
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Лекция 7
Вакуумные печи.
Вакуум - состояние газа, имеющего давление значительно ниже атмосферного. Величина вакуума измеряется давлением разреженного газа в Па. По остаточному давлению вакуумные печи подразделяют на низковакуумные (до 10 Па), средневакуумные (от 10 до 1 Па), высоковакуумные (от 10-2до 10-4Па), сверхвысоковакуумные (10-6 Па и ниже).
Термическая обработка в вакууме имеет ряд преимуществ.
Безокислительный нагрев в вакууме по сравнению с нагревом
в контролируемой атмосфере исключает взаимодействие нагрева -
емого металла с газовой средой. Нагрев в вакууме изделий с оки -
сленной поверхностью позволяет получить чистую поверхность
без оксидной пленки, так как при высокой температуре оксиды
некоторых металлов в вакууме испаряются или диссоциируют.
Вакуумные печи экономически выгоднее, чем печи с контролируемой атмосферой, очищенной от примесей кислорода и водяного
пара. Вакуум в печи, равный 10-2 Па, соответствует контролируемой атмосфере с точкой росы 90 °С и остаточным содержанием кислорода 0,0008 %.
В вакуумных печах из-за отсутствия атмосферы исключено окисление и насыщение нагревателей, вследствие чего можно получить более высокие температуры.
Вакуумные электропечи применяют как для термической обработки (отжиг, нормализация, закалка, отпуск), так и для пайки деталей, спекания изделий из порошков тугоплавких и легкоокисляющихся металлов. В вакуумных печах проводят и химико-термическую обработку, например цементацию.
По максимальной рабочей температуре вакуумные электрические печи подразделяют на низкотемпературные (до 1100— 1200 °С) с нагревателями из жаропрочных сплавов типа нихром; среднетемпературные (1200—1700 °С) с нагревателями из молибдена и высокотемпературные (1700—2500 °С) с нагревателями из вольфрама, графита, тантала или тугоплавких карбидов.
К вакуумным относят также печи, процесс нагрева в которых проходит в атмосфере инертных газов при различных давлениях, подвергающиеся перед заполнением газом вакуумированию.
Вакуумные насосы. Для создания вакуума в рабочем пространстве печи используют вакуумные насосы. В зависимости от величины необходимого вакуума, количества и характера откачиваемых газов применяют различные насосы. Основными характеристиками вакуумных насосов являются предельное остаточное давление, рабочее давление, наибольшее выпускное давление, наибольшее давление запуска, быстрота откачки.
Насосы вакуумные роторные (НВР). Принцип действия их основан на том, что при вращении ротора происходит непрерывный забор газа из откачиваемого объема
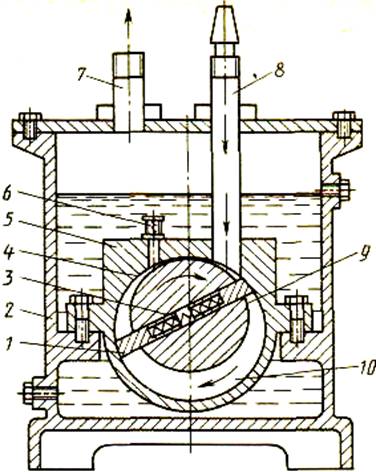
Рис.7. 1. Схема роторного вакуумного насоса
с выбросом газа, сжатого до давления, превышающего атмосферное, через сбросной клапан. На рис. 7.1 показан роторный насос с двумя пластинами 1, каждая пластина прижата пружиной 3 к рабочей камере 5. Рабочая камера (статор) помещена в масляный бак 2, где уровень масла всегда поддерживается выше уровня выхлопного клапана 6. При вращении ротора 9 объем 10, соединенный с впускным патрубком 8, увеличивается, засасывая газ из внутреннего пространства печи. Объем 4 при вращении ротора уменьшается, благодаря чему газ сжимается и выбрасывается через выхлопной клапан и выпускной патрубок 7. Размещение рабочей камеры насоса в масле обеспечивает необходимое уплотнение элементов конструкции.
