

МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ
ФЕДЕРАЛЬНОЕ ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
«ДОНСКОЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ»
(ДГТУ)
КАФЕДРА «Технология машиностроения»
ТЕХНОЛОГИЯ И ОБОРУДОВАНИЕ ТОКАРНОЙ ОБРАБОТКИ
Методические указания по проведению лабораторных
и практических занятий
Ростов-на-Дону 2007
Составители: к. т.н., доцент ,
к. т.н., доцент ,
к. т.н., доцент ,
к. т.н., доцент .
Технология и оборудование токарной обработки: Метод. указания по выполнению лабораторных и практических занятий для студентов нетехнологических специальностей очной и заочной форм обучения. - Ростов н/Д: Издательский центр ДГТУ. 2007. - 13 с.
Приведены основные сведения о токарной обработке, оборудовании, инструментах и технологии изготовления деталей. Даны указания на выполнение работы, приведены контрольные вопросы.
Печатается по решению методической комиссии факультета «Технология машиностроения»
Рецензент доцент, к. т.н.
Научный редактор профессор, д. т.н.
ã Издательский центр ДГТУ, 2007
Цель работы:
Ознакомиться с сущностью токарной обработки, структурой и содержанием техпроцесса обработки детали.
Содержание работы:
1. Изучить по методическим указаниям разделы, обеспечивающие достижение целей работы.
2. На токарном станке произвести пробную установку заданной подачи, числа оборотов изделия и глубины резания (с помощью мастера).
3. Установить заготовку и резец.
4. Осуществить включение станка, механизма вращения шпинделя, подачи и ускоренных перемещений суппорта (с помощью мастера).
5. Обработать деталь на станке.
6. Зафиксировать последовательность обработки детали в форме технологического процесса, характеризуя его структуру.
7. Составить отчет.
Сущность токарной обработки
Обработка металлов резанием – это процесс резания режущим инструментом с поверхности заготовки слоя металла в виде стружки для получения необходимой геометрической формы, точности размеров, взаиморасположения и шероховатости поверхности детали.
Чтобы срезать с заготовки слой металла, необходимо режущему инструменту и заготовке сообщать относительные движения.
Технологический метод формообразования поверхностей заготовок токарной обработкой (точением) характеризуется двумя движениями: вращательным движением заготовки V (главное движение) и поступательным движением режущего инструмента резца (движение подачи) S (рис.1). Движение подачи осуществляется параллельно оси вращения заготовки Sпр (продольная подача), перпендикулярно к оси заготовки Sн (наклонная подача). В процессе резания на заготовке различают глубину резания t обрабатываемой поверхности 1, обработанную поверхность 3 и поверхность резания 2.

Рис. 1 - Схема обработки заготовок точением
Токарная обработка осуществляется на токарных станках. Инструментами для токарной обработки являются резцы, сверла, зенкеры, развертки, метчики, плашки и др.
Токарные станки
Токарные станки предназначены для механической обработки поверхностей вращения. На этих станках обрабатываются самые разнообразные детали: валы и оси, втулки и зубчатые колеса, гильзы и стаканы и т. д. Объединяет эти детали то, что они состоят в основном из поверхностей вращения: цилиндрических, конических, торцевых, сферических, резьбовых и др.
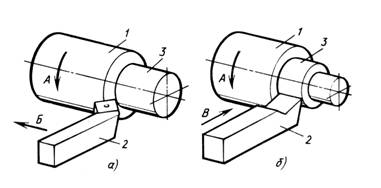
Рис. 2 - Точение внешних цилиндрических поверхностей
Кроме деталей типа тел вращения, на токарных станках обрабатывают поверхности вращения на корпусных деталях (отверстия под подшипники валов), в рычагах и других деталях.
Виды работ, выполняемых на токарных станках. На рис.2. представлены способы точения цилиндрических внешних поверхностей. Заготовке 1 придается главное вращательное движение, указанное стрелкой А. Резцу 3 сообщается прямолинейное движение, параллельное оси вращения заготовки – движение подачи, показанное стрелкой Б.
