
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Капиллярные методы контроля
Капиллярные методы контроля основаны на капиллярном проникновении индикаторных жидкостей (пенетрантов) в полости поверхностных и сквозных несплошностей материала объектов контроля и регистрации образующихся индикаторных следов визуальным способом или с помощью преобразователя.
Капиллярный контроль предназначен для обнаружения невидимых или слабовидимых невооруженным глазом поверхностных и сквозных дефектов в объектах контроля, определения их расположения, протяженности (для дефектов типа трещин) и ориентации по поверхности. Этот вид контроля позволяет диагностировать объекты любых размеров и форм, изготовленные из немагнитных материалов: аустенитные стали, алюминевые и титановые сплавы, латуни, бронзы, пластмасс, стекла, керамики, а также других твердых неферромагнитных материалов.
Капиллярный контроль применяют также для объектов, изготовленных из ферромагнитных материалов, если их магнитные свойства, форма, вид и месторасположение дефектов не позволяют достичь требуемой чувствительности магнитопорошковым методом или магнитопорошковый метод контроля не допускается применять по условиям эксплуатации объекта.
Капиллярные методы в зависимости от способа выявления индикаторного рисунка подразделяют на следующие:
люминесцентный, основанный на регистрации контраста люминесцирующего в длинноволновом ультрафиолетовом излучении видимого индикаторного рисунка на фоне поверхности объекта контроля;
цветной, основанный на регистрации контраста цветного в видимом излучении индикаторного рисунка на фоне поверхности объекта контроля;
люминесцентно-цветной, основанный на регистрации контраста цветного или люминесцирующего индикаторного рисунка на фоне поверхности объекта контроля в видимом или длинноволновом ультрафиолетовом излучении.
Основные термины
Капилляр, выходящий на поверхность объекта контроля только с одной стороны, называют поверхностной несплошностью, а соединяющий противоположные стенки объекта контроля — сквозной. Если поверхностная и сквозная несплошности являются дефектами, то допускается применять вместо них термины "поверхностный дефект" и "сквозной дефект".
Изображение, образованное пенетрантом, в месте расположения несплошности и подобное форме сечения у выхода на поверхность объекта контроля называют индикаторным рисунком (след). Применительно к несплошности типа единичной трещины вместо термина "индикаторный рисунок" допускается применение термина "индикаторный след".
Глубина несплошности — размер несплошности в направлении внутрь объекта контроля от его поверхности. Длина несплошности — продольный размер несплошности на поверхности объекта. Раскрытие несплошности — поперечный размер несплошности у ее выхода на поверхность объекта контроля.
Необходимым условием выявления дефектов нарушения сплошности материала типа полостных капиллярным контролем, имеющим выход на поверхность объекта и глубину распространения, значительно превышающую ширину их раскрытия, является относительная их незагрязненность посторонними веществами.
Следует различать максимальную, минимальную и среднюю глубину, длину и раскрытие несплошности. Если не требуется заранее оговаривать, какое из указанных значений размеров имеется в виду, то для исключения недоразумений следует принять термин "преимущественный размер". Для несплошностей типа округлых пор раскрытие равно диаметру несплошности на поверхности объекта.
Все методы капиллярного неразрушающего контроля по характеру взаимодействия проникающих пенетрантов с объектом контроля рассматриваются как молекулярные.
Дефектоскопические материалы
Капиллярный дефектоскопический материал применяют при капиллярном контроле и используют для пропитки, нейтрализации или удаления избытка проникающего вещества с поверхности и проявления его остатка с целью получения первичной информации о наличии несплошности в объекте контроля.
Дефектоскопические материалы выбирают в зависимости от требований, предъявляемых к объекту контроля, его состояния и условий контроля. Их укомплектовывают в целевые наборы, в которые входят полностью или частично взаимообусловленные дефектоскопические материалы, приведенные ниже.
Набор дефектоскопических материалов — взаимозависимое целевое сочетание дефектоскопических материалов: индикаторного пенетранта, проявителя, очистителя и гасителя.
Индикаторный пенетрант (пенетрант) И — капиллярный дефектоскопический материал, обладающий способностью проникать в несплошности объекта контроля и индицировать их.
Очиститель от пенетранта (очиститель) М — капиллярный дефектоскопический материал, предназначенный для удаления индикаторного пенетранта с поверхности объекта контроля самостоятельно или в сочетании с органическим растворителем или водой. Очищающую жидкость создают на основе эмульгаторов.
