
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Двухванная печь работает на техническом кислороде, без вентиляторного воздуха, поэтому регенераторы отсутствуют. Холодная ванна, аккумулируя тепло отходящих газов и улавливая часть плавильной пыли, частично выполняет роль регенератора и шлаковика.
Для двухванной печи с садкой каждой ванны 250 т общая продолжительность плавки составляет 4 часа, то есть каждый период длится 2 часа. Продувку кислородом ведут через 2-3 фурмы с интенсивностью 20-25 м3/ч на 1 тонну металла. По сравнению с обычными мартеновскими двухванные печи имеют более высокую производительность, меньший расход топлива и огнеупоров. Недостатком двухванных печей является большой расход кислорода и более низкий выход годной стали.
Конструктивно двухванная печь выполнена таким образом, что рабочее пространство одной печи спарено с рабочим пространством другой.
1.7 Производство стали в электрических печах
Электросталеплавильное производство - это получение качественных и высококачественных сталей в электрических печах, обладающих существенными преимуществами по сравнению с другими сталеплавильными агрегатами.
Выплавка стали в электропечах основана на использовании электрической энергии для нагрева металла. Тепло в электропечах выделяется в результате преобразования электрической энергии в тепловую при горении электрической дуги, либо в специальных нагревательных элементах, либо за счет возбуждения вихревых токов.
В отличие от конвертерного и мартеновского процессов выделение тепла в электропечах не связано с потреблением окислителя. Поэтому электроплавку можно вести в любой среде - окислительной, восстановительной, нейтральной и в широком диапазоне давлений - в условиях вакуума, атмосферного или избыточного давления.
Различают два варианта технологии процесса производства стали в электрических печах, связанные с использованием углеродистой шихты или легированных отходов. В первом варианте необходимо проведение окислительного периода для удаления углерода, фосфора, кремния и других элементов. Окисление углерода сопровождается кипением ванны и способствует удалению азота и водорода. Недостатком этого варианта является потеря ряда легирующих элементов (хром, ванадий и т. п.), если они содержатся в шихтовых материалах. Этот вариант технологии называют плавкой с полным окислением примесей.
Второй вариант технологии проводят без окислительного периода, поэтому легирующие элементы в значительной степени сохраняются в металле, а расход ферросплавов при этом снижается. Такой вариант технологии называют переплавом легированных отходов. Продолжительность этого процесса меньше, чем плавки на углеродистой шихте, вследствие этого производительность плавильного агрегата выше, а удельный расход электроэнергии ниже. Недостатком второго варианта является невозможность удаления фосфора из металла и отсутствие кипения ванны. Для осуществления такой технологии требуется шихта с низким содержанием фосфора и принудительное перемешивание металла продувкой газообразным кислородом. При этом частичное окисление железа, кремния и углерода, протекающее с выделением тепла, способствует прогреву металла. Выделяющийся монооксид углерода способствует перемешиванию и, следовательно, дегазации металла. Такой вариант технологии называют плавкой с частичным окислением примесей металла.
1.7.1 Классификация электрических печей
Классификация электрических печей основана на способе преобразования электрической энергии в тепловую. В связи с этим различают печи сопротивления, дуговые, индукционные и электроннолучевого нагрева.
Принцип действия печей сопротивления основан на выделении тепла при прохождении тока по проводнику, обладающему электрическим сопротивлением. Количество теплоты (Дж), выделяющегося в проводнике по закону Джоуля-Ленца, пропорционально квадрату силы тока, электрическому сопротивлению проводника и времени (Q = 1,005∙I2∙R∙τ). Выбором значений силы тока и сопротивления получают необходимую мощность для расплавления металла. Сопротивлением может служить проводник или нагреваемый материал (например, шлак).
Принцип работы дуговых электропечей основан на преобразовании электрической энергии в тепловую в электрической дуге, являющейся одной из форм разряда в газовой фазе. В сравнительно малом объеме дуги при таком разряде можно сконцентрировать большие мощности и получить очень высокие (>3000°С) температуры. Плавление и нагрев металла происходят с большой скоростью. В печах косвенного нагрева дуга горит между электродами. Очаг высоких температур несколько удален от поверхности металла, значительная часть тепла в виде лучистого потока достигает ее после отражения от стен и свода печи. Футеровка таких печей испытывает высокие тепловые напряжения, что снижает ее стойкость. В печах прямого нагрева дуга горит между электродом и расплавляемым (или расплавленным) металлом. В таких печах созданы более благоприятные условия передачи тепла от дуги металлу, так как очаг высоких температур находится в прямом контакте с поверхностью металла. В связи с этим, в сталеплавильном и ферросплавном производствах распространены печи прямого нагрева с тремя дугами, горящими в воздушной атмосфере (трехфазные печи).
К числу дуговых печей относятся также вакуумные дуговые печи прямого действия, предназначенные для плавления тугоплавких металлов, а также переплава стали для улучшения ее свойств. Существует два варианта таких печей: с расходуемыми и нерасходуемыми электродами. В печах с расходуемым электродом дуга горит между расплавляемым электродом и зеркалом расплавленного металла. В печах с нерасходуемым электродом дуга горит между графитовым или тугоплавким металлическим электродом и расплавляемым металлом.