Насосы вакуумные золотниковые (НВЗ). В насосах этого типа перекачивание газа осуществляется в результате движения в корпусе насоса плунжера. При определенном положении плунжера открывается отверстие в золотниковом клапане и во впускном патрубке насоса создается разрежение. После заполнения внутреннего объема насоса всасываемым газом отверстие в золотниковом клапане перекрывается, а плунжер вытесняет газ из насоса через сбросной клапан.
Вакуумные печи подразделяют на печи периодического действия и печи непрерывного действия. К печам периодического действия относят печи камерные, шахтные, элеваторные, колпаковые и т. д., к печам непрерывного действия — толкательные, с шагающим подом, рольганговые, протяжные и т. д. Вакуумные печи непрерывного действия оснащены шлюзовыми камерами на загрузочной и разгрузочной сторонах, в связи с этим загрузка деталей в печь и выгрузка их из нее происходит без нарушения вакуума в рабочем пространстве. Шлюзовые камеры соединены с мощными откачными системами, что позволяет сократить время откачки.
На рис. 7.2 показана камерная вакуумная печь с рабочей температурой до 1300 °С. Конструкция печи позволяет закаливать детали в масле или в газовой среде. Печь состоит из водоохлажда-емого кожуха 8 цилиндрической формы, закрываемого, загрузочной 4 и ремонтной 10 дверцами. Камера нагрева 9 имеет тепловую изоляцию из графитированного войлока, которая снаружи охвачена сетчатым металлическим каркасом, прикрепляемым молибденовыми шпильками к кожуху печи. Загрузочное окно камеры нагрева закрывается дверцей 7. В качестве нагревателей используются три многослойные ленты из графитированной ткани. Каждая лента с двух концов зажата графитовыми колодками, к которым подводится электрический ток. Над закалочным баком 11, прикрепленным к нижней части кожуха печи, размещен вентилятор 6 для закалки в газовой среде.

Рис. 7.2. Элеваторная вакуумная печь с камерой охлаждения
Работа на печи производится следующим образом: открывается загрузочная дверца печи, и к печи подкатывают тележку 1 с установленным на ней поддоном 2. Тележка фиксируется у загрузочного окна контрольными штырями, что обеспечивает ее точное расположение по оси печи. Поддон с садкой вручную передвигается с тележки на ролики, находящиеся в печи. Стол закалочного бака в этот момент находится в верхнем положении, так что ролики образуют в печи сплошную дорожку от загрузочного окна печи до конца камеры нагрева. При открытой дверце камеры нагрева при включении цепного механизма 3 поддон с садкой передается в камеру нагрева. Затем закрывают дверцу камеры нагрева, откатывают тележку от загрузочного окна и окно закрывают дверцей. Печь включают на заданный режим. Вакуумный насос начинает откачивать воздух из печи. При достижении вакуума 10-2 Па включаются электрические нагреватели и температура в камере нагрева начинает увеличиваться. Скорость изменения температуры регулируется автоматически. После необходимой выдержки при заданной температуре закрывается клапан глубокого вакуума. Начинается процесс заполнения печи инертным газом. Когда вакуум достигнет 4000 Па, печь готова к закалке. Электрические нагреватели отключаются, дверца камеры нагрева открывается и поддон с садкой перемещается из камеры нагрева на стол закалочного бака. Дверца камеры нагрева закрывается.
При закалке в масле (специальное вакуумное масло) поддон с деталями цепным механизмом 13 опускается в закалочный бак. Равномерное охлаждение деталей обеспечивается интенсивным перемешиванием масла при помощи крыльчатки 12.
При закалке в газовой среде поддон с деталями на выходе из камеры нагрева остается на столе закалочного бака. Включается вентилятор и детали начинают охлаждаться с заданной скоростью.
Закаленные детали выгружаются из печи после ее охлаждения до 65 °С и заполнения воздухом до достижения давления в печи, равного атмосферному. Предохранительный клапан 5 предназначен для снижения избыточного давления, возникающего в печи. Включение отдельных механизмов печи происходит автоматически по заданной программе термической обработки.
Если печь работает при температуре, не превышающей 1100°С, то металлические элементы конструкции печи (поддон, корзины для укладки деталей и т. д.), нагревающиеся до этой температуры, могут изготовляться не из молибдена, а из нихрома.
Для улучшения технико-экономических показателей вакуумных шахтных печей разработаны конструкции со съемными холодильными камерами, что почти в 2 раза увеличивает производительность печей.