Гаситель пенетранта (гаситель) Г — капиллярный дефектоскопический материал, предназначенный для гашения люминесценции или цвета остатков соответствующих индикаторных пенетрантов на поверхности объекта контроля.
Проявитель пенетранта (проявитель) П — капиллярный дефектоскопический материал, предназначенный для извлечения индикаторного пенетранта из капиллярной полости несполошности с целью образования четкого индикаторного рисунка и создания контрастирующего с ним фона. Как проявитель, в комплектах используют: оксид магния, силикагель, каолин, тальк, диоксид титана, их водные и спиртовые суспензии, растворы этилцеллюлозы и др.
Стационарные дефектоскопы и установки состоят из участков или блоков пропитки, мойки, сушки, опыления проявителем, осмотра деталей в УФ-лучах. Транспортировка деталей может быть механизирована. Передвижные дефектоскопы монтируются обычно на тележках. Переносные дефектоскопы и переносные комплекты УФ-ламп используют для контроля поверхностей крупногабаритных изделий. Используют ртутно-кварцевые лампы высокого и сверхвысокого давления.
Наиболее распространен переносный аэрозольный комплект КД-40ЛЦ. Он предназначен для контроля изделий в полевых, цеховых и лабораторных условиях цветным, люминесцентным и люминесцентно-цветным методами. В комплект входят разборные аэрозольные баллоны, которые можно многократно заряжать дефектоскопическими материалами на зарядном стенде, входящем в комплект. Баллоны скомплектованы в три набора, один из которых подогревается электрически, что позволяет проводить контроль при температуре окружающей среды до -40° С. В комплект входит также ультрафиолетовый облучатель типа КД-31Л.
Для цветной дефектоскопии при небольшом объеме работ используют переносный дефектоскоп ДМК-4. Он выполнен в виде чемодана с гнездами и секциями, в которых размещены принадлежности для контроля: емкости с расходными растворителями, краской и жидкостью, пеналы с кистями и лупы. Дефектоскоп с массой 7 кг имеет небольшие габаритные размеры 430![]() 250
250![]() 200 мм.
200 мм.
Для контроля изделий на стендах в цехах и лабораториях широко применяют стационарные дефектоскопы, позволяющие механизировать и автоматизировать ряд операций. Эти дефектоскопы снабжены рольгангами, транспортерами для механизированной подачи изделий на контроль, распылительными камерами, мощными осветителями и другими устройствами (рис. 1).
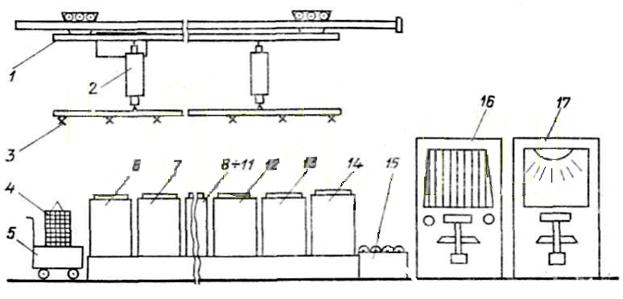
Рис. 1. Схема автоматизированной установки для контроля деталей методами цветной или люминесцентной дефектоскопии
1 - маятниковый транспортер,
2 - пневмоцилиндр подъемника,
3 - автоматический захват,
4 - сортовик,
5 - тележка,
6 - ванна для ультразвуковой очистки,
7, 11 - ванна для промывки,
8 - печь,
9 - камера воздушного охлаждения,
10 - ванна с проникающей жидкостью,
12 - ванна с очищающей жидкостью,
13 - душевая камера,
14 - камера сушки деталей воздухом,
15 - рольганг,
16 - распылительная камера,
17 - место для осмотра деталей.
Для автоматизации процессов осмотра и оценки качества изделий начинает применяться телевизионная техника с электронно-вычислительными машинами. Производительность таких дефектоскопов доходит до 500 и более малогабаритных деталей в час.
Проведение капиллярного контроля
Основными операциями капиллярного неразрушающего контроля являются:
· подготовка объектов к контролю;
· обработка объекта дефектоскопическими материалами;
· проявление дефектов;
· обнаружение дефектов и расшифровка результатов контроля;
· окончательная очистка объекта.
