
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
1.2. Конструкция поездного крана машиниста усл. № 000 (395)
Поездной кран состоит из пяти пневматических частей: корпуса нижней части 1 (рис.1), редуктора зарядного давления 2, средней части 3, крышки 4, стабилизатора темпа ликвидации сверхзарядного давления 8 и электрического контроллера 6.
Конструкция пневматических частей поясняется на примере крана машиниста усл. № 000-000-2. В верхней части крана (рис.2) имеется золотник 6, соединенный стержнем 3 с ручкой 2 крана. Ручка крана закреплена контргайкой 1 и имеет на крышке 7 верхней части семь фиксированных положений. Стержень уплотнен в верхней части крышки манжетой 4.
Рис.1. Кран машиниста усл. № 000
 Средняя часть 9 представляет собой чугунную отливку, верхняя часть которой является зеркалом золотника. В корпусе средней части запрессована бронзовая втулка, являющаяся седлом алюминиевого обратного клапана 22.
Средняя часть 9 представляет собой чугунную отливку, верхняя часть которой является зеркалом золотника. В корпусе средней части запрессована бронзовая втулка, являющаяся седлом алюминиевого обратного клапана 22.
В нижней части корпуса 14 находятся пустотелый впускной клапан 16 и уравнительный поршень 11, хвостовик которого образует выпускной клапан. Уравнительный поршень уплотнен резиновой манжетой 13 и латунным кольцом 12. Впускной клапан прижимается к седлу 75 пружиной 17. Хвостовик впускного клапана уплотнен резиновой манжетой 18, установленной в цоколе 19.
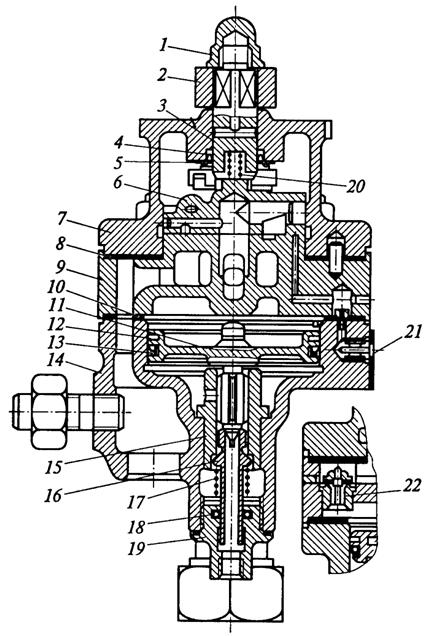
Рис. 2 Верхняя, средняя и нижняя части крана машиниста
В нижнюю часть корпуса ввернуты четыре шпильки, которые скрепляют все три части крана через резиновые прокладки 8 и 10, а также сетчатый фильтр 21. Редуктор зарядного давления и стабилизатор темпа ликвидации сверхзарядного давления крепятся к корпусу нижней части крана.
Редуктор зарядного давления и стабилизатор темпа ликвидации сверхзарядного давления крепятся к корпусу нижней части крана.

Рис. 3 Редуктор
 |
Редуктор (рис.3) предназначен для автоматического поддержания определенного зарядного давления в уравнительном объеме крана при поездном положении ручки. Редуктор состоит из двух частей: верхней — крышки 26 и нижней — корпуса 30, между которыми зажата металлическая диафрагма 28. В верхней части корпуса расположено седло 27 питательного клапана 25, пружина 24 и заглушка 23. В нижнюю часть ввернут регулировочный стакан 32, с помощью которого изменяется усилие регулировочной пружины 31 на опорную шайбу 29.
Стабилизатор (рис.4) предназначен для автоматической ликвидации сверхзарядного давления из уравнительного объема крана постоянным темпом при поездном положении ручки. Стабилизатор состоит из крышки 33 с калиброванным отверстием диаметром 0,45 мм, возбудительного клапана 35 с пружиной 34, металлической диафрагмы 36, пластмассовой упорной  шайбы 37, корпуса 38, регулировочной пружины 39 и регулировочного стакана 40 с контргайкой.