На рис. 2, б представлен второй способ получения цилиндрической поверхности – точение заготовки 1 резцом 2 с поперечной радиальной подачей (стрелка В).
Подрезание торцовых поверхностей. На рис. 3, а показаны движения заготовки 1 и резца 2 при подрезании плоского торца 3 с поперечной подачей. Плоская торцовая поверхность 3 (рис.3, в) может образовываться при проточке прямоугольной канавки отрезным резцом с поперечной подачей или отрезке детали.
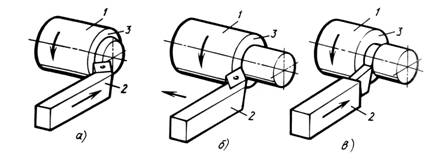
Рис. 3 - Точение торцовых поверхностей
Точение конических поверхностей. Для образования конической поверхности резец необходимо перемещать под заданным углом к оси вращения заготовки. Небольшой угол конусности можно получить на токарном станке смещением центра 2 закрепленного заднего конца заготовки 1 (рис.4, а).

Рис. 4 - Точение конических поверхностей
а – со смещением заднего центра; б – поворотом направляющих частей верхней части суппорта; в – по копирной линейке; г – широким резцом с поперечной подачей
При обработке конических поверхностей 1 с большим углом необходимо изменять направление движения резца 3 поворотом направляющих каретки 2 верхней части суппорта (рис.4, б) либо применением копировального устройства (рис.4, в). Короткие конические поверхности 1 (рис.4, г) можно обработать широким резцом 2 с поперечной подачей.
Обработка фасонных поверхностей. На токарном станке обрабатывают фасонные поверхности. Один из самых простых способов – точение с поперечной подачей фасонного резца 2 (рис.5, а), имеющего профиль контура 1. Фасонные поверхности 1 большой длины (рис.5, б) обрабатывают с помощью копира 2.
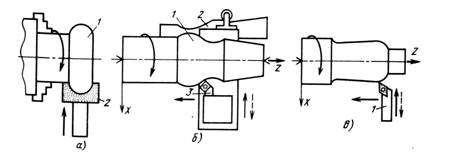
Рис. 5 - Точение фасонных поверхностей
Нарезание резьбы. Одним из наиболее универсальных способов обработки резьбовых поверхностей является нарезание резьбы резцом 2 (рис.5, а) с профилем при вершине, соответствующим профилю впадины резьбы 1. Гребенка 2, имеющая несколько режущих зубьев разной высоты (рис.5, б), позволяет нарезать резьбу 1 за один рабочий ход.
Более простой способ – нарезание резьбы 1 плашкой 2 (рис.5, в), для которой продольная подача необходима лишь в начальный момент врезания, после чего плашка сама навинчивается на заготовку по нарезанному участку резьбы.
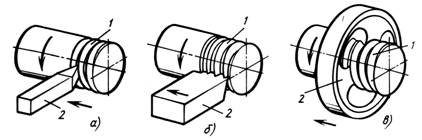
Рис. 6 - Нарезание внешней резьбы
а – резьбовым резцом; б – гребенкой; в – плашкой; г – охватывающее (вихревое) фрезерование; д – наружное фрезерование головкой
Обработка внутренних поверхностей. На рис. 7 показаны способы обработки внутренних поверхностей: растачивание цилиндрической поверхности 1 (рис.7, а) с продольной подачей резца 2; прорезание канавки 1 прямоугольного или фасонного профиля с поперечной подачей (рис.7, б), сверление и развертывание отверстий 1 (рис.7, в) инструментом 2 с продольной подачей; нарезание резьбы 1 резцом 2 (рис.7, г) и метчиком 3 (рис.7, д).