Для проведения качественной термической обработки в вакуумных печах необходимо в процессе эксплуатации постоянно контролировать герметичность печи трубопроводов и насосов, соблюдать требования по вакуумной гигиене и технике безопасности.
Герметичность — это свойство вакуумной системы обеспечивать необходимый вакуум. Проникновение газа в печь через различные неплотности в кожухе печи и уплотнениях должно быть настолько мало, что в рабочих условиях им можно пренебречь. Поскольку полной герметичности вакуумной печи достичь нельзя, то в печь всегда поступает (натекает) через неплотности некоторое количество воздуха. Для измерения герметичности вакуумную систему откачивают до рабочего давления, перекрывают вакуумным затвором трубопровод и после выдержки в течение 30 мин производят контрольный замер давления. Если величина натекания превышает допустимую, то необходимо найти место течи и устранить ее. Наиболее распространенным методом определения места течи является опрессовка системы и применение гелиевого течеискателя.
При опрессовке в испытуемом объеме создается избыточное давление. На места возможных утечек наносят мыльный раствор и определяют течь по образующимся пузырькам.
При отыскании течи гелиевым течеискателем все места возможных утечек обдуваются тонкой струей гелия, а течеискатель, присоединенный к вакуумной системе около насоса, сигнализирует о наличии гелия в откачиваемой атмосфере.
Нарушение правил вакуумной гигиены является основной причиной неудовлетворительной работы вакуумных печей. Требования вакуумной гигиены распространяются на печь, помещение, где она установлена, детали, загружаемые в печь, и обслуживающий персонал. Низковакуумные и средневакуумные печи можно устанавливать в обычных цехах машиностроительных заводов, оборудованных приточно-вытяжной вентиляцией. Рядом с вакуумной печью не должно быть источников повышенного теплового излучения, пыле- и газообразования. Условия транспортировки деталей по цеху, их складирование не должны приводить к загрязнению поверхности деталей, загружаемых в вакуумную печь.
Детали, подвергаемые термической обработке в вакуумной печи, должны иметь чистую поверхность, без следов смазочного материала и влаги. Поверхность всех элементов печи, находящихся в вакууме, должна быть чистой и не иметь ржавчины, Внутреннюю поверхность кожуха печи очищают металлическими щетками, а затем пылесосом. Для очистки поверхности используется также бензин, ацетон и спирт. Поверхность очищается щеткой, кистью или тряпкой, не оставляющих на стенках ворсинок, ниток и других загрязнений.
Обслуживающий персонал должен иметь чистую одежду, работы производить чистым обезжиренным инструментом. Не допускается попадание в печь пыли, грязи и влаги.
По технике безопасности к вакуумным печам предъявляют еще дополнительное требование — взрывозащищенность. При нормальной эксплуатации вакуумные печи взрывобезопасны. Однако при нарушении технического состояния печи, загрузки в печь случайных материалов и веществ и т. д. может произойти взрыв. Взрыв в вакуумных печах связан с технологическим процессом и обрабатываемым материалом. В вакуумных печах с закалкой в масле допускается применение в качестве закалочной среды только специальных сортов масел. Попадание в рабочее пространство печи паров обычных масел приводит к взрыву. По этой причине вакуумные насосы отделяются от вакуумной системы печи устройствами — ловушками. Ловушки устанавливают на трубопроводе между насосом и печью. В ловушку помещают различные сорбенты, поглощающие пары масла, пары воды и углесодержащие соединения.
К взрыву может привести попадание в печь воздуха, если при нагреве загрузки (садки) образуются возгоны, конденсирующиеся на внутренней поверхности печи (магний, натрий, литий и др.) в виде мелкодисперсного порошка, активно взаимодействующего с воздухом.
Безопасность печи обеспечивается путем создания более надежной конструкции и соблюдения правил ее технической эксплуатации. Для уменьшения вредного действия взрыва на конструкцию печи обычно предусматривают взрывные (предохранительные) клапаны. При повышении давления в печи клапан открывается и избыточное давление сбрасывается в атмосферу.
Если в печь по какой-либо причине попадают масло, вода или другие вещества, способствующие образованию взрыва, необходимо открывать печь только после ее полного охлаждения и с соблюдением необходимой предосторожности.
