
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Лекция 1.12
Изучение зарубежных технологий изготовления композиционных материалов на основе кубического нитрида бора и карбида вольфрама
Аннотация:
Типы оборудования и оснастки, используемые для получения композитов на основе порошков кубического нитрида бора и карбида вольфрама.
Основные технологии синтеза двухслойных композитов на базе нитрида бора и карбида вольфрама.
Обзор промышленных сверхтвердых композитов на основе кубического нитрида бора ведущих мировых производителей.
История сверхтвердых композитов относительно коротка. Способ получения микрокристаллов алмазоподобного нитрида бора был запатентован фирмой General Electric в 1957 году, через несколько лет после первого успешного синтеза алмазов шведской ACEA и самой General Electric. Кроме соединения научных знаний, конструкторских разработок и инженерных находок основу успеха обеспечил материал (твердый сплав) специальных камер, способный удерживать в рабочем объеме давления не менее 5.0 ГПа при температурах до 2500 ºС. Отметим, что в США работы велись на аппаратах высокого давления «белт» (Рис. 1), которые в настоящее время применяются в мировой практике наиболее широко. Конструктивно они представляют собой комплект из двух конических поршней и кольцевого сосуда, скрепленных специальным бандажом. Главным преимуществом аппаратов этого типа является большой рабочий объем, а к основным недостаткам следует отнести сложность системы уплотнений и длительность единичного цикла термобарической обработки.
Основным товарным продуктом этой технологии являются двухслойные пластины диаметром до 100 мм и толщиной рабочего слоя 0.5-0.8 мм, из которых вырезают элементы нужного размера. Усилия, направленные на создание универсальных мелкозернистых композитов привели к следующим результатам: содержание кубического нитрида бора в них составляет 80-90%, средний размер частиц попадает в диапазон от 2 до 4 мкм, а твердость находится на уровне 40 ГПа.
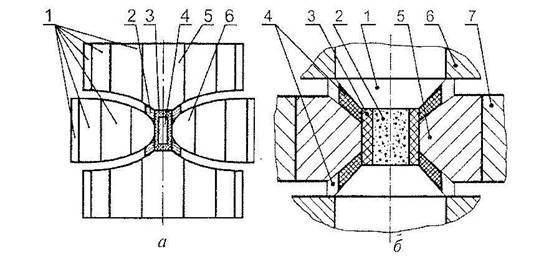
Рис. 1. Схемы аппаратов высокого давления
а - «белт»: 1 – бандажные кольца, 2 – уплотнения, 3 – пирофиллитовый контейнер,
4 – образец, 5, 6 – поршень и кольцевой сосуд из твердого сплава;
б - «гирдл»: 1 – твердосплавный пуансон, 2 – образец, 3 – контейнер,
4 – деформируемые уплотнения, 5 – твердосплавная матрица, 6, 7 - стальные кольца
В КНР для синтеза сверхтвердых материалов и спекания композитов применяют многопуансонные установки с кубической ячейкой высокого давления. Вид такой шестипуансонной установки и ячейка после синтеза показаны на рисунке 2. К преимуществам устройств такого типа следует отнести высокую однородность давления и температуры в рабочем объеме, достаточную простоту снаряжения контейнера и проведения экспериментов. Размеры пластин сверхтвердых композитов, получаемые в установках подобного типа достигает 75 мм.
|
|
|



Рис. 2. Вид кубической установки для синтеза сверхтвердых композитов
Благодаря малым температурным градиентам в камерах «белт» удается получить однородные сверхтвердые композиты, как правило, в виде двухслойных пластин толщиной около 3мм, в которых 2мм толщины занимает подслой из твердого сплава, а 1мм – рабочий слой композита. Практически все мировые лидеры в своих новых разработках пытаются достичь минимального размера частиц сверхтвердой фазы в композите. В таблице 1 приведены некоторые характеристики мелкозернистых композитов ведущих производителей.
