
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
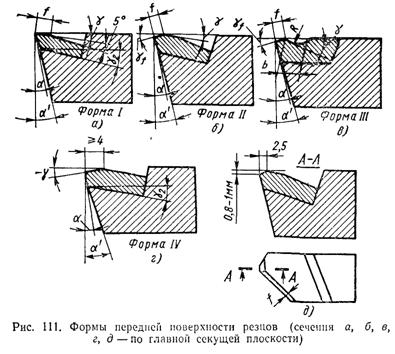
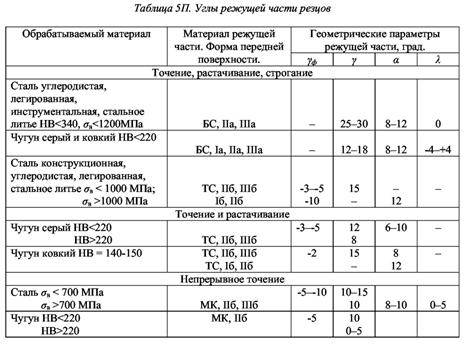
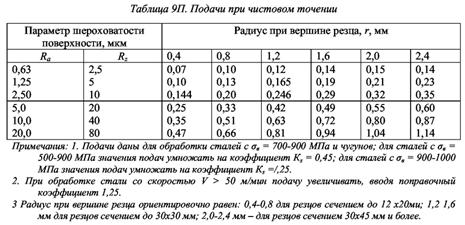
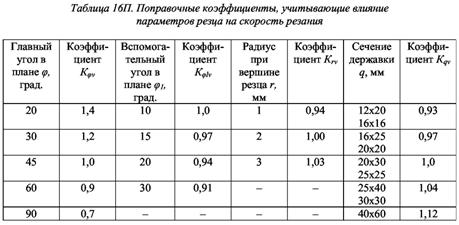
Форма передней поверхности резца также влияет на скорость резания. Если для резца, оснащенного пластинкой из твердого сплава, с плоской формой передней поверхности (форма /, см. рис. 111) скорость резания принять равной единице, то для плоской или радиусной формы с фаской (формы // и ///) коэффициент на скорость резания будет 1,15, а для плоской с отрицательным передним углом у = -10° (форма IV) этот коэффициент равен 1,2.
9.4. Сечение державки резца.
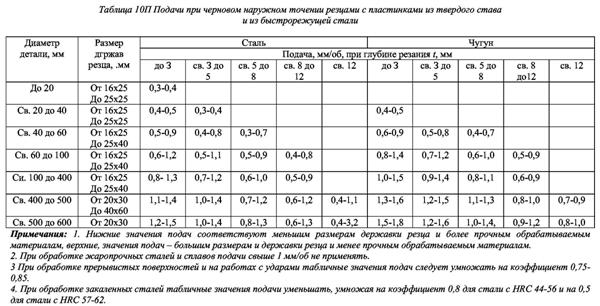
Чем больше площадь сечения державки резца, тем ниже температурная концентрация. Жесткость резца повышается, а потому резец, имеющий большее сечение державки, допускает и более высокие скорости. Для резцов, оснащенных пластинками из твердых сплавов, влияние сечения державки незначительно, и им можно пренебречь.
9.5. Допустимая величина износа резца.
Чем больше допустимый износ, тем большую скорость резания можно назначить для
резца.
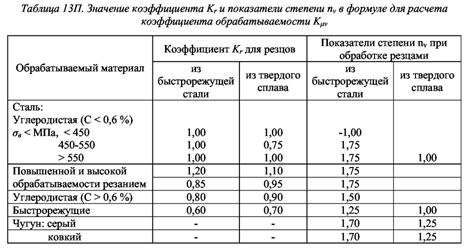
9.6. Состояние поверхности обрабатываемого материала и химический состав.
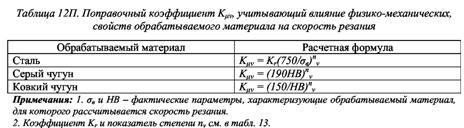
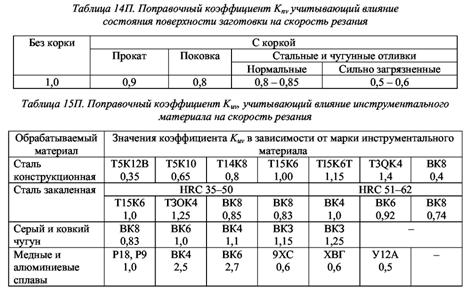
На скорость резания, допускаемую режущими свойствами резца, влияет состояние обрабатываемого материала и поверхности заготовки. Так, если для горячекатаной стали скорость резания принять за единицу, то для холоднотянутой стали необходимо ввести коэффициент 1,1, т. е. принять скорость резания на 10% выше. Для нормализованной стали этот коэффициент будет 0,95, для отожженной 0,9 и для улучшенной 0,8.
