

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
ФГБОУ ВПО
«Алтайский государственный технический университет им. »
Энергетический факультет
Кафедра «Электротехника и автоматизированный электропривод»
, Халин А. Б.
Технология изготовления и расчет рецептуры производства
электрообогревателей МКЭ
Методические указания к выполнению лабораторной работы
по дисциплинам: «Современные электротехнологии»,
«Основы электротехнологий»
Барнаул 2014
Лабораторная работа № 3
1 Цель работы
Изучить технологический процесс изготовления композиционных материалов (КМ) на основе бутилкаучука в качестве связующего, освоить основные операции, научиться выбирать технологические режимы в соответствии с нормами качества и эксплуатационными требованиями.
Изучить технологический процесс изготовления изделий из КМ, освоить сборку многоэлектродных низкотемпературных композиционных электрообогревателей (МКЭ), определить физико-механические параметры, обеспечивающие качество изделий.
2 Краткие теоретические сведения к работе
Многоэлектродный низкотемпературный композиционный электрообогреватель представляет собой пластину (слой) из низкопроводящего материала, в которой располагаются два или более металлических электрода параллельно и на определенном расстоянии друг от друга; пластина с электродами покрывается со всех сторон защитным слоем из материала, обеспечивающим электрическую изоляцию и герметичность проводящей пластины и электродов от внешней среды. Низкопроводящий (резистивный) материал представляет собой смесь (композицию) из бутилкаучука (связующее, непроводящее вещество), технического углерода (наполнитель, проводящее вещество) и специальных добавок в определенных пропорциях, обеспечивающих требуемую его удельную электропроводность. Защитный слой также является композиционным материалом на основе бутилкаучука и сажи. Оба эти материала (резиновые смеси, электропроводная – ПРЭ и изоляционная – ПРИ) проходят многостадийный технологический процесс, в том числе смешение компонентов, нагревание-охлаждение, каландрование, вулканизацию, раскрой, сборку, для изготовления конечного изделия – электрообогревателя. На всех стадиях процесса производится контроль его параметров; проводится также контроль параметров (механических и электрических) готового изделия – МКЭ.
Так для исследования физико-механических характеристик изделий из композиционного материала испытаниям необходимо подвергнуть образцы в виде лопаток и пластин различных размеров от 0,1 × 0,05 × 0,002 до 1,0 ×0,6 × 0,015 м на установках: разрывной машине ИР 50461/5 и реориметре вибрационном РВМ АИУ 2.773.006.
Машина разрывная ИР 50461/5 (рис. 1) с наибольшей предельной нагрузкой 5 кН предназначена для испытания пластмасс на растяжение, сжатие, изгиб, гистерезис, малоцикловые усталостные испытания по нагрузке, перемещению и деформации при нормальной температуре. Машину можно также использовать для испытания образцов резины, текстильных материалов, металлов и других материалов в пределах ее технических возможностей. Принцип работы основан на деформировании образца под действием возрастающей нагрузки с фиксированием результатов по нагрузке, перемещению активного захвата или деформации рабочего участка образца.
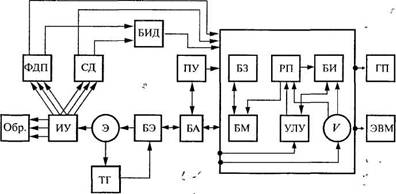
Рисунок 1 – Функциональная схема разрывной машины ИР50461/5
Машина состоит из следующих функциональных блоков: Обр. — испытываемый образец изделия; ИУ — испытательная установка; Э — электродвигатель; ТГ — тахогенератор; БЭ — блок электропривода; БА — блок автоматики; ПУ — пульт управления; ФДП — фотоэлектронные датчики положения, СД — силоизмерительные датчики; БИД — блок измерения деформации; БЗ — блок защиты, РП — регистр памяти; БИ — блок индикации; БМ — блок модулей; УЛУ — узел логического управления; ГП — графопостроитель; V — вольтметр.
Реометр вибрационный РВМ АИУ 2.773.006 (в дальнейшем – реометр) предназначен для оперативного контроля пластоэластических и вулканизационных характеристик приготовляемых резиновых смесей и позволяет осуществлять испытания при помощи автоматической обработки результатов, их анализа и выдачи на печать заключения о соответствии контролируемых параметров предварительно заданным нормам.