ЗАКАЛОЧНЫЕ БАКИ И МАШИНЫ
К оборудованию, предназначенному для охлаждения при закалке, относят немеханизированные и механизированные закалочные баки, в которых детали охлаждаются в свободном состоянии, закалочные прессы, закалочные и гибозакалочные машины, в которых детали (шестерни, валы, листы, рессоры) закаливаются в зажатом состоянии.
1. ЗАКАЛОЧНЫЕ БАКИ
Различают два вида закалочных баков: немеханизированные и механизированные.
Немеханизированный закалочный бак представляет собой емкость цилиндрической или прямоугольной формы. Бак сваривают из листовой низкоуглеродистой стали толщиной 4—6 мм. В термических цехах применяют небольшие закалочные баки для закалки мелких и средних деталей. Размеры баков в плане (в мм): 60x700, 700x1200. Глубина баков около 1000 мм. В немеханизированных баках все процессы по передаче деталей в бак, перемещению в баке и выдаче их из бака выполняют вручную. Ориентировочный объем закалочной жидкости в баке составляет 15 л на 1 кг охлаждаемых деталей. Для крупных деталей (штампы, валы и т. п.) размеры закалочных баков могут достигать нескольких метров. Расчет размеров закалочного бака может быть выполнен, если известны количество теплоты, вносимое горячим металлом, и допустимый перегрев охлаждающей среды. Металл (детали, поддоны, приспособления) при закалке отдает закалочной среде следующее количество теплоты:

![]() где средняя теплоемкость металла при tнм и tкм Дж/(кг-К); tнм и tкм - начальная и конечная температура металла, °С; mм — масса металла, кг.
где средняя теплоемкость металла при tнм и tкм Дж/(кг-К); tнм и tкм - начальная и конечная температура металла, °С; mм — масса металла, кг.
Эта теплота поглощается закалочной средой, масса которой (в кг):

![]()
где — средняя теплоемкость закалочной среды при tнз.с.
и tкз.с , Дж/(кг•К); tнз.с.и tкз.с — начальная и конечная температура закалочной среды, °С, обычно tнз.с.- tкз.с. < 20 °С.
Таким образом, если известна масса охлаждаемого металла, легко определить массу закалочной среды, а зная ее плотность, — ее объем. При определении объема закалочного бака и его размеров следует учитывать, что для обеспечения равномерных условий охлаждения деталей над ними и под ними должен быть слой закалочной жидкости толщиной не менее 100 мм. Кроме того, уровень закалочной жидкости должен быть от края бака на расстоянии не менее, чем 100—150 мм.
Для закалки деталей, нагретых в камерных толкательных печах, применяют баки (рис.7.3) с механизированным перемещением закалочного стола, на который устанавливается поддон с нагретыми деталями. При помощи пневматического подъемника стол может опускаться и подниматься в баке.
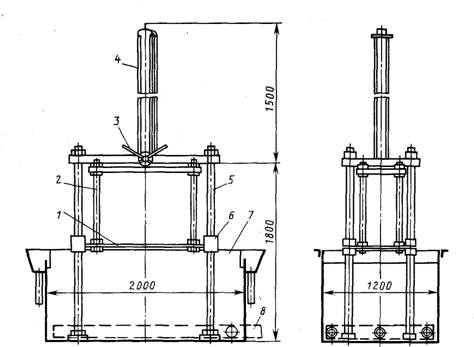
Рис. 7.3. Закалочный бак с механизированным перемещением стола:
1 — стол; 2 — штанга; 3 — кран; 4 — цилиндр; 5 — направляющая; 6 — втулка стола;7 — бак; 8 — трубопровод
Конвейерные закалочные баки применяют в автоматических и поточных линиях термической обработки. Баки такой конструкции имеются на Ростовском ГПЗ 10. В конвейрных баках охлаждаются детали, поступающие образом, чтобы нагретые до нужной температуры детали попадали на ленту конвейера, расположенную ниже уровня закалочной среды.