Если при обработке стальной заготовки из проката или поковки без корки (корка срезана на предыдущем проходе или протравлена) скорость резания принять за единицу, то в случае обработки стальной отливки скорость резания уменьшается (коэффициент 0,9). Твердая корка, получившаяся на чугунной заготовке после литья, окалина после поковки и горячего проката стали - резко повышают износ инструмента и в связи с этим снижают скорость резания (окалина на 10 - 20%, корка на 20-40%).
На скорость резания влияет химический состав стали, ее термическая обработка и характер структуры, получаемой при термической обработке. Так, при уменьшении содержания углерода в конструкционной углеродистой стали, допускаемая скорость резания повышается, а при введении легирующих материалов (Сг, Мn и др.) понижается; для стали 40Х наибольшая допустимая скорость резания будет при отжиге с 900°С, для стали 40 — при нормализации с 900—950°С, а для быстрорежущих сталей — при изотермическом отжиге. Наибольшая допустимая скорость резания наблюдается при зернистом перлите, когда цементит имеет форму мелких шарообразных зерен, равномерно распределенных в феррите, а из структур наибольшую скорость резания допускает феррит, затем (в порядке уменьшения допустимой скорости резания) перлит (точечный, зернистый, пластинчатый, сорбитообразный), сорбит и троостосорбит.
Мелкозернистые стали обрабатывать легче, чем крупнозернистые, и небольшим введением некоторых элементов (например, до 0,1% S и до 0,2—0,25% Pb) можно повысить обрабатываемость стали, почти не изменяя ее механических свойств.
9.7. Скорость резания и стойкость.
Увеличение скорости резания приводит к уменьшению машинного времени Тм. Однако скорость резания нельзя назначать без учета конкретных условий обработки, так как при ее увеличении резко возрастет износ инструмента, т. е. снизится его стойкость — машинное время работы инструментом от переточки до переточки (или до определенной величины износа). Это вызовет более частую переточку инструмента, а следовательно, и затрату труда заточника, затрату времени на снятие и установку инструмента (станок в это время будет простаивать) и перевод в отходы (при заточке) определенного количества материала, идущего на изготовление режущей части инструмента. Таким образом, стойкость инструмента влияет на производительность, и на себестоимость обработки. Чем большую скорость резания допускает инструмент при одной и топ же стойкости, тем выше его режущие свойства, тем он более производителен.
На скорость резания, допускаемую резцом, влияют следующие факторы: стойкость режущего инструмента; физико-механические свойства обрабатываемого металла; материал режущей части инструмента; подача и глубина резания; геометрические элементы режущей части резца; размеры сечения державки резца; смазочно-охлаждающая жидкость, максимально допустимая величина износа резца; вид обработки.
Для инструмента, оснащенного твердым сплавом зависимость между скоростью резания и стойкостью более сложная. При увеличении скорости резания стойкость твердосплавного резца сначала уменьшается, затем увеличивается и вновь уменьшается (рис. 102, кривая 3); при этом, чем больше твердость обрабатываемого металла, тем меньше величина критических скоростей, соответствующих точкам перегиба (см. рис. 102 и 103).
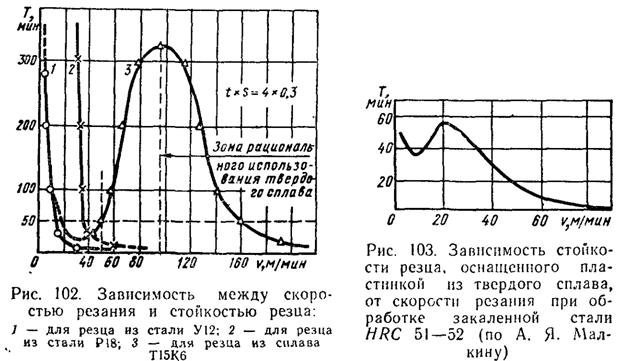
Такая зависимость между скоростью резания и стойкостью для твердосплавных резцов объясняется тем, что при малых скоростях вследствие низкой температуры резания износ протекает медленно. По мере увеличения v температура на поверхностях соприкосновения резца с заготовкой и стружкой увеличивается, что содействует слипанию (свариванию) в местах контакта и соответственно повышению интенсивности износа и снижению стойкости резца. При дальнейшем увеличении v (начиная с v = 10 м/мин, рис. 103) повышение температуры способствует размягчению (и даже микроплавлению) поверхностей стружки и заготовки, что уменьшает слипание, облегчает относительное скольжение и снижает интенсивность износа (повышает стойкость); этому содействует также повышение ударной вязкости твердого сплава (особенно в интервале температур 600—800° С) и уменьшение сил, действующих на резец. При дальнейшем же увеличении скорости (v ![]() 20 м/мин) и соответственно температуры резания резко снижаются твердость и прочность твердого сплава, что (при все возрастающем пути трения за один и тот же промежуток времени) приводит к повышению интенсивности износа резца и соответствующему снижению стойкости.