Реометр должен эксплуатироваться в комплекте с вырубным прессом ПВ АИУ 2 539.001 с целью обеспечения необходимой для испытаний на реометре точности объема и формы образцов. Реометр конструктивно выполнен из двух блоков: блока испытаний и блока обработки.
Предлагается методика, согласно которой основными физико-механическими показателями (ФМП), определяющими качество резиновой смеси для электрообогревателя, являются следующие:
2.1 Условная прочность при растяжении fр, МПа, определяемая по формуле
![]() (1)
(1)
где Рр — сила, вызывающая разрыв образца, МН;
d — среднее значение толщины образца до испытания, м,
b0 — ширина образца до испытания, м.
2.2 Относительное удлинение при разрыве образца лопаток εр, %, определяемое по формуле: ![]() , (2)
, (2)
где lp — расстояние между метками в момент разрыва образца, мм;
l0— расстояние между метками образца до испытания, мм.
2.3 Твердость по ШОРу А, усл. ед. Метод основан на измерении сопротивления резины погружению в нее индентора. Диапазон измерений от 0 до 100 единиц по ШОРу А, причем 0 должен соответствовать максимальному проникновению индентора, а 100 — нулевому проникновению.
2.4 Пластичность Р, определяемая по формуле
 (3)
(3)
где h'o - первоначальная высота образца, мм;
h1, h'2 - высота под нагрузкой и после снятия нагрузки и "отдыха" соответственно, мм;
S - мягкость, R' - восстанавливаемость, которые в свою очередь определяются по формулам: ![]()
![]() Сущность метода заключается в сжатии образца между двумя плоскопараллельными плитами под воздействием нагрузки при заданной температуре и измерении высоты образца до приложения нагрузки, под нагрузкой и после снятия нагрузки и "отдыха".
Сущность метода заключается в сжатии образца между двумя плоскопараллельными плитами под воздействием нагрузки при заданной температуре и измерении высоты образца до приложения нагрузки, под нагрузкой и после снятия нагрузки и "отдыха".
Готовые изделия из КМ проходят лабораторные испытания и проверяются на соответствие ФМП.
3 Оборудование
3.1 Весы ВНЦ-2
3.2 Резиносмеситель РС-45.
3.3 Вальцы 800 567/67.
3.4 Вальцы 800 400/400.
3.5 Многоэтажный вулканизационный пресс 160-600Э4.
3.6 Ножи для раскройки.
3.7 Измерительное оборудование: ампервольтметр ТЛ-4М, мегаомметр Ф410 2/1-1М, ПУС-4 до 5000 В, линейка, штангенциркуль, штангенглубиномер.
3.8 Разрывная машина ИР-50461/5.
4 Программа и порядок проведения экспериментальной работы
4.1 Экспериментальные работы выполняются непосредственно в цехе последовательно на рабочих местах бригадами по 4-5 человек с активным участием каждого члена бригады.
4.2 Технологический процесс изготовления резиновой смеси ПРЭ
Назначение: электропроводная смесь.
Состав и масса ингредиентов для приготовления партии смеси:
Наименование ингредиента | 1 стадия | 2 стадия |
Единица измерения | кг | кг |
Бутил 1675 | 33.0 | |
Стеарин технический | 1.0 | |
Цинковые белила | 1.0 | |
Гексол ЗВИ | 0.30 | |
Барит | 4.95 | |
ТУ П-324(ПМ-75) | 21.5 | |
Смола 101-К | 4.3 | |
Масло-мягчитель ПМ | 1.65 |
Итого 67.7 кг *
*Примечание: потери при резиносмешении составляют 4% (после 2 стадии). Общая масса готовой резиновой смеси – 65,00 кг.
4.3 Технологический процесс изготовления резиновой смеси ПРИ
Назначение: изоляционная смесь
Наименование ингредиента | 1 стадия | 2 стадия |
Единица измерения | кг | кг |
Бутил 1675 | 34.0 | |
Стеарин технический | 1.02 | |
Цинковые белила | 1.02 | |
Гексол ЗВИ | 0.30 | |
Сажа БС-120 | 25.84 | |
Смола 101-К | 4.59 | |
Масло-мягчитель ПМ | 1.23 |
Итого; 68.00 кг *
*Примечание: потери при резиносмешении составляют 8% (после 2 стадии). Общая масса готовой резиновой смеси –65.28 кг.