Конвейерные из нагреветельных печей. Баки устанавливают относительно печей таким закалочные баки имеют стальной сварной корпус, в котором размещен пластинчатый конвейер. Ведущий вал конвейера и механизм, вращающий его, расположены над баком, а ведомый вал и подшипники, в которых он вращается, находятся в нижней части бака. Лента конвейера собирается из отдельных пластин, прикрепленных к двум цепям. На ведущем валу конвейера посажены две звездочки, тянущие цепи и, следовательно, ленту конвейера. Две звездочки ведомого вала обеспечивают фиксированное расположение ленты конвейера относительно оси бака.
Верхняя ветвь конвейера движется по направляющим, приваренным к боковым стенкам бака, а нижняя ветвь, как правило, висит свободно, что обеспечивает необходимое натяжение ленты конвейера.
Плоскость конвейера, на которую падают детали из печи, располагается ниже уровня закалочной среды на 700—1000 мм. Детали массой до 3 кг падают из печи прямо на ленту конвейера. Более тяжелые детали, чтобы не разрушить пластины ленты конвейера, при падении из печи вначале попадают на лоток и уже с него — на ленту конвейера. Лоток устанавливается на 250— 300 мм выше ленты конвейера.
Скорость движения конвейера в баке зависит от времени охлаждения деталей. Скорость конвейера регулируют изменением передаточного числа приводного механизма. Во избежание нагромождения деталей и неравномерности их охлаждения скорость конвейера бака должна быть в 2—3 раза больше, чем скорость движения деталей в печи. Скорость конвейера зависит и от типа закалочной среды. При закалке в масле скорость конвейера в 2— 3 раза меньше, чем при закалке в воде.
Охлаждение закалочной среды в баке происходит или непосредственно в баке, или в отдельно стоящем теплообменнике.
Для выравнивания температуры закалочной среды в баке место забора в теплообменник и место слива охлажденной среды выполняются на противоположных сторонах бака. В конвейерных закалочных баках для интенсификации процессов охлаждения закаливаемых деталей в ряде случаев устанавливают лопастные насосы. Насосы располагают таким образом, чтобы создаваемый ими поток направлялся в ту часть бака, куда поступают детали из печи.
На рис. 7.4 показан закалочный бак с пластинчатым конвейером. В качестве закалочной среды может быть использована вода или масло. При закалке в воде температура в баке регулируется непрерывной подачей воды по трубе 3. Вода из бака удаляется через окно 7. Данная система удаления закалочной среды обеспечивает поддержание постоянного уровня воды в баке. Расход воды регулируется в зависимости от производительности печи. Датчик
температуры, погруженный в закалочную среду, управляет клапаном 4, установленным на трубе, подающей холодную воду. Для предохранения пластин конвейера от ударов деталей, падающих из печи, в баке установлен лоток 2. После слива закалочной среды через трубу 9 можно, не разбирая ленты конвейера, через люк 8 удалить из бака окалину, детали, ссыпавшиеся с конвейера.
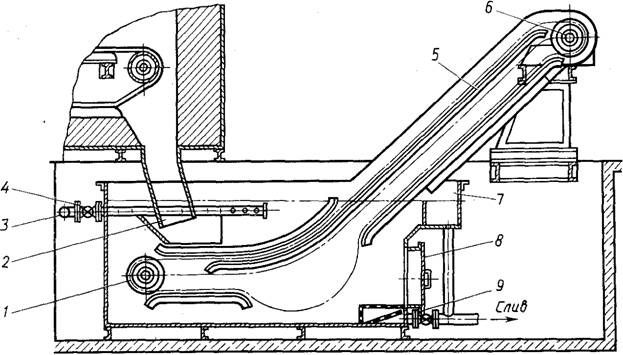
Рис.7.4. Конвейерный закалочный бак:
1 — ведомый вал; 2 — лоток; 3 труба; 4— клапан; 5 — направляющая; 6 — ведущий вал; 7 — переливное окно; 8 — люк; 9 — сливная труба
2. УСТРОЙСТВА ДЛЯ ПОДОГРЕВА, ОХЛАЖДЕНИЯ, ПЕРЕМЕШИВАНИЯ И ОЧИСТКИ ЗАКАЛОЧНЫХ СРЕД
Устройства для подогрева. Для подогрева закалочных сред используются пар, газообразное топливо и электрическая энергия.