Таблица 1
СВОЙСТВА МЕЛКОЗЕРНИСТЫХ КОМПОЗИТОВ НА ОСНОВЕ КУБИЧЕСКОГО НИТРИДА БОРА
производитель | материал | зерно сBN, мкм | % BN/ связка | твердость, HV (ГПа) |
SUMITOMO Япония | BN300 | 0.5 | 60 / TiN | 33-35 |
GE SUPERABRASIVES, США | BZN 6000 | 2.0 | 90 / Co-W | |
TUNGALOY Япония | BX450 | 0.5 | 33-35 | |
ELEMENT SIX Великобритания | DBN 45 | 0.5-1.0 | 31.5 | |
SECO Швеция | CBN 300 | 0.5 | 60% | 33-35 |
BECKER Германия | SBC 40 | 0.5-1.0 | 40% | 30 |
При анализе композита BZN 6000 было установлено/, что подслой представляет собой твердый сплав, близкий по составу к ВК20. В рабочем слое обнаружено небольшое содержание алюминия и титана. По-видимому, введение алюминия и титана происходит путем смешивания с порошком кубического нитрида бора или их предварительного нанесения на поверхность частиц КНБ химическими или физическими методами. Кобальт и вольфрам диффундируют в рабочий слой во время спекания композита в условиях высоких давлений и температур. Результаты анализа шлифа пластины BZN 6000 представлены на Рисунке 3.

Спектр | B | C | N | O | Al | Ti | Co | W |
|
1 | 47.38 | 0.77 | 47.22 | 0.95 | 1.08 | 0.46 | 1.91 | 0.22 | |
2 | 48.53 | 0.50 | 50.54 | 0.76 | 1.49 | 0.47 | 6.23 | 0.48 | |
3 | 44.29 | 1.08 | 6.91 | 47.71 |
Все результаты в атомных %
Рис.3. Вид и результаты элементного анализа композита BZN 6000
Рис. 4. Пример сменных режущих пластин из композита BZN 6000
Заказчикам сверхтвердые композиты поставляются обычно в виде сменных пластин различной формы. Их раскрой производится с помощью лазера или электроискровых методов.
В качестве примера можно привести краткую характеристику сверхтвердых композитов на основе кубического нитрида бора, выпускаемых компанией «Element six», которая производит пять основных марок композитов с торговой маркой Amborite, обозначаемых как AMB90, DBW85, DBA80, DBC50 и DBN45. Числа относятся к объему сBN, содержащегося в каждой из марок, в процентах.
Марки Amborite с высоким содержанием сBN: AMB90, DBW85 и DBA80 в основном применяются для черновой и неокончательной обработки закаленной стали и сплавов на основе железа, а также для любых операций механической обработки серого чугуна. Марки Amborite с малым содержанием сBN, т. е. DBC50 и DBN45 применятся для операций доводки, когда глубина резания составляет менее 0,5 мм. Это объясняется тем, что большая теплопроводность марок с высоким содержанием сBN выгодна при удалении большого количества материала, однако при доводке наблюдается обратная ситуация: малое выделение тепла означает, что материалы с более низким содержанием КНБ и, следовательно, меньшей теплопроводностью обладает повышенной износостойкостью.
Amborite AMB90 представляет собой материал с высоким (приблизительно 90 об. %) содержанием BNc и со сравнительно грубой микроструктурой. Этот материал обладает высокой теплопроводностью и оказался особенно эффективным при обработке твердых материалов на основе черных металлов при скорости съема от средних до высоких. Amborite AMB90 – твердый материал без основы из карбида вольфрама и со связующей фазой на основе алюминиевой керамики, что делает его особенно подходящим для удовлетворения тепловых требований таких операций механической обработки.
Amborite DBW85 поставляется в виде слоя ПКНБ на положке из карбида вольфрама. Этот материал содержит 85% (по объему) сBN, а также связующее на основе вольфрама кобальта и алюминия. Средний размер зерен сBN до синтеза равен 2 микронам. DBW85 является универсальной маркой, которая пригодна для всех типов операций механической обработки.
Amborite DBA80 представляет собой материал со средним размером зерен, содержащим приблизительно 80 % по объему сBN и связующую фазу на основе титана и алюминия, а также основу из карбида вольфрама, что обеспечивает высокую гибкость для оптимального конструирования инструментов.
Amborite DBC50 представляет собой мелкозернистый материал, содержащий приблизительно 50 % по объему сBN в связующей фазе на основе карбида титана. Он обладает повышенной стабильностью кромок при обработке твердых черных сплавов в условиях непрерывной чистовой обработки, что обеспечивает такие преимущества как удлинение срока службы инструмента и улучшение качества обрабатываемой поверхности.
Amborite DBN45 поставляется в виде слоя ПКНБ на подложке из карбида вольфрама. Он состоит из 45 % по объему сBN в керамическом связующем из нитрида титана. Средний размер зерен сBN до синтеза менее 1 микрона. DBN45 обладает чрезвычайно прочной структурой, делающей его особенно пригодным при обработке твердых черных сплавов в условиях прерывистой чистовой обработки. Субмикронный размер зерен в нем позволяет получать чрезвычайно высокую чистоту обрабатываемой поверхности.