20 м/мин) и соответственно температуры резания резко снижаются твердость и прочность твердого сплава, что (при все возрастающем пути трения за один и тот же промежуток времени) приводит к повышению интенсивности износа резца и соответствующему снижению стойкости.
Потому зоной рационального использования твердого сплава следует считать участок, расположенный вправо от точки перегиба максимальной стойкости.
Список литературы:
1., Колокатов A.M. Методические указания по расчету (назначению) режимов резаний при точении. М.: МИИСП, 1989.
2. «Резание материалов» Косенко указания для самостоятельной работы студентов НовГУ
3.Справочник технолога машиностроителя. В.2-х т. / Под ред. и . - 4-е изд., перераб. и доп. М.: Машиностроение, 1985.
4. И Оптимизация процессов резания, В. Новгород, 2006 г.
5. «Режимы резания металлов» справочник, Изд. 3-е, переработанное и дополненное. М., «Машиностроение», 1972г.
ПРИЛОЖЕНИЯ





Мощность электродвигателя главного движения, КПД станка, значения продольных и поперечных подач, а также значения допустимых усилий подач токарных станков.
Модели станков: 1А62,1А62Б, 1А62Г
Мощность электродвигателя главного движения Nэ = 7 кВт; КПД станка η = 0,75.
Продольные подачи: 0,082; 0,088; 0,10; 0,11; 0,12; 0,13; 0,14; 0,15; 0,16; 0,18; 0,20; 0,23; 0,24; 0,25; 0,28; 0,30; 0,33; 0,35; 0,40; 0,45; 0,48; 0,50; 0,55; 0,60; 0,65; 0,71; 0,80; 0,91; 0,96; 1,00; 1,11; 1,21; 1,28; 1,46;1,59.
Поперечные подачи станка: 0,027; 0,029; 0,033; 0,038 0,040; 0,042; 0,046; 0,050; 0,054; 0,058; 0,067; 0,075; 0,079; 0 084; 0,092; 0,10; 0,11; 0,12; 0,13; 0.15; 0,16; 0,17; 0,18; 0,20; 0,22; 0,23; 0,27; 0,30; 0,32; 0,33;'0,37; 0,40; 0,41; 0,48; 0,52.
1В62Г
Мощность электродвигателя главного движения Nэ = 7,5 кВт; КПД станка ц = 0,786.
Продольные подачи станка; 0,05; 0,06; 0,075; 0,09; 0,1; 0,125; 0,15; 0,175; 0,2; 0,25; 0,3; 0,35; 0,4; 0,5; 0,6; 0,7; 0,8; 1,0; 1,2; 1,4; 1,6; 2,0; 2,4; 2,8.
Поперечные подачи станка 1/2 от Sпрод., т.е. 0,025-1,4.
Наибольшее усилие, допускаемое механизмом продольной подачи - 7500 Н, поперечной подачи - 2600 Н.
1К62
Мощность электродвигателя главного движения Nэ = 7,5 кВт; КПД станка η = 0,75.
Продольные подачи станка: 0,070; 0,074; 0,084; 0,097; 0,11; 0,12; 0,13; 0,14; 0,15; 0,17; 0,195; 0,21; 0,23; 0,26; 0;28; 0,30; 0,34; 0,39; 0,43; 0,47; 0,52; 0,57; 0,61; 0,70; 0,78; 0,87; 0,95; 1,04; 1,14; 1,21'; 1,4; 1,56; 1,74; 1,9; 2,08; 2,28; 2,42; 2,8; 3,12; 3,48; 3,8; 4,16.
Поперечные подачи станка; 0,035; 0,037; 0,042; 0,048 0,055; 0,06; 0,065; 0,07; 0,074; 0,084; 0,097; 0,11; 0,12; 0,13; 0,14; 0,15; 0,17; 0,195; 0,21; 0,23; 0,26; 0,28; 0,30; 0,34; 0,39; 0,43; 0,47; 0,52; 0,57; 0,6; 0,7; 0,78; 0,87; 0,95; 1,04; 1,14; 1,21; 1,4; 1,56; 1,74; 1,9; 2,08; 1,14; 1,21; 1,4; 1,56; 1,74; 1,9; 2,08.
Наибольшее усилие, допускаемое механизмом продольной подачи - 3600 Н, поперечной подачи 5500 Н.
16К20
Мощность электродвигателя главного движения Nэ = 10 кВт, КПД станка η = 0,75.
Продольные подачи станка: 0,05; 0,06; 0,075; 0,09; 0,1; 0,125; 0,15; 0,175; 0,2; 0,25; 0,3; 0,35; 0,4; 0,6; 0,7; 0,8; 1,0; 1,2; 1,4; 1,6; 2,0; 2,4; 2,8.
Поперечные подачи станка, мм/об: 1/2 от Sпрод., т.е. 0,025-1,4. Наибольшее усилие, допускаемое механизмом продольной подачи - 6000 Н.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 |
