

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Министерство образования и науки Российской Федерации
Государственное образовательное учреждение
высшего профессионального образования
Уфимский государственный авиационный технический университет
ПРАКТИКУМ
по дисциплине
«Основы технологии нанесения наноструктурных покрытий»
![]() Уфа 2011
Уфа 2011
Министерство образования и науки Российской Федерации
Государственное образовательное учреждение
высшего профессионального образования
Уфимский государственный авиационный технический университет
ПРАКТИКУМ
по дисциплине
«Основы технологии нанесения наноструктурных покрытий»
![]() Уфа 2011
Уфа 2011
Авторы: ,
УДК
ББК
Л
Практикум по дисциплине «Основы технологии нанесения наноструктурных покрытий» / Уфимск. гос. авиац. техн. ун-т; Сост: , – Уфа: 2011. – 13 с.
Приводятся описания работ, позволяющих изучить основы расчетов технологических режимов процесса нанесения наноструктурированных покрытий на поверхность твердого тела.
Преднозначено для слушателей, осваивающих образовательную программу профессиональной переподготовки в области создания серийного производства электрохимических станков для прецезионного изготовления деталей из наноструктурированных материалов и нанометрического структурирования поверхности
Табл. 2. Ил. 1. Библиогр. 4 назв.
Рецензенты:
Ó Уфимский государственный авиационный
![]() технический университет, 2011
технический университет, 2011
Содержание
Введение………………………………………………………… | 4 |
Практическое занятие № 1. Расчет технологических режимов нанесения наноструктурированных покрытий на поверхность твердого тела | 5 |
1. Цели практического занятия | 5 |
2. Краткая теоретическая часть | 5 |
3. Задания | 8 |
4. Пример решения заданий | 9 |
5. Содержание отчета по практическому занятию | 11 |
Список литературы | 11 |
Приложения | 12 |
Введение
В условиях современной рыночной экономики для производства актуальным является проектирование инновационных технологий, с целью создания конкурентоспособной продукции в области наноиндустрии. Динамика развития нанотехнологий показывает, что перспективным напралением является изготовление деталей из наноструктурированных материалов с последующим формированием нанометрического рельефа и последующего нанесения наноструктурированных покрытий. Такое сочетание технологий позвилит выпускать продукцию с высокими эксплуатационными свойствами.
Введение электрофизических и электрохимических методов обработки поверхности в технологический процесс изготовления детали позволяет значительно сократить длительности технологических циклов, автоматизировать управление процессами обработки, сократить обслуживающий персонал, экономить остродефицитные материалы, повысить эксплуатационные характеристики изделия, и как следствие позволит выпускать конкурентоспособную высокотехнологичную продукцию.
Практическое занятие № 1
Расчет технологических режимов нанесения наноструктурированных покрытий на поверхность твердого тела
(2 часа)
1. Цели практического занятия
Целью практического занятия является изучение принципа расчета технологических режимов процесса ионного осаждения покрытий на поверхность твердого тела.
2. Краткая теоретическая часть
2.1. Анализ чертежа
Изучение чертежа детали является наиболее ответственным шагом в проектировании технологического процесса.
Вначале по геометрическим проекциям и сечениям определяется конфигурация детали, выясняется форма всех поверхностей детали, их пространственное и взаимное расположение. Особое внимание необходимо обратить на расположение поверхностей, на которые наносится покрытие. Изучаются их размеры, взаимное расположение, требуемая точность, заданная шероховатость, толщина покрытия, его требуемые физико-химические свойства.
Для проектирования технологического процесса вакуумно-плазменной обработки важно по марке материала детали провести анализ требований по механическим свойствам и характеру термической обработки. Это служит основанием для назначения режимов вакуумно-плазменной обработки, не ухудшающих заданных физико-химических свойств материала детали. Так, например, температура поверхности подложки при нанесении покрытия не должна превышать температуру предыдущей термической обработки.
2.2. Расчет режимов очистки поверхности детали в вакууме
После помещения в вакуумную камеру детали подвергаются финишной очистке путем ионной бомбардировки поверхности. При этом с поверхности удаляются оставшиеся после предварительной обработки тонкие пленки загрязнений, оксидные пленки и адсорбированные поверхностью газы, которые невозможно удалить обычными методами. В результате ионного травления обнажается и активируется поверхностная структура материала обрабатываемой детали, что создает условия получения высокой адгезии материала покрытия к материалу детали. Однако важно учитывать температуру, при которой происходит очистка потоком ионов. Она не должна превышать температуру последней термической обработки.