При подогреве закалочных сред паром в закалочном баке размещают змеевик из стальных труб. Температура закалочной среды регулируется автоматически путем изменения расхода пара через змеевик. Как правило, подогрев закалочной среды необходим только в начальный период работы печи. В дальнейшем, когда в закалочный бак начинают поступать горячие детали из печи, из-за избытка теплоты температура закалочной среды начинает повышаться, система подогрева отключается.
В ряде случаев для подогрева закалочных сред используется природный газ. Сжигание природного газа осуществляется в радиационной трубе, погруженной в закалочную среду. В радиационных трубах устанавливают инжекционные однопроводные или двухпроводные горелки. Температура закалочной среды регулируется автоматически. При температуре среды ниже заданной
горелка работает на полную мощность, при температуре среды, превышающей заданную, горелка отключается.
Наибольшее распространение для подогрева закалочных сред получили электрические нагреватели, особенно трубчатые электрические нагреватели ((ТЭНы). Электрические нагреватели обычно опускаются в закалочный бак сверху, что позволяет отказаться от дополнительных отверстий в стенах бака, через которые возможна утечка закалочной среды.
Устройства для подогрева сред целесообразно устанавливать таким образом, чтобы прогревались нижние слои закалочной среды, что улучшает перемешивание среды путем ее естественной конвекции.
Устройства для охлаждения. Для охлаждения масла, используемого в качестве закалочной среды, применяют различные конструкции теплообменных устройств. Горячее масло охлаждается водой или воздухом. В теплообменном устройстве охлаждаемая и охлаждающая среды разделены герметичной перегородкой, через которую и осуществляется передача теплоты.
В зависимости от интенсивности тепловыделения в закалочном баке используются теплообменники различной мощности. При охлаждении масла непосредственно в закалочном баке применяют баки с двойными стенками, между которыми пропускается проточная вода. В ряде случаев в закалочный бак опускаются змеевики, сваренные из стальных труб и охлаждаемые водой.
Большой интенсивности охлаждения масла можно добиться путем повышения скорости его движения относительно охлаждаемой поверхности. С этой целью масло из бака отсасывается насосом и под давлением подается в трубчатый теплообменник, охлаждаемый водой. Проходя через теплообменник, масло, соприкасаясь с трубами, охлаждается и направляется в закалочный бак. Подобные маслоохладительные установки работают в автоматическом режиме. При температуре масла в закалочном баке, не превышающей заданную температуру, маслоохладитель не работает. При нагреве масла выше заданной температуры включается насос и масло начинает подаваться в маслоохладитель. Одновременно в маслоохладитель начинает поступать холодная вода. Во время работы маслоохладителя давление масла в нем поддерживается всегда большим, чем давление охлаждающей воды.
В термических цехах наряду с индивидуальными маслоохла-дительными установками применяют и центральные маслоох-ладительные установки или станции. Охлажденное масло из центральной маслоохладитель-ной станции по трубопроводу поступает в закалочные баки различных печей. Масло поступает в баки непрерывно и тем самым обеспечивается постоянная температура закалочной среды.
Устройства для перемешивания. От условий охлаждения деталей в закалочном баке зависит как степень деформации отдельных деталей, так и разброс значений твердости деталей, находящихся в различных местах садки. Устройства для перемешивания закалочной среды как раз и предназначены для создания одинаковых условий охлаждения деталей при закалке. Чем равномернее поле скоростей движения закалочной среды относительно закаливаемых деталей по всему сечению садки (поддона), тем стабильнее результаты термической обработки.
В промышленности применяют различные конструкторские решения, обеспечивающие получение достаточно равномерного охлаждения. В наиболее простом случае в качестве перемешивающего устройства используют крыльчатку вентилятора, вращающуюся в закалочной среде в непосредственной близости от закаливаемых деталей
Более равномерный поток закалочной среды через садку обеспечивается при наличии в баке системы принудительно направленной циркуляции.
Для интенсивного перемешивания иногда в баки подают сжатый воздух, который, проходя через масло, перемешивает его. Такой процесс называется барбатацией или барбатированием. Однако в этом случае может наблюдаться неравномерность охлаждения изделий.
ЗАКАЛОЧНЫЕ МАШИНЫ И ПРЕССЫ
Закалочные машины и прессы предназначены для уменьшения коробления и деформации деталей при закалке. Такие детали, как шестерни заднего моста автомобиля, валики, рессоры и т. п., при обычной закалке имеют повышенную деформацию. В связи с этим подобные детали в горячем состоянии зажимаются в специальном приспособлении и затем погружаются в закалочную среду.
