
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
3 Формообразование поверхностей деталей методами ППД. Метод накатывания.
Получение форм фасонных поверхностей деталей в холодном состоянии, таких как резьбовые поверхности, мелкие шлицы, мелкомодульные цилиндрические и конические колёса, различных рифлений, маркирование клейм и знаков имеет свои преимущества, главным из которых является очень высокая производительность, низкая себестоимость обработки и высокое качество обработанных деталей.
Накатывание детали имеют более высокую механическую и усталостную прочность. Это объясняется тем, что при формообразовании накатыванием волокна исходной заготовки не перерезаются, как при обработке резанием, а как бы повторяют профиль детали. Поверхность деталей упрочняется, они становятся более износостойкими.
Профиль накатываемых деталей образуется в результате вдавливания инструмента в материал заготовки и выдавливания части материала во впадины инструмента. Такие методы сочетают в себе функции черновой, чистовой и отделочных обработок.
Накатывание резьбы производят обычно до термической обработки. Хотя точные резьбы можно накатывать и после неё. Распространённым методом является формирование резьбы плашками (рисунок 4).
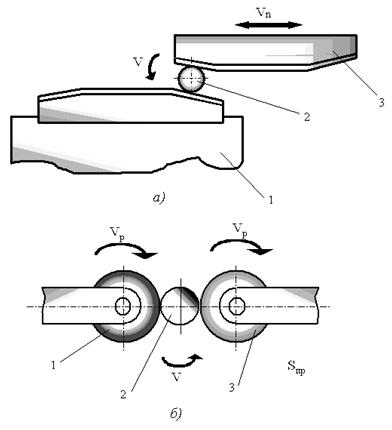
Рисунок 4 а, б − ЖЖЖЖЖ
Заготовка 2 помещается между неподвижной 1 и подвижной 3 плашками, на рабочих поверхностях которых нарезаны рифления, профиль и расположение которых соответствует профилю и шагу накатываемой резьбы. При перемещении подвижной плашки заготовка катится между инструментами, а на её поверхности образуется резьба. Резьбу можно также формировать роликами (рисунок 4б). Ролики 1 и 3 получают принудительное вращение, заготовка 2 – свободно обкатывается между ними. Ролику 3 придается радиальное движение для вдавливания в металл заготовки на необходимую глубину. Обработка роликами требует меньших сил. Таким методом накатывают резьбы с более крупными шагами, чем с помощью плашек.
Накатывать мелкие шлицы на валах можно с помощью накатного ролика, имеющего профиль шлицев. Ролик внедряется в поверхность заготовки при вращении и при поступательном перемещении вдоль вала. Существуют и более сложные схемы накатывания, когда каждая впадина шлицевого вала – формируется отдельным профильным роликом.
Накатывание цилиндрических (рисунок 4г) и конических мелкомодульных колёс в 15 – 20 раз производительнее зубонарезания.
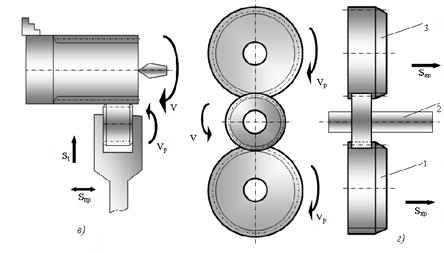
Рисунок 4 в, г
Процесс можно производить на токарных станках накатниками 1 и 3, которые закреплены на суппорте и перемещаются с подачей Sпр
Каждый накатник имеет заборную часть для постепенного образования накатываемых зубьев в заготовке 2. Для накатывания применяют специальное автоматизированное оборудование. Методом холодного накатывания на отдельные элементы деталей наносят рифления, маркировочные клейма и знаки.
В основе накатывания лежит способность металла получать местные деформации под воздействием накатных роликов или накатников.
Методом холодного накатывания на отдельные элементы деталей наносят рифления, маркировочные клейма и знаки.
В основе накатывания лежит способность металла получать местные деформации под воздействием накатных роликов или накатников.
При накатывании рифлений (например, на головках винтов) заготовку устанавливают в патроне токарного станка, на суппорте которого закрепляют державку с одним или двумя накатными роликами. Вид рифлений определяет характер зубчиков на роликах. Зубчики внедряются в поверхность заготовки. Ролики перемещаются вместе с державкой с продольной подачей.
Для накатывания клейм на накатных роликах располагают негативно выступающие знаки. Такой накатник с усилием прокатывают по плоской или цилиндрической поверхности, на которой остаётся след в виде клейма.
4 Порядок выполнения работы и содержания отчёта.
1. Изучить технологические методы обработки деталей ППД.
2. Зарисовать схемы обработки различными методами.
3. Рассмотреть конструкции раскатника и накатника.
4. Просмотреть процесс накатывания рифлений на заготовке.
5. Просмотреть процесс раскатывания отверстия.
5 Содержание отчета.
6. Наименование и цель работы.
7. Описать порядок настройки станка.
8. Привести эскизы режущего инструмента и оборудования при обработке.
9. Описание способов закрепления режущего инструмента (с эскизами) при обработке.
