
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Существуют различные способы раскисления: осаждающее, диффузионное, обработка синтетическим шлаком или в вакууме. Наиболее распространенным является первый способ, так как степень окисленности шлака чаще всего выше, чем металла.
При осаждающем раскислении раскислитель вводят непосредственно в металл, поэтому взаимодействие элемента-раскислителя с кислородом происходит в объеме расплава по реакции n[О] + m[Ме] = МеmОn. Продукты раскисления образуются в жидком металле в виде тонкодисперсных включений и требуется определенное время для того, чтобы продукты раскисления – оксиды кремния, марганца, алюминия всплыли в шлак.
При диффузионном раскислении раскислители в тонкоизмельченном виде подают на шлак, покрывающий металл. Сначала в этом случае происходит раскисление шлака, а снижение содержания кислорода в металле происходит за счет его перехода из металла в шлак. Преимуществом диффузионного раскисления перед осаждающим является то, что продукты взаимодействия кислорода и раскислителя остаются в шлаке и не загрязняют металл.
В современных вакуумных установках, применяемых в металлургии, достигается давление до 100 Па. Это в ряде случаев позволяет раскислить сталь углеродом до глубоких пределов, не расходуя больших количеств других раскислителей.
Раскисление металла обработкой стали синтетическими шлаками, не содержащими оксидов железа, осуществляется в результате снижения активности кислорода в металле. Эффективность такого способа зависит от полноты перемешивания жидкого синтетического (заранее выплавленного в специальных установках) шлака с металлом, выпускаемым в ковш из сталеплавильного агрегата. Синтетические шлаки, практически не содержащие оксидов железа, должны быть высокоосновными, что обеспечивает создание благоприятных условий для понижения содержания серы в металле.
1.4.2 Продукты раскисления и их удаление
При осаждающем раскислении основными стадиями являются: растворение раскислителя и равномерное распределение его в объеме металла; химическая реакция; удаление из расплава продуктов реакции.
Продукты раскисления образуются в виде взвешенных в металле мелкодисперсных частичек (капелек и кристалликов). Скорость подъема сферических частиц (d < 1мм) в вязкой среде определяется уравнением Стокса
![]() ,
,
где g – ускорение свободного падения, м/с2;
η – динамическая вязкость расплавленного металла, кг/м∙с;
r – радиус частицы, м;
![]() - удельный вес металла и шлаковых частиц, кг/м3.
- удельный вес металла и шлаковых частиц, кг/м3.
Процесс всплывания ускоряется при увеличении радиуса частицы, при уменьшении удельного веса шлаковых частиц и повышении температуры выпуска и разливки стали (падает вязкость расплавленного металла). Слипание твердых частиц протекает гораздо медленнее и труднее, чем слияние капелек, поэтому шлаковые включения должны иметь температуру плавления ниже температуры жидкой стали (~1600 0С). Продукты раскисления в виде чистых оксидов находятся в металле в твердом состоянии, а в виде соединений – можно получить жидкие капли. Поэтому используют комплексные раскислители (SiMn, Al-Mn-Si и др.), продукты раскисления которых являются легкоплавкими соединениями.
1.4.3 Легирование
Сталь называют легированной, если в ее состав вводят элементы (кроме содержащихся в обычной шихте), которые придают металлу специальные служебные свойства. По содержанию легирующих элементов различают стали низко - (<2,5%), средне - (<10%) и высоколегированные (>10 %).
Технологию легирования выбирают в зависимости от химического сродства легирующих элементов к кислороду. Если химическое сродство к кислороду меньше, чем у железа (молибден, кобальт, никель), то легирующие добавки вводят в металл вместе с шихтовыми материалами. Если химическое сродство к кислороду более высокое, чем у железа (хром, ванадий, титан), то во избежание большого угара их вводят в металл в конце сталеплавильного процесса; в ковш при выпуске металла или в сталеплавильный агрегат в предварительно раскисленный металл перед его выпуском. При введении значительных количеств легирующих добавок их предварительно расплавляют и нагревают до температуры, при которой после смешивания с металлом не снижается температура жидкой ванны.
1.5 Конвертерные способы производства стали
Бессемеровский и томасовский способы производства стали просуществовали примерно до середины XX века. Недостатки томасовского и бессемеровского процессов обусловлены жесткими требованиями к составу чугуна, невозможностью использования в шихте лома и повышенным содержанием азота в стали, переходящего в металл из продуваемого воздуха. На смену этим двум процессам появился новый процесс, получивший название кислородно-конвертерный.
1.5.1 Кислородно-конвертерный процесс
Устранение недостатков бессемеровского и томасовского процессов оказалось возможным при замене воздушного дутья кислородным. В 50-х годах XX в. появились методы и оборудование, позволившие получать большие количества кислорода. Это дало возможность в промышленных масштабах применять кислород для продувки металла. Впервые кислородно-конвертерный процесс с верхним дутьем был реализован в 1952 г. в Австрии и получил название LD-процесс.
