
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Короткий период перемешивания металла со шлаком не позволяет использовать полностью способность синтетического шлака к удалению серы из металла. В связи с этим обработку синтетическим шлаком целесообразно дополнять продувкой металла в ковше инертным газом. Более полное использование шлака для удаления примесей осуществляют обработкой металла синтетическим шлаком в условиях разрежения. Ковш с жидким шлаком устанавливают в вакуумную камеру, а сверху подают струю металла. Под влиянием разрежения происходит вспенивание шлака и дробление струи металла на мелкие капли, что способствует увеличению поверхности взаимодействия шлака и металла.
1.8.3 Вакуумная обработка стали
Вакуумирование влияет на протекание реакций с участием газовой фазы. Такими реакциями являются, в частности, реакции окисления углерода и взаимодействия серы с кислородом и углеродом, сопровождающиеся образованием СО, COS, CS2, CS и т. п. Газовая фаза возникает также в результате выделения растворенных в стали азота и водорода и парообразования цветных металлов. В условиях разрежения равновесие реакций, протекающих с участием газовой фазы, смещается в сторону ее образования. Так, по реакции [С]+[О] = {СО} продолжается удаление кислорода, растворенного в металле до более низких концентраций и образуется дополнительное количество монооксида углерода. Если кислород присутствует в виде оксидных включений, снижение давления сопровождается восстановлением оксидов углеродом. Часть оксидов, особенно менее прочных, исчезает полностью в условиях разрежения, достигаемого в промышленных установках вакуумирования стали (до 100 Па). Равновесие реакций 2[N]↔{N2}, 2[Н]↔{Н2} при понижении давления над металлом также смещается вправо. Наиболее полно из металла удаляется водород, обладающий большей подвижностью в расплавах, чем азот. Выделению этих газов из металла способствует образование и удаление пузырей монооксида углерода. Этот процесс сопровождается также удалением неметаллических включений. Таким образом, в условиях вакуума снижается содержание растворенных в металле кислорода, водорода, оксидных неметаллических включений, металл становится более однородным.
В настоящее время применяют ряд способов вакуумной обработки стали. Вакуумирование в ковше, помещаемом в вакуумную камеру, производят при уровне металла, находящемся примерно на 1,5 м ниже верха ковша во избежание перелива металла в камеру во время его вскипания. После дегазации металла из специального бункера вводят раскислители и легирующие добавки в ковш, находящийся в вакуумной камере. Недостатком такого способа являются сравнительно низкая его эффективность вследствие большой массы металла, одновременно находящейся в условиях разрежения. Применением одновременной продувки инертным газом или электромагнитного перемешивания можно повысить эффективность этого способа. Для обработки в условиях разрежения больших масс металла используют способы циркуляционного и порционного вакуумирования (рис.10).
а — порционное вакуумирование, б — циркуляционное вакуумирование, в — циркуляционное с подогревом от индуктора, г — вакуумирование со сливом на установке полунепрерывной разливки стали (УПНРС): 1 — сталеразливочный ковш, 2 — промежуточное устройство, 3 — вакуумная камера, 4 — приемное устройство УПНРС |
Рисунок 1.10 - Схематическое изображение различных установок вакуумирования стали в специальных камерах |
1.8.4 Продувка газопорошковыми струями
Для увеличения поверхности контакта твердых реагентов с жидким металлом, их целесообразно измельчать и вдувать в виде газопорошковых струй. В качестве твердых реагентов используют различные смеси извести, железной руды, плавикового шпата, карбида кальция, графита и т. п. Газом-носителем могут являться воздух, кислород, азот, природный газ, аргон и т. п.
Удаление фосфора проводят вдуванием в струе кислорода извести, железной руды и плавикового шпата. Для удаления серы смесь извести и плавикового шпата вдувают в струе аргона. Для науглероживания стали вдувают графит, кокс, древесный уголь. Этот метод применяют для введения в металл в струе аргона сильных раскислителей и десульфураторов, обладающих малой плотностью (кальций, магний и т. д.), а также легирующих элементов.
1.9 Разливка стали
Заключительной стадией производства стали является выпуск металла в ковш и его разливка в изложницы или на машинах непрерывного литья заготовок (МНЛЗ).
1.9.1 Выпуск стали в ковш
Из сталеплавильного агрегата сталь сливают в сталеразливочный ковш, предназначенный для кратковременного хранения и разливки жидкой стали. Сталеразливочный ковш (рис. 1.11) имеет форму усеченного конуса с большим основанием вверху. Кожух ковша выполнен из стального листа толщиной за 30мм. Изнутри ковш футерован листовым асбестом и шамотным кирпичом.