4.4 Режим первой стадии изготовления резиновых смесей ПРЭ\ПРИ
Оборудование: резиносмеситель РС - 45.
Наименование операции | продолжительность*, мин | |
начало операции | конец операции | |
Загрузить бутил 1675 (ПРЭ\ПРИ 35.0\34.0 кг), разогреть до температуры 100 оС | 0 | 3.0 |
Открыть откидную дверку. Ввести цинковые белила (ПРЭ\ПРИ 1.05\1.02 кг); стеарин технический (ПРЭ\ПРИ 1.05\1.02 кг); масло-мягчитель ПМ (ПРИ\ПРЭ 0.63 кг) ;БС-120 (ПРИ 12.92 кг); ТУ П-324(ПРЭ 9.0 кг); барит (ПРЭ 9.0 кг) | 3.0 | 6.5 |
Закрыть откидную дверку, опустить верхний пресс, произвести смешение | 6,5 | 9.5 |
Поднять верхний пресс, загрузить БС-120 (ПРИ12.92 кг); ТУ П-324 (ПРЭ 9.0 кг); масло-мягчитель ПМ ( ПРИ\ПРЭ 0.6 кг) | 9.5 | 12.5 |
Закрыть откидную дверку, опустить верхний пресс, произвести смешение | 12.5 | 24.5 |
Открыть нижний затвор, выгрузить смесь, охладить р\смеситель, закрыть нижний затвор | 24.5 | 27.0 |
Открыть верхний пресс | 27.0 | 28.0 |
Итого: (28.0± 0.5) мин.
Температура смеси после 1 стадии – 170-175 оС.
*Примечание : перед изготовлением бутиловой смеси р\смеситель чистится бутиловой чисткой в течении 5-7 мин; одну бутиловую чистку используют 10-12 раз. Смесь после первой стадии срезается рулонами или листами и укладывается в платформу через прокладку, где выдерживается не менее 12 ч. С целью исключения попадания техуглерода в резиновую смесь ПРИ после чистки изготавливается изоляционная р\смесь ПРИ.
4.5 Режим второй стадии изготовления резиновых смесей ПРЭ\ПРИ
Оборудование: резиносмеситель РС-45
Наименование операции | продолжительность, мин | |
начало операции | конец операции | |
Загрузить резиновую смесь ПРЭ\ПРИ. Ввести гексол (ПРЭ\ПРИ 0.30\0.30 кг.); смолу 101 К ( ПРЭ\ПРИ 4.30\4,59) | 0 | 2,0 |
Произвести смешение | 2,0 | 4,0 |
Выгрузить смесь, охладить р\смеситель | 4,0 | 7,0 |
Итого: ( 7,0± 0.5) мин.
Температура выгрузки смеси не более 115 оС.
4.6 Режим второй стадии обработки резиновых смесей ПРЭ\ПРИ
после резиносмесителя
Оборудование: вальцы 800 567\67
Наименование операции | продолжительность, мин | |
начало операции | конец операции | |
Принять смесь на вальцы, посадить на валок | 0 | 2,0 |
Пропустить 2-3 раза через зазор | 2,0 | 6,0 |
Перемешать с закаткой в рулоны, поочерёдно, справа налево и на оборот, не менее трёх раз с каждой стороны | 6,0 | 18,0 |
Снять листами калибром 3.5-4 мм | 18,0 | 20,0 |
Итого: (20.0± 1.0) мин.
Примечание: температура выгрузки смеси – не более 115 оС
4.7 Режим разогрева резиновой смеси перед каландрованием
Оборудование: вальцы 800 400/400
Температура валков каландра, оС* переднего – 70±8
заднего – 80±8
Продолжительность обработки, мин, не менее 15
Толщина листа при снятии с вальцов, мм 8 -12
4.8 Каландрование резиновой смеси
Оборудование: вальцы 800 400\400
Температура валков, оС * переднего – 70 ± 8
заднего – 80 ± 8
Толщина слоя после каландрования**, мм ПРИ-1 3,5 ± 0.1
ПРЭ-2 4.0 ±0.1
*) Примечание: измеряется преобразователем термоэлектрическим ХК-68.