Конструкция кислородных конвертеров. Конвертер имеет грушевидную форму с концентрической горловиной (рис. 1.1), что обеспечивает лучшие условия для ввода в полость конвертера кислородной фурмы, отвода газов, заливки чугуна, завалки лома и шлакообразующих материалов.
|
Рисунок 1.1 - Кислородный конвертер в разрезе |
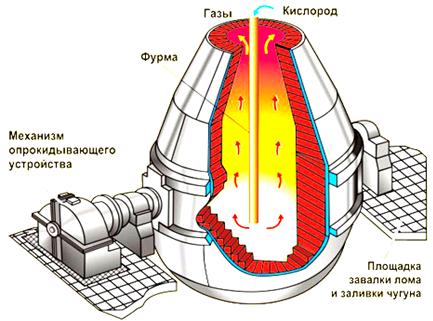
Кожух конвертера выполняют сварным из стальных листов толщиной от 20 до 100 мм. К центральной части корпуса конвертера крепят цапфы, соединяющиеся с устройством для наклона. Конвертер может поворачиваться вокруг горизонтальной оси на 360° со скоростью от 0,01 до 2 об/мин.
В шлемной верхней части конвертера имеется сталевыпускное отверстие (летка) для выпуска стали. Выпуск стали через летку позволяет исключить попадание шлака в металл.
Кислородная фурма для верхней продувки. Кислород поступает в конвертер по водоохлаждаемой фурме, изготовленной из трех цельнотянутых труб, концентрически входящих одна в другую. Снизу фурма заканчивается сменяемым медным наконечником - головкой. Кислород, как правило, подается по центральной трубе, две внешние служат для подвода и отвода охлаждающей воды. Давление кислорода, подаваемого в фурму, находится в пределах 0,9-1,5 МПа, давление воды для охлаждения составляет 0,6-1,0 МПа. Температура отходящей воды из фурмы не должна превышать 40 °С. Фурму устанавливают вертикально, строго по оси конвертера. Высоту расположения фурмы над уровнем металла изменяют по ходу плавки.
Фурмы могут быть односопловыми и многосопловыми. Применение многосопловых фурм позволяет получить рассредоточенное («мягкое») дутье, при котором уменьшается количество выбросов, что дает возможность работать с большими расходами кислорода (500-900 м3/мин). Наибольшее распространение получили трех - и четырехсопловые фурмы. Головки этих фурм имеют веерообразно расходящиеся сопла Лаваля, наклоненные под углом 6-15° к оси фурмы. Стойкость фурм составляет 70-300 плавок.
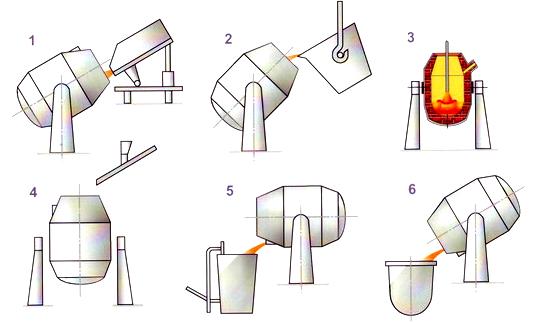
Технология плавки в кислородных конвертерах. При исправном состоянии футеровки загрузку конвертера начинают с завалки скрапа (рис. 1.2). Завалку производят через горловину конвертера завалочными машинами с лотками в несколько приемов. Затем заливают жидкий чугун, который подвозят к конвертерам в чугуновозных ковшах. Заливку чугуна из ковшей ведут мостовыми кранами через горловину конвертера в наклонном положении. Положение конвертера при завалке скрапа и заливке чугуна одинаково. После заливки чугуна конвертер устанавливают вертикально, вводят кислородную фурму, включают подачу кислорода.
1 – загрузка металлолома; 2 – заливка чугуна; 3 – продувка кислородом; 4 – загрузка извести и железной руды с началом продувки и по ходу плавки; 5 – выпуск стали; 6 – слив шлака |
Рисунок 1.2 - Схема получения стали в кислородном конвертере |
Одновременно с началом продувки производят загрузку первой порции шлакообразующих материалов (извести, боксита или плавикового шпата) и, при необходимости, железной руды. Остальное количество шлакообразующих вводят в течение первой трети продувки.
Продувка в зависимости от вместимости конвертера и интенсивности подачи кислорода продолжается от 14 до 30 мин и должна быть закончена при заданных содержании углерода и температуре (1580-1650 °С) без превышения допустимых пределов по содержанию фосфора и серы.
По окончании продувки кислородную фурму выводят из полости конвертера, который поворачивают в горизонтальное положение. Через горловину конвертера отбирают пробы металла и шлака, измеряют температуру металла термопарой погружения. В отобранной пробе металла экспресс-анализом определяют содержания углерода, марганца, фосфора и серы. В зависимости от результатов анализа состава металла, в первую очередь, по содержанию углерода, а также замера температуры принимают решение о выпуске металла или корректировке плавки.
Корректировка плавки при избыточном содержании углерода в металле состоит в кратковременной додувке. При недостаточной температуре металла проводят додувку, иногда с экзотермической добавкой. При недостаточном содержании углерода в металле вводят добавки молотого кокса или графита при выпуске стали в ковш.
Выпуск стали из конвертера в сталеразливочный ковш производят через летку конвертера. Ее открывают после окончания продувки, получения анализов и проведения корректировки. Вместе с металлом в сталеразливочный ковш сливают часть шлака (толщина слоя 200-300 мм) для предотвращения быстрого охлаждения металла в ковше. Оставшуюся основную часть шлака сливают в шлаковую чашу. Положения конвертера при выпуске металла и сливе шлака показаны на рис. 1.2 (5 и 6).

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 |