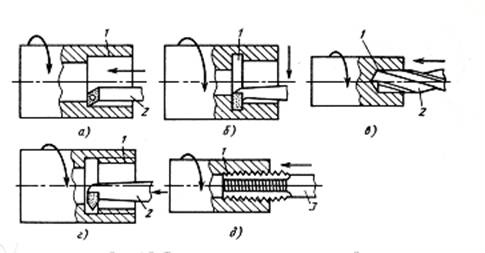
Рис. 7 - Точение внутренних поверхностей
Компоновка токарно-винторезных станков. На рис. 8. показана компоновка токарно-винторезного станка. Заготовка 6 устанавливается в патрон шпинделя 5 и поддерживается центром задней бабки 12. Для вращения заготовки служат электродвигатель 1 и механизм главного движения может сообщать заготовке различную частоту вращения. Резцы закрепляют в резцедержателе верхнего суппорта 8, который может поворачиваться вокруг вертикальной оси. В верхнем суппорте размещен механизм ручного перемещения верхних салазок, который может использоваться для точения конусных поверхностей.
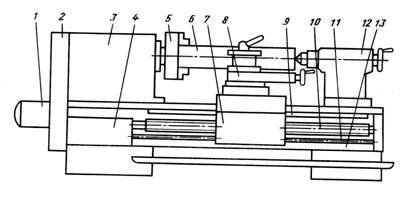
Рис. 8 - Компоновка токарно-винторезного станка
Суппорт 7 перемещается в продольном направлении по направляющим станины 13 с помощью ходового валика 11 или рейки 9, с которой шестерня механизма продольной подачи соединена с помощью ходового винта 10 или разъемной гайки. В суппорте имеется также механизм поперечной подачи, передающий движение от ходового валика к винту поперечных салазок суппорта.
Различные величины подач получают с помощью переключения зубчатых колес с различным числом зубьев, размещенных в коробке подач 4 и связанных передачей 2 со шпинделем.
Токарные резцы
Части и элементы токарного резца
Резец (рис.9) состоит из режущей части и державки, служащей для закрепления резца в резцедержателе. Режущая часть имеет следующие элементы: переднюю поверхность, по которой сходит стружка; главную заднюю поверхность, которая обращена к поверхности резания заготовки; вспомогательную заднюю поверхность, обращенную к обработанной поверхности заготовки; главную режущую кромку, образованную пересечением передней и главной задней поверхностей; вспомогательную режущую кромку, образованную пересечением передней и вспомогательной задней поверхностей; вершину резца, полученную пересечением главной и вспомогательной режущих кромок. Вершина резца может быть острой или закругленной.
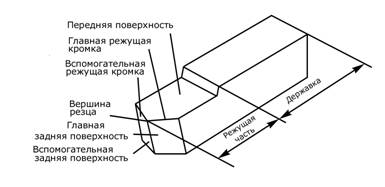
Рис. 9 - Части и элементы резца
Чтобы обеспечить необходимую режущую способность инструмента, получить требуемую точность и качество поверхности детали, необходимо правильно выбрать геометрию резца, т. е. величины углов режущей части резца. Различают главные углы резца (углы рабочего клина) и углы в плане. Главные углы резца (рис.12): передний угол g, главный задний угол a, угол заострения b, угол резания d.
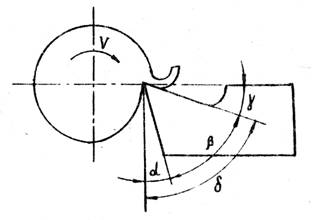
Рис. 10 - Главные углы резца
Углами в плане называются углы между кромками резца и направлением подачи (рис.1). С уменьшением величины главного угла в плане j и вспомогательного угла в плане j1 шероховатость обработанной поверхности снижается.
Классификация резцов
По технологическому назначению различают резцы (рис.11): проходные (рис.11 а, б, в) для обтачивания наружных цилиндрических и конических поверхностей; подрезные (рис.11, г) для обтачивания плоских торцовых поверхностей; отрезные (рис.11, д) для разрезания заготовок; фасонные (рис.11, е, ж) для обтачивания фасонных поверхностей; резьбовые для нарезания наружных (рис.11, з) и внутренних резьб; расточные (рис.11, и, к) для растачивания сквозных и глухих отверстий.
По характеру обработки резцы подразделяются также на черновые, служащие для предварительной обработки, и чистовые, служащие для окончательной (чистовой) обработки.