10. Описание и конструкция приспособлений (с эскизами) для закрепления заготовки при обработке.
6. Контрольные вопросы
1 Каковы основные преимущества обработки без снятия стружки?
2 Каковы преимущества метода раскатывания отверстий инструментом с несколькими роликами?
3 Как вы представляете себе схему автомата для калибрования отверстий шариками?
4 Основные схемы накатывания и раскатывания?
5 Основные схемы и способы закрепления заготовки при обработке.
Литература
1 Дальский конструкционных материалов. − М. : «Высшая школа», 2004. – 298 с.
2 , Москалев конструкционных материалов. − М. : «Высшая школа», 1990. – 255 с.
3 и др. Технология конструкционных материалов. − Киев : Высшая школа, 1991. – 276 с.
4 Справочник технолога-машиностроителя /под редакцией и . В 2х томах. − М. : Машиностроение, 1986. − Т.2. – 496 с.
5. , Махмутов обработка. − М. : Высшая школа. 1990. – 234 с.
Содержание
Введение ……………………………………………………..3
1 Цели и задачи лабораторной работы…………………..…...4
1.1 Цели лабораторной работы……………………………...…..4
1.2 Задачи лабораторной работы……………………….….…....4
2 Чистовая и упрочняющая обработка поверхностей
методами ППД……………………………………………….……..…...5
3 Формообразование поверхностей деталей
методами ППД. Метод накатывания…………………………………..9
4 Порядок выполнения работы и содержание отчёта……….12
5 Содержание отчета……………………………………..……12
6 Контрольные вопросы………………………………….……13
Литература………………………………………………....…13
 Методические указания Форма
Методические указания Форма
Ф СО ПГУ 7.18.2/07
Министерство образования и науки Республики Казахстан
Павлодарский государственный университет им. С. Торайгырова
Кафедра машиностроения и стандартизации
Методические указания
к выполнению лабораторной работы № 5 «Технологические возможности обработки заготовок шлифованием» по дисциплине «Технологические процессы машиностроительного производства»
для студентов специальностей 050712 – Машиностроение, 050732 – Стандартизация, метрология и сертификация
Павлодар
УДК 621.9(07)
ББК 63-5я7
К41
Рекомендовано к изданию заседанием кафедры машиностроения и стандартизации, факультета машиностроения, металлургии и транспорта Павлодарского государственного университета им. С. Торайгырова
Рецензент:
– кандидат технических наук, профессор Павлодарского государственного университета им. С. Торайгырова
Составители: ,
К41 Технологические процессы обработки заготовок шлифованием: методические указания к лабораторной работе № 5 по дисциплине «Технологические процессы машиностроительного производства» для студентов специальности 050712 − Машиностроение / сост. : , . – Павлодар : Кереку, 2009. – 17 с.
В методических указаниях рассмотрены основные типы станков для шлифования, наладка и технологические схемы обработки и сам технологический метод обработки шлифованием. Методические указания рекомендуются студентам машиностроительных специальностей вузов.
УДК 621.9(07)
ББК 63-5я7
К41
© , , 2009
© ПГУ им. С. Торайгырова, 2009
Введение
В методическом указании раскрыта сущность технологических методов обработки резанием на станках шлифовальной группы. Студентам предлагается методика практического закрепления теоретического материала на примерах имеющегося в лаборатории вспомогательного оборудования, металлорежущих станков и абразивного инструмента.
Данная лабораторная работа является необходимым звеном в цикле лабораторных работ по дисциплине «Технологические процессы машиностроительного производства» для студентов специальностей 050712 – Машиностроение и 050732 – Стандартизация, метрология и сертификация.
1 Цели и задачи лабораторной работы
1.1 Цель лабораторной работы: изучить основы процесса обработки шлифованием, основные типы станков, режущий инструмент и технологические схемы обработки.
1.2 Задачи лабораторной работы:
– изучить устройство и принцип работы шлифовальных станков;
– изучить способы закрепления заготовки при обработке на станках шлифовальной группы.
– изучить способы закрепления режущего инструмента при обработке на шлифовальных станках.
– изучить основные технологические операции выполняемые при обработке на станках шлифовальной группы.
2 Обработка заготовок на шлифовальных станках
Шлифованием называется процесс обработки заготовок резанием с помощью шлифовальных кругов. С помощью шлифования можно производить обработку деталей с высокой точностью и малой шероховатостью поверхностей. Обрабатывать заготовки из самых разнообразных материалов, а для закалённых сталей и заточки режущего инструмента шлифование является одним из самых распространённых методов формообразования.
Абразивные зёрна расположены в шлифовальном круге беспорядочно и их удерживает связующий материал (связка). При вращении круга в зоне контакта с заготовкой часть зёрен срезает материал в виде большого количества тонких стружек. Обработанная поверхность представляет собой совокупность микроследов абразивных зёрен и имеет малую шероховатость. Часть зёрен в круге ориентированна так, что резать не может, но производит работу трения по поверхности резания, поэтому в зоне резания выделяется большое количество теплоты. Мелкие частицы обрабатываемого материала, сгорая, образуют пучок искр, либо сплавляются.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 |