**) Примечание: измеряется штангенциркулем.
Охлаждение смеси после второй стадии - воздушное
температура валков, оС переднего – 70 ± 8
заднего – 80 ± 8
4.9 Режим вулканизации смеси
Оборудование: многоэтажный вулканизационный пресс 160-600Э4
Температура, оС 173±5
Продолжительность, мин 30
Количество опрессовок на первой минуте одна
Продолжительность перезарядки, мин 2 – 5.
4.10 Нормы контроля резиновых смесей
ПРИ Пластичность – (0,30±0,05) ед; Плотность – (1,19±0,02) г/см3
ПРЭ Пластичность – (0,30±0,05) ед; Плотность – (1,17±0,02) г/см3
4.11 Раскрой заготовки и сборка изделия многоэлектродного композиционного электрообогревателя (МКЭ)
шифр смеси | кол-во деталей | ширина, мм | длина, мм | толщина, мм |
ПРИ | 2* | 125±2 | 190±2 | 3,5±2 |
ПРЭ | 1** | 95±2 | 160±2 | 3,5±2 |
При измерении геометрических размеров заготовок пользуются штангенглубиномером и линейкой измерительной металлической.
Для измерения массы собранного изделия – (350±5) г – используются весы РН 10 Ц13У.
*При сборке, для достижения более равномерного распределения резиновой смеси во время вулканизации, по кромке детали укладывается прокладка из смеси ПРИ в форме ленты толщиной (3,5 ±0.2) мм и шириной 15 мм.
** При сборке для достижения более оптимального контакта электрода с заготовкой поверх электрода укладывается прокладка из смеси ПРЭ в форме прямоугольника длинной 90 мм, шириной 20 мм, толщиной (25±0.2) мм.
4.12 Режим вулканизации изделия МКЭ
Оборудование: многоэтажный вулканизационный пресс 160-600Э4
Размер, мм 200×135×10
Температура, оС 173±5
Продолжительность, мин 30
Количество опрессовок на первой минуте одна
Продолжительность перезарядки, мин, не более 5
4.13 Нормы контроля готовых изделий
Размеры готового изделия, мм 200×135×10
Масса, г 325±5
Шифр смеси | Вулканизация | Условная прочность при растяжении fp, МПа, не менее | Относительное удлинение при разрыве εp, %, не менее | Твердость по Шору А, усл. ед., не менее | |
темпера-тура, оС | Время, мин | ||||
ПРИ | 173±3 | 30±1 | 8,0 | 500 | 50 |
ПРЭ | 173±3 | 30±1 | 9,0 | 350 | 50 |
Визуальный осмотр согласно техническим условиям (ТУ) на изделие.
Измерение активного сопротивления электрообогревателя после испытания рабочим напряжением в течение не менее 60 мин.
Измерение сопротивления изоляции 3-х изделий из партии, не менее 100 шт.
Измерение напряжения пробоя 3-х изделий из партии, не менее 100 шт.
Маркировка согласно ТУ (изготовление и крепление этикетки определенного размера).
Упаковка изделия согласно ТУ и по ГОСТ 23170. Категория упаковки КУ-1.
4.14 По результатам выполненной лабораторной работы составить отчет по установленной форме.
5 Контрольные вопросы
1 Что такое технологический процесс?
2 Какие факторы влияют на качество приготовления резиновых смесей?
3 Что такое каландрование?
4 В чем смысл и необходимость вулканизации?
5 Назовите параметры вулканизации, в каких пределах они могут изменяться?
6 Как производится контроль параметров технологического процесса?
7 Какие факторы обеспечивают электропроводность и как получить вулканизаты с большей электропроводностью?
8 Назовите вулканизирующие агенты резиновых смесей?
9 Что такое активаторы вулканизации?
10 Какие вещества называют пластификаторами?
11 Какие требования предъявляются к материалу электродов и почему?
12 Что такое пресс-форма? Из какого материала она изготовлена, по какому классу обработана ее поверхность?
13 Какие виды пресс-форм используются для изготовления МКЭ?
14 От каких факторов зависит время вулканизации изделия?
15 Какие существуют нормы контроля качества смесей?
16 Что такое условная прочность при растяжении?
17 Что такое относительное удлинение при разрыве?
18 Что такое твердость по Шору А?
19 Что такое пластичность?
20 Какие существуют нормы контроля качества изделий из композиционных материалов?