|
Рисунок 1.11 - Общий вид сталеразливочного ковша |
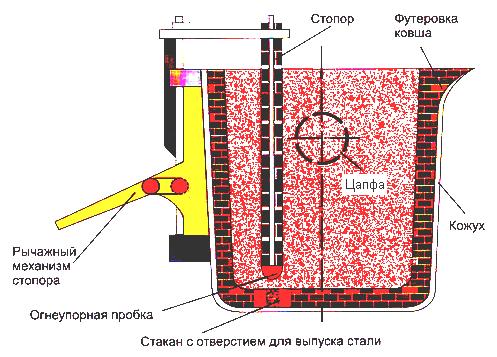
Сталь из ковша разливают через один или два стакана, расположенных в днище ковша. Отверстие в стакане закрывают и открывают изнутри огнеупорной пробкой при помощи стопора. В последние годы получили распространение бесстопорные устройства шиберного типа: разливочный стакан снаружи закрыт огнеупорной плитой с отверстием; при перемещении плиты отверстие в ней совпадает с отверстием в стакане и сталь вытекает из ковша. Емкость сталеразливочных ковшей достигает 480 т.
1.9.2 Разливка стали в изложницы
Изложница представляет собой пустотелую вертикальную чугунную форму, служащую для получения стальных слитков. Изложницы рассчитаны на получение слитков массой от 100 кг до 20 т. Внутреннее сечение изложниц может иметь форму круга, квадрата, прямоугольника, шести-, восьмигранника, многогранника и др. По конструкции изложницы подразделяются на глуходонные и сквозные; могут быть расширяющимися книзу или кверху. Расширяющиеся кверху - для разливки спокойной стали, расширяющиеся книзу - для разливки кипящей стали. В обоих случаях конусность облегчает извлечение слитков из изложниц.
Под разливку стали изложницы устанавливают на поддоны - массивные чугунные плиты толщиной 150-350 мм, которые размещаются на специальных разливочных тележках - платформах. Эти тележки предназначены для транспортирования изложниц.
При разливке спокойной стали на изложницы устанавливают прибыльные надставки, представляющие собой чугунные конические формы, изнутри футерованные малотеплопроводным огнеупорным материалом. Прибыльные надставки предназначаются для того, чтобы поддерживать верхнюю часть слитка в жидком состоянии как можно дольше. При застывании слитка спокойной стали происходит усадка металла из-за уменьшения плотности при переходе от жидкого состояния в твердое. При этом в слитке образуются пустоты - усадочная раковина. Жидкий металл, находящийся в надставке, питает затвердевающий слиток и уменьшает образующуюся в нем усадочную раковину. Масса прибыльной части слитка равна 12-16 % от общей массы слитка. Применение прибыльных надставок позволяет повысить выход годного на 1,5-2,0 %.
Существует два способа разливки стали в изложницы - сверху и сифоном (снизу). Оба способа имеют достоинства и недостатки, поэтому их выбор определяется конкретными условиями. В первом способе сталь из сталеразливочного ковша поступает непосредственно в изложницу (рис. 1.12, а). После наполнения изложницы отверстие в ковше перекрывают. Ковш со сталью перемещается краном к следующей изложнице и размещается так, чтобы отверстие в разливочном стакане ковша располагалось по оси изложницы. После этого отверстие в ковше открывают и сталь поступает в изложницу. Процесс повторяется до полной разливки всей стали.
|
Рисунок 1.12 - Разливка стали сверху (а) и сифоном (б) |

Достоинствами разливки сверху являются: 1) сравнительная простота подготовки составов; 2) невысокая стоимость разливки, малые потери металла (отсутствие литников); 3) отсутствие необходимости дополнительного нагрева жидкой стали перед разливкой. К недостаткам относятся: плохая поверхность получаемых слитков, значительная длительность разливки.
При сифонной разливке (рис. 1.12, б) одновременно заполняется несколько изложниц (от 2 до 60), установленных на поддоне, в котором имеются каналы, выложенные пустотелым огнеупорным кирпичом. Сталь из ковша заливают в центровую трубу (литник), затем она по каналам в поддоне одновременно проходит к каждой изложнице, в которую поступает через огнеупорный стакан, установленный в днище. При этом сталь поступает во все изложницы, установленные на данном поддоне. После наполнения изложниц одного поддона отверстие в ковше перекрывают и ковш со сталью перемещается к следующему поддону и т. д. Высота центровой должна быть больше высоты изложницы на 300-350 мм.
Разливка сифоном имеет следующие достоинства: 1) получение чистой поверхности слитков (слитки, отлитые сифоном, не требуют обдирки и очистки); 2) возможность одновременной отливки нескольких слитков, регулирования скорости заполнения изложницы и контроля за поведением металла. К недостаткам сифонной разливки относятся: 1) необходимость нагрева стали до более высокой температуры вследствие охлаждения ее в центровой и сифонной проводке; 2) повышенные потери металла в виде литников (0,7-2,0 % от массы разливаемой стали); 3) сложность и повышенная стоимость разливки вследствие расходов на огнеупоры, дополнительное оборудование и затрат ручного труда на подготовку составов.
1.9.3 Непрерывное литье заготовок
Современным способом разливки стали является разливка на машинах непрерывного литья заготовок (рис.1.13).

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 |
