, что приводит к снижению ударной вязкости стали. Нитроцементация Нитроцементацией называют процесс совместного насыщения поверхностного слоя стали углеродом и азотом при нагреве в газовой среде. Состав газовой среды при нитроцементации - природный газ и аммиак. Процесс совместного насыщения углеродом и азотом в жидкой среде называется цианированием, состав среды - расплавленные соли. Нитроцементация завершается закалкой с последующим низкотемпературным отпуском. Нитроцементации подвергают стали с содержанием углерода до 0,4%. Температура нитроцементации ниже по сравнению с температурой цементации и составляет ≈ 860°С. При более высокой температуре насыщение слоя азотом уменьшается, что снижает твердость слоя. При температуре ниже 860°С уменьшается содержание в слое углерода и повышается содержание азота, что ведет к охрупчиванию слоя. Суммарное содержание азота и углерода в поверхностном слое после нитроцементации не должно превышать 1,3%, а содержание азота - не более 0,4%. Толщина нитроцементованного слоя ≤1 мм, при большей толщине слой пересыщается азотом. Средняя скорость насыщения при нитроцементации на глубину до 1 мм около 0,1 мм/час. Нитроцементация проводится на том же оборудовании, что и цементация, но является более экономичным процессом, т. к. требует меньшего расхода электроэнергии. К тому же, при нитроцементации можно использовать более дешевые наследственно крупнозернистые стали. Более низкая температура нитроцементации обеспечивает возможность проведения закалки без подстуживания, что упрощает технологию, а наличие в слое азота обеспечивает более высокую закаливаемость нитроцементованной стали. |
Оптимальной считается структура слоя, состоящая из мартенсита и остаточного аустенита, допускается до 50% Aост., если он равномерно распределен в мелкоигольчатом мартенсите. Такой дисперсный аустенит не снижает твердости слоя. Твердость поверхности до 63 HRC, структура сердцевины - мартенсит малоуглеродистый у легированных сталей, у нелегированных - тростит закалки; твердость сердцевины - до 45 HRC. Эффективность нитроцементации снижается из-за дефектов структуры нитроцементованного слоя. При концентрации азота >0,4%, в структуре слоя образуется дефект, который резко снижает контактную прочность и предел выносливости нитроцементованной стали. Этот дефект, наблюдаемый в виде темной точечной сетки, на нетравленых шлифах получил название «темная составляющая». При концентрации углерода >1% и азота >0,4% в слое появляются грубые карбидные включения. Это вызывает значительное снижение предела выносливости, а также ударной вязкости нитроцементованной стали. Азотирование Азотированием называют процесс насыщения поверхностного слоя стали азотом. Азотирование ведут в среде аммиака при температуре 500-600 °С на глубину до 0,5 мм. При азотировании коробление и деформация деталей гораздо меньше по сравнению с цементацией и нитроцементацией. Азотированный слой хорошо шлифуется, полируется и обеспечивает коррозионную стойкость стали. Поэтому азотирование применяется достаточно широко несмотря на то, что продолжительность азотирования гораздо больше по сравнению с цементацией и нитроцементацией. Средняя скорость азотирования ≈0,01 мм/час. Азотированию подвергают легированные стали, содержащие Al, Cr, V,Mo (38ХМЮА, и др.). Перед азотированием стали подвергают улучшению (закалка + высокий отпуск) для того, чтобы сердцевина стали была прочной и вязкой. При насыщении стали, азот образует с легирующими элементами дисперсные (их размеры до 10 нм) нитриды, что повышает твердость поверхностного слоя до очень высоких значений 12000 МПа (74 HRC). После завершения насыщения сталь охлаждается вместе с печью в потоке аммиака. После азотирования закалку не производят, т. к. при этом дисперсные нитриды укрупняются, прочность падает. Азотирование обеспечивает более высокую (в 4 раза) износостойкость стали по сравнению с цементацией. Однако контактная прочность у азотированных сталей ниже, чем у цементованных, поэтому азотирование используют для деталей, работающих при умеренных контактных нагрузках. | ||||||||||||||||||||||
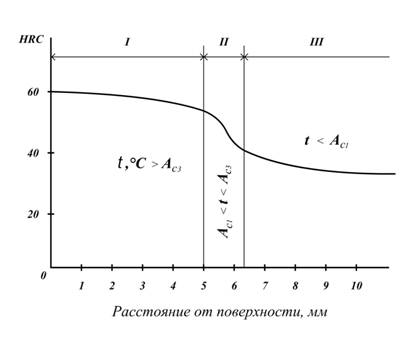