Последовательность операций при капиллярной дефектоскопии:

Рис. 2. Последовательность операций при капиллярной дефектоскопии:
a - подготовка объектов к контролю; б - нанесение пенетранта, проявление дефектов; в - удаление пенетранта с поверхности; г - нанесение проявителя; д – выявление дефектов;
1 - изделие; 2 - дефект; 3 - пенетрант; 4 - проявитель; 5 - след дефекта
Технологический режим операций контроля (продолжительность, температуру, давление) устанавливают в зависимости от используемого набора дефектоскопических материалов, особенностей объекта контроля и типа искомых дефектов, условий контроля и используемой аппаратуры.
Подготовка объектов к контролю включает очистку контролируемой поверхности от всевозможных загрязнений, удаление лакокрасочных покрытий, моющих составов и дефектоскопических материалов, оставшихся от предыдущего контроля, а также сушку объекта контроля.
Для предварительной очистки поверхностей применяют механическую очистку объекта контроля струей песка, дроби, косточковой крошки, другими диспергированными абразивными материалами или резанием, в том числе обработку поверхности шлифованием, полированием, шабровкой.
Для окончательной очистки контролируемых объектов используют следующие виды очисток:
· в парах органических растворителей;
· растворяющую очистку воздействием на объект контроля удаляющих загрязнения водяных или органических растворителей, в том числе посредством струйной промывки, погружения, протирки;
· химическую очистку водными растворами химических реагентов, взаимодействующих с удаляемыми загрязнениями, не повреждая объект контроля;
· электрохимическую очистку водными растворами химических реагентов с одновременным воздействием электрического тока;
· ультразвуковую очистку органическими растворителями, водой или водными растворами химических соединений в ультразвуковом поле с использованием режима ультразвукового капиллярного эффекта. Ультразвуковой капиллярный эффект — явление аномального увеличения высоты и скорости подъема жидкости в капиллярной полости под действием ультразвука;
· анодно-ультразвуковую очистку водными растворами химических реагентов с одновременным воздействием ультразвука и электрического тока;
· тепловую очистку путем прогрева при температуре, не вызывающей недопустимых изменений материала объекта контроля;
· сорбционную очистку смесью сорбента и быстросохнущего органического растворителя, наносимой на очищаемую поверхность выдерживаемой и удаляемой после высыхания.
Необходимые способы очистки, их сочетание и требуемую чистоту контролируемых поверхностей определяют в технической документации на контроль. При высоком классе чувствительности контроля предпочтительны не механические, а химические и электрохимические способы очистки, в том числе с воздействием на объект контроля ультразвука или электрического тока. Эффективность этих способов обусловлена оптимальным выбором очищающих составов, режимов очистки, сочетанием и последовательностью используемых способов очистки, включая сушку.
При поиске сквозных дефектов в стенках трубопроводных систем, баллонов, агрегатов и аналогичных полостных объектов, заполненных газом или жидкостью и находящихся под избыточным давлением, полости таких объектов освобождают от жидкости и доводят давление газа в них до атмосферного.
Этап обработки объекта дефектоскопическими материалами заключается в заполнении полостей дефектов индикаторным пенетрантом, удалении его избытка и нанесении проявителя.
Для заполнения дефектов индикаторным пенетрантом применяют следующие способы:
· капиллярное, самопроизвольное заполнение полостей несплошностей индикаторным пенетрантом, наносимым на контролируемую поверхность смачиванием, погружением, струйно, распылением с помощью сжатого воздуха, хладона или инертного газа;
· вакуумное заполнение полостей несплошностей индикаторным пенетрантом при давлении в их полостях менее атмосферного;
· компрессионное заполнение полостей несплошностей индикаторным пенетрантом при воздействии на него избыточного давления;
· ультразвуковое заполнение полостей несплошностей индикаторным пенетрантом в ультразвуковом поле с использованием ультразвукового капиллярного эффекта;
· деформационное заполнение полостей несплошностей индикаторным пенетрантом при воздействии на объект контроля упругих колебаний звуковой частоты или статического нагружения, увеличивающего раскрытие несплошностей.
Для выявления сквозных дефектов пенетрант допускается наносить на поверхность, противоположную контролируемой.
Температура контролируемого объекта и индикаторного пенетранта, а также продолжительность заполнения полостей дефектов должны быть в пределах, указанных в технической документации на данный дефектоскопический материал и объект контроля.