По конструкции резцы могут быть цельные, выполненные из одного материала, и составные: державка из конструкционной стали, и режущая часть – из специального инструментального материала.
Режущая часть составного резца прикрепляется в державке сваркой припаиванием или механическим прижимом.
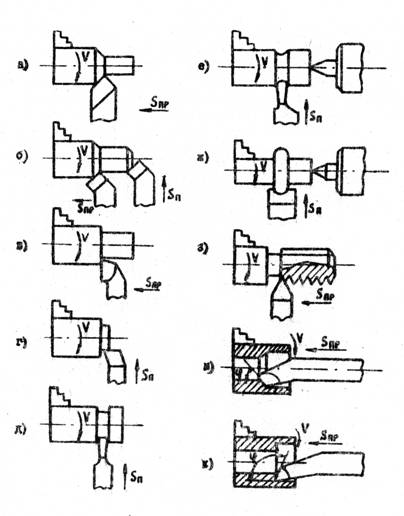
Рис. 11 - Классификация резцов по назначению:
а – проходной прямой; б – проходной отогнутый,
в – проходной упорный; г – подрезной, д-отрезной,
е – прорезной, ж – фасонный, з –резьбовой,
и – расточной проходной, к – расточной упорный
Способы закрепления заготовок на токарных станках
Заготовки небольшой длины закрепляют в токарных патронах. Патроны бывают трехкулачковые самоцентрирующие и четырехкулачковые несамоцентрирующие.
Трехкулачковые самоцентрирующие патроны предназначены для закрепления заготовок цилиндрической формы и с числом граней, кратным трем. Поскольку у этих патронов все кулачки перемещаются одновременно, то обеспечивается совпадение оси вращения шпинделя и заготовки. На рис.12, а показана заготовка в трехкулачковом патроне и условное обозначение этого способа крепления.
В четырехкулачковых патронах кулачок перемещается независимо от остальных. Это позволяет закреплять и центровать заготовки несимметричной формы (плиты, корпусные детали, эксцентриковые валы и т. п.).
При обработке длинной заготовки, когда отношение длины к диаметру больше четырех, недостаточно закрепить её в патроне. Для предотвращения прогиба в процессе обработки второй конец заготовки поддерживают за заранее подготовленное центровое отверстие задним центром, установленным в задней бабке (рис.12,б – условное обозначение).
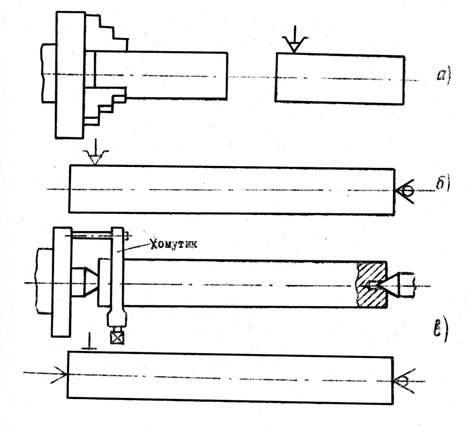
Рис. 12 - Закрепление заготовки в трехкулачковом патроне (а), в патроне с фиксацией второго конца детали вращающимся задним центром (б), в центрах с поводковым патроном
Центровые отверстия (рис.13) сверлят специальным центровочным сверлом в торцевых поверхностях обрабатываемой заготовки.
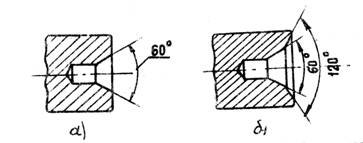
Рис. 13 - Формы центровых отверстий
Установка резца в резцедержателе
Резец устанавливают в резцедержателе таким образом, чтобы вершина его была расположена на уровне оси центров (рис.16). Установку резца контролируют по заднему центру. Под державку резца помещают подкладки из мягкой стали, причём количество подкладок должно быть минимальным, а державка резца должна опираться на подкладки всей поверхности. Вылет резца из резцедержателя не должен превышать полторы высоты державки, т. е. l<1,5Н. Резец закрепляют в резцедержателе не менее чем двумя винтами.