В закалочных прессах и машинах закаливаемая деталь зажимается в штампе. Штамп для закалки шестерен состоит из двух Нижняя часть устанавливается на стол закалочного пресса, а верхняя часть крепится к штоку цилиндра, На рис. 7.5 показан пресс для закалки шестерен заднего моста автомобиля и больших колец диаметром 170—630 мм.
Нижняя 3 часть штампа, состоящая из плиты и установленной на ней втулки, смонтирована на столе 1 пресса. Втулка штампа состоит из отдельных сегментов, имеющих возможность перемещения по плите штампа.
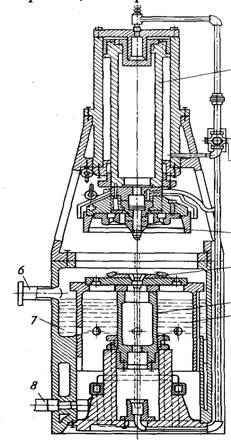
Рис.7.5. Пресс для закалки шестерен
Закалка шестерен производится следующим образом. Закаливаемая шестерня укладывается на нижнюю часть штампа, после чего пневматический цилиндр 5 прижимает верхнюю 4 часть штампа к шестерне. При опускании верхней части штампа пуансон, расположенный на его оси, входит в сегментную втулку и раздвигает сегменты до упора, прижимая их к шестерне. При сбрасывании воздуха из цилиндра 2 стол вместе со штампом и зажатой в нем шестерней опускается вниз и оказывается ниже уровня закалочной среды. Закалочное масло непрерывно поступает по трубе 8 в нижнюю часть пресса, заполняет внутреннее пространство стола и (когда стол находится в верхнем положении) через отверстия в его боковой стенке перетекает в резервуар 7, заполняет его до сливного уровня и удаляется через сливное отверстие по трубе 6.
При опускании стола с закаливаемой шестерней в масло сливные отверстия в боковой стенке стола оказываются перекрытыми и масло в резервуар поступает через щели в сегментной втулке нижней части штампа. Направленная подача масла на шестерню обеспечивает необходимую скорость закалки. Производительность пресса составляет 40—50 шестерен в час.
Для термической обработки тонкостенных изделий, которые должны иметь определенную форму (например листы рессоры), используют специальные гибозакалочные машины.
НАЗНАЧЕНИЕ И ПРИМЕНЕНИЕ ОБРАБОТКИ ХОЛОДОМ
Обработку холодом, т. е. охлаждение стали до температуры ниже О оС, применяют для превращения в мартенсит остаточного аустенита закаленных высоколегированных инструментальных и цементуемых сталей с целью изменения их свойств. Результатом обработки холодом является повышение твердости, стабилизация геометрических размеров обрабатываемых деталей, улучшение магнитных характеристик и т. д.
Обработка холодом проводится в камере с низкой температурой. От окружающего пространства внутренняя полость камеры отделяется стенкой, изготовленной из теплоизоляционного материала.
Для получения минусовых температур применяют твердую углекислоту, жидкий азот и ряд других ожиженных газов. Широкое применение в качестве хладагентов получили фреоны - галлоидные производные насыщенных углеводородов, в которых водород полностью или частично заменен хлором и фтором.
Твердая углекислота (сухой лед) или закладывается непосредственно в камеру, где необходимо получить минусовую температуру, или засыпается в сосуд, где находится спирт, ацетон или бензин. Охлаждение этих жидкостей может быть произведено до температуры — 78 °С.
Жидкий воздух, жидкий кислород и жидкий азот позволяют получить температуру от —180 °С до —190 °С. Охлаждение деталей производится или непосредственно в жидком газе, или в камере, охлаждаемой жидким газом, который пропускается через расположенный в ней змеевик.
Фреоны и ряд других газов используются в установках, в которых получение холода основано на процессе испарения.
В промышленности широко применяют установки, в которых получение холода основано на испарении жидкости. Известно, что на испарение жидкости расходуется большое количество теплоты. Для получения низких температур используют специальные жидкости — хладагенты.