Избыток индикаторного пенетранта удаляют или гасят на контролируемой поверхности одним из следующих способов:
· протиранием салфетками с применением в необходимых случаях очищающего состава или растворителя;
· промыванием водой, специальным очищающим составом или их смесями; погружением, струйно или распылением;
· обдуванием струей песка, дроби, косточковой крошки, древесных опилок или другого абразивного очищающего материала;
· воздействием на пенетрант гасителем люминесценции или цвета.
Проявитель наносят указанными способами:
· распылением жидкого проявителя струей воздуха, инертного газа или безвоздушным методом;
· электрораспылением проявителя в электрическом поле струей воздуха или механическим;
· созданием воздушной взвеси порошкообразного проявителя в камере, где размещен объект контроля;
· нанесением жидкого проявителя кистью, щеткой или заменяющими их средствами;
· погружением объекта контроля в жидкий проявитель;
· обливанием жидким проявителем;
· электроосаждением проявителя путем погружения в него объекта контроля с одновременным воздействием электрического тока;
· посыпанием порошкообразного проявителя, припудривание или обсыпание объекта контроля;
· наклеиванием ленты пленочного проявителя прижатием липкого слоя к объекту контроля.
При использовании самопроявляющихся, фильтрующихся и других подобных индикаторных пенетрантов проявитель не наносят.
Проявление следов дефектов представляет собой процесс образования рисунка в местах наличия дефектов, для чего используют один из способов проявления индикаторных следов:
· выдержку объекта контроля на воздухе до момента появления индикаторного рисунка;
· нормированное по продолжительности и температуре нагревание объекта контроля при нормальном атмосферном давлении;
· выдержку в нормированном вакууме над поверхностью объекта контроля;
· упругодеформированное воздействие на объект посредством вибрации, циклического или повторного статического его нагружения.
Обнаружение дефектов представляет собой сочетание или отдельное использование способов наблюдения и регистрации индикаторного следа.
Способы обнаружения индикаторного следа:
· визуальное обнаружение, в том числе с применением оптических или фотографических средств, оператором видимого индикаторного следа несплошности, выявленной люминесцентным, цветным, люминесцентно-цветным и яркостным методами;
· фотоэлектрическое обнаружение и преобразование с применением различных средств косвенной индикации и регистрации сигнала видимого индикаторного следа несплошности, выявленной люминесцентным, цветным, люминесцентно-цветным и яркостным методами;
· телевизионное обнаружение, преобразование в аналоговую или дискретную форму с соответствующим представлением на экран, дисплей, магнитную пленку сигнала от видимого индикаторного следа несплошности, выявленной люминесцентным, цветным, люминесцентно-цветным и яркостными методами;
· инструментальное обнаружение косвенными приемами сигнала от невидимого глазом индикаторного следа несплошности или сигнала от индикаторного пенетранта, находящегося внутри полости несплошности.
Окончательную очистку объектов контроля осуществляют одним или несколькими технологическими приемами удаления проявителя, а при необходимости и остатков индикаторного пенетранта:
· протиранием салфетками в необходимых случаях с применением воды или органических растворителей;
· промыванием объекта в воде или органических растворителях с необходимыми добавками и применением вспомогательных средств, в том числе щеток, ветоши, губок;
· ультразвуковой обработкой объекта в воде или органических растворителей с необходимыми добавками;
· анодной электрохимической обработкой объекта растворами химических реагентов с одновременным воздействием электрического тока;
· обдуванием покрытого проявителем объекта абразивным материалом в виде песка, крошки или гидроабразивными смесями;
· выжиганием проявителя путем нагревания объекта до температуры сгорания проявителя;
· отслоением слоя проявителя от контролируемой поверхности с индикаторным следом несплошности.
Объекты, прошедшие капиллярный контроль, следует подвергать антикоррозионной защите.
Классификация капиллярных методов
По ГОСТ 18442-80 основные капиллярные методы классифицируются как:
· люминесцентный;
· цветной;
· люминесцентно-цветной.