Принцип действия индукционных печей основан на нагреве металла токами, возбуждаемыми в нем переменным электромагнитным полем индуктора. В этих печах электрическая энергия вначале превращается в электромагнитную, а затем опять в электрическую, переходящую в тепло вследствие сопротивления нагреваемого металла. Поскольку тепло выделяется в нагреваемом металле, то использование его является наиболее полным. Для плавления металла применяют индукционные печи с железным сердечником или без него. Печи с сердечником имеют ограниченную мощность и применяются преимущественно в цветной металлургии. Печи без сердечника обладают более высокой удельной мощностью и применяются для производства специальных сталей и сплавов. Такие печи могут быть помещены в вакуумные камеры и работать как тигельные вакуумные индукционные печи, применяемые для производства качественных сталей.
В электроннолучевых печах нагрев происходит вследствие аккумуляции части кинетической энергии потока электронов, направляемого на поверхность металла. Электроннолучевые печи применяют для получения слитков металла высокой чистоты.
1.7.2 Выплавка стали в электродуговой печи
Устройство дуговой сталеплавильной печи
Дуговая сталеплавильная печь состоит из металлического корпуса в виде кожуха, как правило, цилиндрической формы со сферическим днищем (рис.1.6).
|
Рисунок 1.6 - Трёхфазная электродуговая печь |
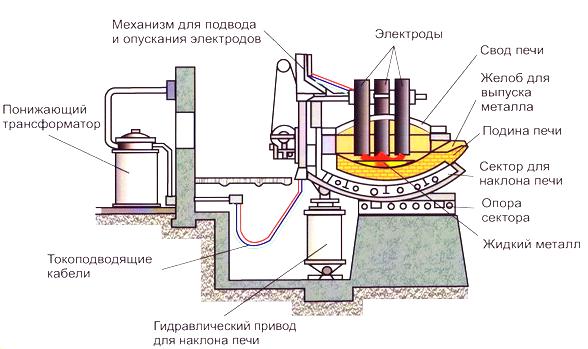
Изнутри кожух футерован высокоогнеупорными материалами. Плавильное пространство печи сверху перекрывается съемным сводом, огнеупорная кладка которого выполнена в специальном сводовом кольце. В стенах печи имеются одно или два рабочих окна и одно выпускное отверстие с желобом для слива металла и шлака в ковш. Рабочие окна служат для загрузки шлакообразующих, руды, ферросплавов и ряда технологических операций - спуска шлака, взятия проб металла и шлака.
Дуговая печь опирается на два опорных сегмента - люльки, с помощью которых печь может наклоняться в сторону рабочего окна или выпускного отверстия. Наклон печи осуществляется при помощи механизма наклона с электрическим или гидравлическим приводом. Шихта в плавильное пространство опускается с помощью специальной корзины с открывающимся дном (бадьи).
Электрический ток в плавильное пространство подводится при помощи трех симметрично расположенных электродов, которые опускаются через свод. Для этого в своде имеются отверстия, снабженные водоохлаждаемыми металлическими коробками - экономайзерами. Дуговые печи строят различной емкости (до 250 т) и с трансформаторами мощностью до 125000 кВА.
Применяют графитированные электроды, изготавливаемые из малозольных углеродных материалов (нефтяного, пекового и сланцевого кокса) и связующих - каменноугольного пека и смолы.
Технология плавки в основной дуговой электропечи
Шихта при плавке с полным окислением состоит, главным образом, из стального лома и чугуна, а также шлакообразующих (известь, известняк, плавиковый шпат, шамотный бой).
Плавка включает следующие основные периоды - заправка печи, загрузка шихты, плавление, окислительный период, восстановительный период, выпуск.
Заправка печи выполняется для поддержания футеровки плавильного пространства в рабочем состоянии.
Завалка шихты начинается сразу после окончания заправки. Завалку шихты осуществляют сверху с помощью бадьи.
Плавление. После окончания завалки свод с электродами устанавливают на печь, электроды опускают и включают ток. Под действием высокой температуры электрической дуги шихта плавится сначала под электродами, жидкий металл стекает вниз и накапливается в центральной части подины. Постепенно происходит полное расплавление шихты. В период плавления происходит образование шлака как за счет присадок извести, так и за счет окисления элементов, входящих в состав шихты. За время плавления полностью окисляется кремний, 50-60 % марганца, частично окисляются углерод и железо, окисляется фосфор.
Окислительный период плавки предназначен для уменьшения содержания в металле фосфора до 0,01- 0,015 %, уменьшения содержания в металле водорода и азота, нагрева металла до требуемой температуры (на 120-130°С выше температуры плавления). Для окисления примесей используют твердые окислители (железная руда, агломерат), а также газообразный кислород. Присадки руды или продувка кислородом вызывают интенсивное окисление углерода, и выделяющиеся при этом пузырьки СО создают активное кипение ванны. Это способствует быстрому нагреву металла, удалению газов - водорода и азота, а также неметаллических включений. Окислительный период заканчивается, когда содержание углерода становится несколько ниже заданного предела, содержание фосфора ниже 0,01 %. В конце окислительного периода полностью удаляют из печи шлак.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 |