При разработке технологии ионной очистки необходимо учитывать следующее:
· процесс распыления начинается с преимущественного распыления одного из компонентов, что приводит к изменению состава поверхности по сравнению с составом материала;
· при достижении равновесных условий состав поверхности и толщины слоя нарушенного состава не изменяется.
На поверхности любого материала существует оксидная пленка толщиной h. Для ее удаления необходимо время:
 (1)
(1)
где
n – текущее количество атомов адсорбированных на поверхности;
h – толщина оксидной пленки;
Yi – плотность ионного потока;
sp – коэффициент распыления.
 или (2)
или (2)
 (3)
(3)
 (4)
(4)
α – коэффициент зависящий от соотношения масс падающего иона и атома мишени.
Обычно α бывает в пределах от 0,2 до 0,3.
2.3. Расчет режимов вакуумной ионно-плазменной обработки
Назначение режимов ионно-плазменного осаждения покрытий выполняется в зависимости от требований чертежа детали в следующей последовательности:
- Назначают параметры режима, обеспечивающие заданные физико-химические свойства покрытий;
- задают расположение детали и размеры обрабатываемой зоны, обеспечивающие заданную точность;
- при выполнении первых заданных условий выбирают режимы с максимальной производительностью.
Расчетная схема приведена на рис. 1
 |
Рис.1 Расчетная схема ионно-плазменного осаждения покрытий.
Задаваясь технологическими режимами напыления, можно рассчитать плотность ионного тока в произвольной точке вакуумной камеры по формуле:
 (5)
(5)
где mr - коэффициент эрозии катода;
Iд – ток дуги, А;
mi - масса конденсирующегося иона, кг;
Rk – радиус катода;
l – расстояние от торца катода до поверхности обработки;
b – расстояние от оси потока до поверхности обработки;
zi - средний заряд ионов.
Скорость роста покрытия находится из соотношения:
 (6)
(6)
где
r – удельная масса конденсирующегося вещества;
aк – коэффициент конденсации;
е – заряд электрона;
Sp – коэффициент распыления.
Температура подложки находится из соотношения:
 (7)
(7)
где s - постоянная Стефана-Больцмана;
er - интегральный коэффициент излучения подложки;
Wi - энергия иона;
Uп - потенциал подложки;
Ui - средний потенциал ионизации;
Qк – энергия, выделяющаяся при конденсации одного иона;
Тс – температура среды.
3. Задания.
1. Изучите и проведите анализ рабочего чертежа детали. Вначале по геометрическим проекциям и сечениям определите конфигурацию детали, выясните формы всех поверхностей детали, их пространственное и взаимное расположение. Особое внимание необходимо обратить на расположение поверхностей, которые подвергаются модификации. Изучите требуемую точность, заданную шероховатость, толщину покрытия, его требуемые физико-химические свойства.
2. Назначте метод обработки исходя из требований в чертеже детали для обеспечения требуемой твердости и толщины модифицированного слоя.
3. Назначте и рассчитайте режимы подготовки поверхности для модификации.
4. Назначте и рассчитайте режимы модификации поверхности
4. Пример решения заданий
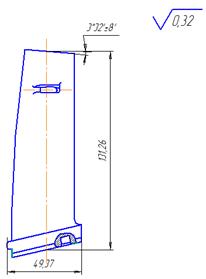
Задача: Разработать маршрутную технологию ионно-плазменной обработки детали «Лопатка компрессора».
1. Масса заготовки не более 0.457 кг. КИМ не менее 0.3.
2. Заготовка термообработана и механические свойства по ОСТу. Группа контроля 2 ОСТ 00021 - 78. Твердость проверять на 5 деталях от каждой плавки - термосадки.
3.Лопатку до нанесения покрытия TiN подвергнуть отжигу в воздушной атмосфере при температуре (813±10)К ((540±10) °С) время выдержки 2 часа.
4.Нанести покрытие TiN на перо лопатки толщиной h =10±2 мкм. Допускается нанесение покрытия на замковую часть.
5.Материал лопатки ВТ-6.
Для выполнения задания 1 необходимо изучить чертеж детали. Перо лопатки имеет сложную пространственную форму. В связи с этим при нанесении покрытия необходимо вращать лопатку, что отразится на времени обработки. Лопатку при обработке необходимо будет закреплять за замковую часть, так чтобы поверхность обработки располагалась перпендикулярно потоку плазмы. При этом необходимо учитывать, чтобы при обработке толщина покрытия по всей поверхности пера соответствовала заданной в ТУ. Лопатка второй ступени КНД изготовлена из сплава ВТ-6. В технологическом процессе нанесения покрытия необходимо учитывать то, что деталь не должна нагреваться выше температуры 500 °С.