Люминесцентный метод
Технология контроля:
Рис. 3. Последовательность операций при люминесцентный дефектоскопии:
Пропитка: нанесение (рис. 3а) и удаление (рис. 3б) – индикаторного люминесцирующего пенетранта. Широко применяют индикаторные жидкости на основе керосина: 15% трансформаторного масла и 85% керосина, которая светится под действием УФ-лучей. В полости дефекта за счёт капиллярных сил всасывается жидкость при смачивании поверхности пенетрантом, при его нанесении распылением или погружением детали. Для улучшения пропитки полостей пенетрантом применяют дополнительно нагрев, ультразвук, повышенное или пониженное давление (воздуха или инертных газов). Первый этап заканчивается снятием пенетранта со всей поверхности, за исключением полостей дефектов, где он остаётся.
Проявление (рис. 3в): его осуществляют, нанося сорбент в виде порошка (сухой способ) или суспензии (мокрый способ). Проявитель (порошок талька или углекислого магния) выдерживают для извлечения следов индикаторного раствора – пенетранта из полостей дефектов.
Осмотр при УФ-облучении (рис. 3г): люминесценция индикаторного раствора, поглощённого сорбентом, даёт чёткую контрастную картину поверхностных дефектов. Для увеличения чувствительности применяют диффузионный способ проявления, при котором люминесцирующий раствор диффундирует в слой специального лакового покрытия. В беспорошковом способе деталь для проявления погружают в раствор органических кристаллов люминофора. В самопроявляющем варианте после пропитки деталь нагревают и сама индикаторная жидкость, выходя из полостей и затвердевая, образует следы дефектных полостей.
При данном методе контроля в состав индикаторных жидкостей вводят специальные вещества, которые при естественном освещении или облучении ультрафиолетовыми лучами сами становятся источниками излучения. Эти вещества называют люминофорами.
Проявление: наносят сорбент в виде порошка (сухой способ) или суспензии (мокрый способ). Выдерживают чтобы пенетрант извлёкся из полостей дефекта. Чем мельче частицы порошка, тем меньшего размера дефект может быть выявлен.
Осмотр при УФ-облучении: люминесценция индикаторного раствора, поглощённого сорбентом, даёт чёткую контрастную картину поверхностных дефектов. При люминесцентном методе контроля осмотр проводят в затемненном помещении с подстветкой видимым светом не боле 10 лк. Для люминесценции дефектов используют УФ-облучение с длиной волны 315-400 нм.
Применяют диффузионный способ проявления (более чувствителен). При этом способе люминесцирующий раствор диффундирует в слой специального лакового покрытия.
В беспорошковом способе (мокрый) деталь для проявления погружают в раствор органических кристаллов люминофора.
В самопроявляющем варианте после пропитки деталь нагревают и сама индикаторная жидкость, выходя из полостей и затвердевая, образует следы дефектных полостей.
В качестве источников УФ-лучей применяют ртутно-кварцевые лампы. Выпускаются люминесцентные дефектоскопы стационарного и переносного типа.
Цветной метод или метод красок
Контроль производится с помощью индикаторных жидкостей, в которые вводят специальные красители.
Технология контроля:
1) Контролируемую поверхность очищают от различных загрязнений и наносят слой подкрашенной проникающей жидкости.
2) Затем следует выдержка, промывка, сушка (для заполнения дефектов типа трещин требуется выдержка 3…5мин, пор и межкристаллитной коррозии 8…15мин.
3) Проявление осуществляется порошком или суспензией.
4) Осмотр. При цветном методе контроля обязательное требование – хорошее освещение поверхности объекта контроля. Дефекты хорошо видны при осмотре поверхности простым глазом или через лупу. При использовании люминесцентных ламп «дневного света» общая освещенность рабочего места должна быть 300…750 лк, а комбинированная освещенность – 750…2500 лк. При использовании ламп накаливания освещенность соответственно 200…500 и 500…3000 лк.
Пример индикаторной жидкости: 800 мл осветлённого керосина, 200 мл скипидара, 15 г тёмно-красного анилинового красителя, 750 мл дисцилл-воды, 250 мл этилового спирта, 25 г азотно-кислого натрия, 25 г красителя «Радомин-С».
Причины снижения выявляют:
- наносится толстый слой проявителя
- излишне увеличивают длительность промывки и протирки, если температура изделия ниже 18°.
Люминесцентно-цветной метод
Этот метод контроля – сочетание люминесцентного и цветного методов контроля. Используемые люминофоры-красители при обычном освещении имеют красный цвет, при облучении ультрафиолетовыми лучами дают оранжевое свечение.