шайбы 37, корпуса 38, регулировочной пружины 39 и регулировочного стакана 40 с контргайкой.
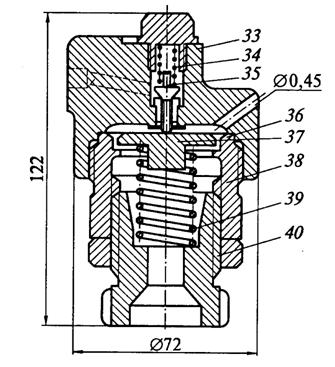
Рис. 4 Стабилизатор
Особенностью кранов машиниста усл. № 000 всех модификаций является наличие контроллера (рис. 5), который в кранах № 000-000, 395-000-4 и 395-000-5 служит для одновременного управления пневматическими и электропневматическими тормозами. В кране усл. № 000-000-4 контроллер помимо управления электропневматическими тормозами служит для выключения тяговых двигателей и включения - пневматической песочницы при экстренном торможении, а в кране № 000-000-3 — только для выключения тяговых двигателей и включения песочницы при экстренном торможении.
Конструкции контроллеров кранов машиниста усл. № 000 отличаются числом микропереключателей, их расположением, числом проводов и типом штепсельного разъема. На кранах № 000-000-3 наружный диаметр контроллера меньше, чем на кранах других модификаций.
Краны машиниста № 000-000 с двумя микропереключателями и № 000-000-4 с тремя применяются на пассажирских локомотивах. Кран машиниста № 000-000-5 с двумя микропереключателями, включенными по схеме, отличной от схемы крана № 000-000, применяется на электро - и дизель-поездах, а кран машиниста № 000-000-3 с одним микропереключателем — на грузовых локомотивах.
 У кранов машиниста № 000-000, 395-000-4 и 395-000-5 положения V3 и VA совмещены. В положении ручки VA кроме управления электропневматическими тормозами происходит разрядка уравнительного резервуара темпом 0,5 кгс/см2 за 15...20 с.
У кранов машиниста № 000-000, 395-000-4 и 395-000-5 положения V3 и VA совмещены. В положении ручки VA кроме управления электропневматическими тормозами происходит разрядка уравнительного резервуара темпом 0,5 кгс/см2 за 15...20 с.
Золотник крана машиниста усл. № 000-000 не имеет отверстия диаметром 0,75 мм, поэтому в положении V3 разрядки уравнительного резервуара и тормозной магистрали не происходит.
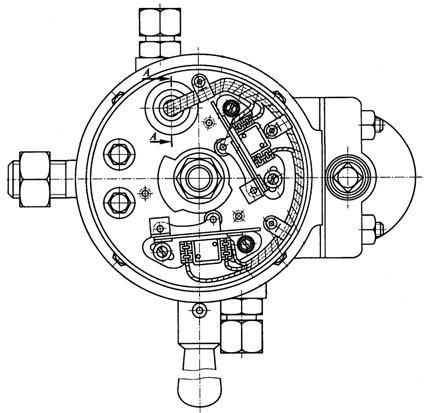
Рис. 5 Контроллер крана машиниста
 1.3 Работа крана
1.3 Работа крана
Положения ручки крана и соответствующие им управляющие действия представлены в таблице № 1
Таблица № 1. Положения ручки крана машиниста
Положение ручки крана | Управляющее действие при пневматическом торможении |
I - отпускное | Прямое сообщение питательной магистрали с тормозной |
II — поездное | Автоматическое поддержание в тормозной магистрали заданного давления. Автоматическая ликвидация сверхзарядки |
III — перекрыша без питания | Перекрыша без питания тормозной магистрали (уравнительный резервуар сообщен с тормозной магистралью) |
IV — перекрыша с питанием | Перекрыша с питанием тормозной магистрали (до давления, . равного в уравнительном резервуаре) |
VA — служебное торможение | Служебное торможение с разрядкой тормозной магистрали медленным темпом (0.5 кгс/см2 за 15—20 с) |
V — служебное торможение | Торможение со служебной разрядкой тормозной магистрали с 5 до 4 кгс/см2 за 4—6 с |
VI — экстренное торможение | Разрядка тормозной магистрали в атмосферу с 5 до 1 кгс/см2 за время около 2,5 с |
 1.4 Техническая характеристика крана машиниста
1.4 Техническая характеристика крана машиниста
Масса, кг……………………………………………22,2
Объем уравнительного резервуара, л……………..20
Диаметр уравнительного поршня, мм…………….100