Структура азотированного слоя состоит из нескольких азотистых фаз. Во внешней зоне азотированного слоя наблюдается высокоазотистая (≈ 10% N) хрупкая ε-фаза в виде светлой полоски толщиной до 10 мкм. Ниже находится основная зона азотированного слоя, структура которой состоит из азотистого феррита и нитридов легирующих элементов. Из-за темной окраски эту структуру называют «браунитом». Поверхностная закалка Для упрочнения деталей используют поверхностную закалку, которой подвергают как углеродистые, так и легированные стали с содержанием углерода не менее 0,4%. При поверхностной закалке обеспечивается высокая твердость и прочность поверхностного слоя толщиной до 5 мм, а сердцевина остается вязкой. Поверхностная закалка не является процессом ХТО, однако цели ее такие же как ХТО. Различают два основных метода поверхностной закалки: 1) с нагревом поверхности токами высокой частоты (Т. В.Ч.) 2) с газопламенным нагревом. При закалке Т. В.Ч. деталь помещают в индуктор, через который пропускают ток высокой частоты. Под воздействием переменного электромагнитного поля в поверхностном слое детали возникают вихревые токи Фуко, вызывающие нагрев стали. Поверхностный слой нагревают до Ас3+(150÷200)°С, однако из-за высокой скорости нагрева рост аустенитных зерен не происходит. После нагрева сразу производят интенсивное охлаждение водой, а затем низкотемпературный отпуск для снижения хрупкости. Структура закаленного слоя состоит из мелкоигольчатого мартенсита твердостью до 60 HRC (рис.3). Структура сердцевины остается исходной (феррит + перлит). Между закаленным слоем и сердцевиной имеется переходная зона, в которой температура нагрева была выше Ac1, но ниже Ас3. Структура этой зоны - мартенсит и феррит. При закалке с газопламенным нагревом поверхность детали нагревают ацетилено-кислородным пламенем, температура которого достигает (3000)ºС. Поверхность детали быстро нагревается до температуры закалки, а сердцевина нагреваться не успевает. Последующее быстрое охлаждение обеспечивает закалку поверхностного слоя. Твердость закаленного слоя для стали с 0,5% С до 56 HRC. Газопламенная закалка вызывает меньшую деформацию стали по сравнению с объемной. Для крупных деталей этот способ более рентабелен по сравнению с закалкой Т. В.Ч. |
Контрольное задание (выполняется дома в письменном виде) 1. Дайте определение видов ХТО, применяющихся в машиностроении. В чем их предназначение? 2. Опишите режим цементации стали 25ХГТ, ее структуру и твердость после цементации. Объясните причину появления дефектов структуры и их влияние на свойства стали. 3. Обоснуйте основные параметры нитроцементации: температуру, концентрацию углерода и азота, толщину слоя. Какая структура слоя считается оптимальной? 4. Объясните причину высокой твердости легированных сталей после азотирования. Когда, до или после азотирования, и с какой целью стали подвергают улучшению? 5. Какую структуру будет иметь сталь 50 после закалки с индукционным нагревом в поверхностном слое и в сердцевине и почему?
Рис.1. Зависимость коэффициента диффузии от температуры | ||||||||||||||||||||||
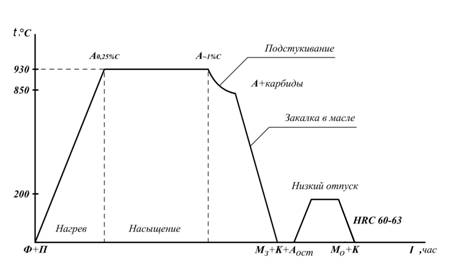
Рис. 2. Схема режима цементации стали 25 ХГТ
Рис.3. Изменение твердости по сечению стали после закалки Т. В.Ч. |
КОНТРОЛЬНАЯ РАБОТА ПО ТЕРМИЧЕСКОЙ ОБРАБОТКЕ. Для выполнения контрольной работы студент должен проработать следующие вопросы: 1. Влияние температуры нагрева и скорости охлаждения при закалке на формирование структуры. 2. Влияние температуры отпуска на структуру и физико-механические свойства закаленной стали. 3. Фазовый состав, физико-механические свойства и различия структур, полученных после закалки и отпуска. 4. Факторы, влияющие на закаливаемость и прокаливаемость стали. 5. Методику определения критического диаметра. 6. Режимы химико-термической обработки, получаемые структуры и их физико-механические свойства. 7. Особенности поверхностной закалки, способы осуществления, структуру и физико-механические свойства. Под редакцией Георгия Михайловича Волкова ТЕРМИЧЕСКАЯ ОБРАБОТКА СТАЛЕЙ. Методические указания к лабораторным работам с элементами УИРС по курсу "Материаловедение" ______________________________________________________________________________________________________________________________________________ Подписано в печать Заказ Тираж ____________________________________________________________________________________________________________________ МГТУ «МАМИ» Москва 107023 Б. Семеновская, 38 |