При люминесцентно-цветной дефектоскопии используются комплекты, состоящие из индикаторной жидкости, очистителя и проявителя.
Рисунок выявленных дефектов не теряет соей чёткости в течение длительного времени.
Данный метод отличается высокой чувствительностью и разрешающей способностью, но требует высокую чистоту обработки поверхностей.
Чувствительность и оценка результатов контроля
Чувствительностью капиллярного неразрушающего контроля называют качество капиллярного неразрушающего контроля, характеризуемое порогом, классом и дифференциальной чувствительностью средства контроля в отдельности либо целесообразным их сочетанием.
Порог чувствительности капиллярного неразрушающего контроля — раскрытие несплошности типа единичной трещины определенной длины, выявляемое с заданной вероятностью по заданным геометрическому или оптическому параметрам следа. Верхнему порогу чувствительности соответствует наименьшее выявляемое раскрытие, а нижнему — наибольшее.
Геометрический параметр индикаторного рисунка — отношение среднего значения ширины индикаторного следа к раскрытию выявленной несплошности.
Оптический параметр индикаторного рисунка — отношение среднего значения яркости индикаторного следа к среднему значению яркости фона.
Фон поверхности — бездефектная поверхность объекта контроля, обработанная дефектоскопическими материалами.
Дифференциальная чувствительность средства капиллярного НК — отношение изменения оптического и (или) геометрического параметра индикаторного следа к вызывающему его изменению раскрытия при неизменной глубине и длине несплошности типа единичной трещины.
Класс чувствительности капиллярного неразрушающего контроля — диапазон значений преимущественного раскрытия несплошности типа единичной трещины определенной длины при заданных условиях вероятности выявления, геометрическом и (или) оптическом параметрах следа.
Класс чувствительности контроля определяют в зависимости от минимального размера выявляемых дефектов. Постигаемую чувствительность в необходимых случаях определяют на натурных объектах или искусственных образцах с естественными или имитируемыми дефектами, размеры которых уточняют металлографическими или другими методами анализа.
Чувствительность капиллярного неразрушающего контроля рекомендуется оценивать (по ГОСТ 18442-80) по четырём условным уровням предельных размеров надёжно выявляемых (с вероятностью 95%) дефектов (табл. 1).
Таблица 1: Шкала чувствительности капиллярного контроля
Уровни чувствительности | Наименьшие размеры выявляемых дефектов | ||
Ширина, мкм | Глубина, мкм | Длина, мкм | |
1 2 3 4 | До 1 До 10 До 100 Более 100 | До 10 До 100 До 1000 Более 1000 | До 0,1 До 1 До 10 Более 10 |
Области применения капиллярного контроля
Капиллярный контроль - один из наиболее широко используемых в промышленности методов неразрушающего контроля. Его применяют для обнаружения невидимых или слабовидимых невооруженным глазом поверхностных дефектов в объектах любых размеров и форм, изготовленных из металлических или других любых твердых непористых материалов. Этот метод позволяет выявлять дефекты производственно-технологического и эксплуатационного происхождения, любой геометрии размером около 1 мкм и более.
Преимущества капиллярного контроля:
· Высокая чувствительность обнаружения;
· Широкий спектр контролируемых материалов;
· Проверка деталей сложной геометрической формы;
· Возможность применения разных методик с различной чувствительностью;
· Высокая достоверность и воспроизводимость результатов;
· Простота выполнения при выборочном контроле и, следовательно - дешевизна;
· Высокая производительность при поточном контроле.
Недостатки капиллярного контроля:
· Выявляет только поверхностные дефекты;
· Не применим к пористым материалам;
· Контролируемая поверхность требует предварительной очистки от загрязнений, снижающих эффективность контроля;
· Нельзя использовать после операций обработки, снимающих поверхностный слой металла, загрязняющих поверхность и создающих защитное покрытие;
· Отрицательная t° снижает чувствительность метода, контроль высокотемпературных поверхностей (выше 90°C) требует применения специальных составов;
· Дефекты с большой шириной раскрытия капиллярными методами могут не выявиться;
· Уменьшение времени контакта с пенетрантами снижает выявляемость дефектов;
· Некоторые материалы (резина и пластмассы) химически не стойки к пенетранту;
· Качество проведения контроля зависит от квалификации исполнителя;
· Требует индивидуальных средств защиты.