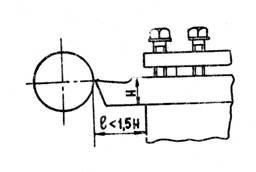
Рис. 14 - Допустимый вылет резца
Технологический процесс токарной обработки
Детали машин изготавливают из заготовок. Заготовка – предмет производства, из которого изменением формы, размеров, шероховатости поверхности и свойств материала изготавливают деталь.
Технологический процесс – последовательность выполнения различных видов обработки, направленная на превращение заготовки в готовую деталь.
Законченная часть технологического процесса, выполняемая на одном рабочем месте, называется операцией. После снятия детали со станка и закрепления новой заготовки начинается новая операция.
Установ – часть технологической операции, выполняемая при неизменном закреплении обрабатываемых заготовок.
Технологический переход - законченная часть технологической операции, характеризуемая постоянством применяемого инструмента и поверхностей, образуемых обработкой (подрезание торца, наружное точение, вытачивание канавки и т. д.).
Полная обработка заготовки за одну операцию характерна для единичного производства. Например, при изготовлении из прутковой заготовки Æ34 детали «Палец» (рис.15) принята такая последовательность (рис.16): проходным резцом I (рис.16, б) подрезают торец. Проходным упорным резцом II обтачивают наружные поверхности Æ32 и Æ25, канавочным резцом III вытачивают канавку шириной 3 мм, резцом I снимают фаску 2х450, отрезают деталь отрезным резцом IV. Затем отрезанную деталь вновь закрепляют в патроне за поверхность Æ25, подрезают второй торец и снимают фаску резцом I.
Таким образом, операция токарной обработки заготовки детали «Палец» выполнялась за два установа, причем за первый установ выполнено пять переходов, а за второй установ – два перехода.

Рис. 15 - Чертеж детали «палец»

Рис. 16 - Технологический процесс изготовления детали «Палец» за одну операцию: а – схема технологического процесса; б – схема наладки резцедержателя;
1-6 – переходы; резцы: I – проходной отогнутый, II – проходной упорный;
III – канавочный, IV – отрезной
Содержание отчета
1. Составить эскиз компоновки токарно-винторезного станка 1К с указанием назначения его основных частей.
2. Описать основные и вспомогательные движения рабочих органов станка, методы установки режимов станка и механизм их осуществления.
3. Выполнить эскиз детали (выдается руководителем).
4. Составить эскиз установки заготовки на станке.
5. Описать виды работ, выполняемых на станке, и указать какие из них будут использованы при обработке детали.
6. Составить техпроцесс обработки детали с указанием эскизов переходов и инструмента.
7. Изложить классификацию резцов и указать какие из них использованы при обработке детали.
Контрольные вопросы
1. Изложите сущность токарной обработки.
2. Назовите основные части токарно-винторезного станка и их назначение.
3. Перечислите режимы резания, основные и вспомогательные движения рабочих органов станка, методы их установки и включения.
4. Расскажите о видах работ, выполняемых на токарных станках
5. Расскажите о конструкции и разновидностях токарных резцов.
6. Как закрепляется заготовка на токарных станках.
7. Что такое технологический процесс и из каких элементов он состоит.
Литература
1. Проектирование металлорежущих станков и станочных систем. Справочник-учебник. – М.: Изд. МГТУ им. Баумана. 2000.
2. , . «Токарные станки и работа на них». - М.: Машиностроение. 1990.
3. Технология конструкционных материалов. Под общ. ред. . - М.: Машиностроение. 1992.
Редактор

В набор. . . В печать. . .
Объем 0,7 усл. п. л., 0,6 уч.-изд. л. Офсет. Формат 60х84/16
Бумага тип N 3. Заказ № 000 . Тираж 180 . Цена.

Издательский центр ДГТУ
Адрес университета и полиграфического предприятия:
344010, г. Ростов-на-Дону, пл. Гагарина, 1.