Для выполнения задания 2 назначаем метод модификации. Для нанесения покрытий TiN выбираем метод катодно-ионной бомбардировки на установке ННВ-6,6-И1. Данная устанока позволяет обработывать детали таких размеров и позволяет наносить токрытия TiN требуемой толщины.
Для выполнения задания 3 необходимо рассчитать режимы подготовки поверхности для модификации. Найдем время очистки поверхности детали ионами Ti при следующих режимах: плотность потока Yi = (3,8 – 5,7)* 1021м-2с-1, Ui = 1 кэВ, Р = 1,33*10-2 Па, толщина оксидной пленки h = 0,5 мкм. ma, mi см. Приложение 2.



время очистки составит t ~ 3 мин.
Для выполнения задания 4 расчетать режимы нанесения покрытия. Опредилим режимы нанесения пакрытия при следующих условиях: расстояние от торца катода до детали l=200 мм., радиус катода Rк = 100 мм., режим напыления: Iр= 200 А; Uп= 100 В; Р = 5 · 10-3 Па. Остальные данные см. Приложение 3.


Проведенные расчеты показывают, что при скорости конденсации равной 7,4*10-3 мкм/с покрытие толщиной h=10мкм будет нанесено за t ≈ 23 мин. При этом температура детали будет примерно 400оС, что не превышает допустимую.
5. Содержание отчета по практическому занятию
Отчет по практическому занятию должен содержать:
1. Схематические зарисовку чертежа детали с указание ТУ к поверхностям подвергаемым модификации.
2. Результаты проведенных вычислений.
3. Анализ полученных результатов.
4. Выводы.
Список литературы
1. Технология вакуумной ионно-плазменной обработки: учебное пособие / , , . – М.:Изд-во МАИ, 2007. – 155 с
2. , Бобров покрытий напылением. Теория, технология и оборудование. – М.: Металлургия, 1992. – 432 с.
3. , Напыление защитных покрытий в вакууме.- М.: Машиностроение, 1976.-367 с.
4. Справочник оператора установок по нанесению покрытий в вакууме. - М.: Машиностроение, 1991.-С 176
Приложение 1
Физические константы металлов.
Металл | Масса атома, ma·10-27кг | Плотность, r·10-3 кг/м3 | Излучательная способность, er | Температура конденсации Тк, К |
Ti | 79,4996 | 4,54 | 0,51 | 3575 |
Zr | 151,398 | 6,506 | 0,3 | 4747 |
W | 305,136 | 19,3 | 0,07 | 5800 |
V | 84,5476 | 6,11 | 0,125 | 3652 |
Hf | 296,24 | 13,31 | 0,25 | 4745 |
Mo | 159,232 | 10,22 | 0,05 | 4924 |
Al | 44,782 | 2,699 | 0,058 | 2736 |
Ni | 97,444 | 8,902 | 0,101 | 3159 |
Nb | 154,197 | 8,57 | 0,07 | 4640 |
Cr | 86,2978 | 7,2 | 0,13 | 2938 |
Ta | 300,319 | 16,854 | 0,08 | 5510 |
Приложение 3.
Основные характеристики стационарных вакуумных дуг и генерируемых ими плазм.
Материал катода | Jкр, А | Uк, В | U, В | m*10-9 кг/кул |
| Wi*10-19, Дж | Z=+1 | Z=+2 | Z=+3 | |||
nz, % | Wi*10-19, Дж | nz, % | Wi*10-19, Дж | nz, % | Wi*10-19, Дж | |||||||
Ti Zr Al Cr Mo C Ni | 85 160 60 90 130 200 90 | 17 18 18 17 17 - - | 22 21.5 16 20 28.4 20 19 | 53 79 125 42 47 17 101 | 1.79 1.94 1.58 1.44 1.95 1.64 1.53 | 122 147 101 122 176 49 86 | 27 14 49 16 3 96 48 | 104 104 77 117 152 48 77 | 67 60 44 68 33 4 48 | 125 154 122 118 208 64 96 | 6 21 7 14 42 - 3 | 163 192 144 163 254 - 120 |
Составители: Киреев Радик Маратович
Рамазанов Камиль Нуруллаевич
ПРАКТИКУМ
по дисциплине
«Основы технологии нанесения наноструктурных покрытий»
Редактор
Подписано в печать.2011. Формат 60×84 1/16.
Бумага офсетная. Печать плоская. Гарнитура Times New Roman.
Усл. печ. л. . Усл. кр. – отт. . Уч. – изд. л.
Тираж 100 экз. Заказ №
ГОУ ВПО Уфимский государственный авиационный технический университет
Центр оперативной полиграфии УГАТУ
450000, Уфа-центр, ул. К. Маркса, 12