Автоматичность перехода с 6,0 до 5,8, с………80-120
Время зарядки магистрального резервуара 55 л, с
- при I положении до 0,5 МПа……………………..1,5
- при II положении до 0,48 МПа……………………3,0
Чувствительность в поездном положении, МПа/см2..0,015
 2 РЕМОНТ И ИСПЫТАНИЕ КРАНОВ МАШИНИСТА
2 РЕМОНТ И ИСПЫТАНИЕ КРАНОВ МАШИНИСТА
2.1 Организация ремонта тормозного оборудования
Ремонт тормозного оборудования подвижного состава производится на вагоноремонтных заводах, в вагонных депо, локомотиворемонтных заводах, в локомотивных и моторвагонных депо. Тормозные отделения депо и заводов, а также контрольные пункты автотормозов (АКП) должны быть оснащены необходимым оборудованием и приспособлениями согласно технологическому процессу. Конструкции приспособлений, измерительных приборов и испытательных стендов должны быть едиными для всех пунктов, ремонтирующих тормозное оборудование. Испытательные стенды обеспечиваются сжатым воздухом давлением не менее 7 кГ/см2.
Контрольные пункты автотормозов (АКП) имеют два отделения: компрессорное с разводящим воздухопроводом и ремонтное.
Непосредственно около здания АКП размещают главные воздушные резервуары объемом не менее 5 м3, предназначенные для поддержания постоянного давления в воздухопроводной сети.
Ремонтное отделение должно иметь отдельные помещения для наружной очистки, разборки и промывки, а также помещение для ремонта и испытания тормозных приборов. В помещении для очистки и разборки должна быть универсальная установка для обмывки тормозных приборов, верстаки с пневматическими приспособлениями для разборки, ванны, трубопровод для продувки деталей сжатым воздухом и специальные устройства для транспортировки разобранных приборов в ремонтное отделение Ремонтное отделение в зависимости от технологического процесса снабжается приспособлениями для разборки, ремонта, притирки, сборки и испытания отдельных узлов (подкомплектов) Здесь же имеется набор специальных инструментов, контрольный инструмент и ванны для промывки мелких деталей перед сборкой. Притирочные и доводочные станки устанавливают согласно технологическому процессу.
Каждый слесарь-автоматчик должен иметь набор инструмента в соответствии с выполняемым видом работ и чертежи, необходимые при ремонте, выписки из технических условий и технологических карт. Рабочее место оборудуется соответствующими приспособлениями и содержится в порядке и чистоте.
 2.2 Основные приемы ремонта тормозных приборов
2.2 Основные приемы ремонта тормозных приборов
Технологический процесс ремонта тормозных приборов в АКП или автоматном цехе включает в себя следующие основные операции: наружную очистку; разборку с очисткой деталей; осмотр деталей для определения объема ремонта с проверкой размеров, а в отдельных случаях с испытанием узлов; ремонт деталей или узлов; сборку узлов и их испытание в подкомплекте; окончательную сборку прибора; испытание, регулировку и маркировку.
Основные приемы ремонта деталей и узлов. Для притирки золотников, поршневых колец и клапанов применяют пасты ГОИ, которые изготовляют трех сортов: грубая — темно-зеленого (черного) цвета; средняя — темно-зеленого цвета и тонкая — светло-зеленого цвета. Применение той или иной пасты определяется состоянием поверхности деталей, требующих притирки.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 |
