
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Стали с карбидным упрочнением 45Х14Н14В2М, 40Х15Н7Г7Ф2МС содержат повышенное содержание углерода (0,3…0,5%С) и карбидообразующих элементов. В результате закалки и старения формируется структура легированного аустенита с дисперсными карбидами. Применяют для изготовления дисков, лопаток, корпусов газовых турбин и др. с рабочими температурами до 700°С.
Стали с интерметаллидным упрочнением 10Х11Н20Т3Р, 10Х11Н23Т3МР после закалки и старения получают структуру легированного аустенита с включениями дисперсных интерметаллидов (Ni3Ti, Fe3Ti и др.), когерентно связанных с решеткой γ–твердого раствора. Жаропрочность сохраняется до 750…800°С.
8.5. Инструментальные стали
Инструментальные стали применяют для режущего, измерительного инструмента, штампов холодного и горячего деформирования. Основное требование к этим сталям – высокая твердость, что обеспечивается высоким содержанием углерода в сталях (более 0,7%С) и термической обработкой, которая, как правило, заключается в закалке и низком отпуске.
8.5.1. Стали для режущих инструментов
Основные требования к режущим инструментам:
· высокая твердость режущей кромки,
· износостойкость,
· теплостойкость (красностойкость) – способность стали сохранять высокую твердость при нагреве.
8.5.1.1. Углеродистые стали: У7…У13 (У8А…У13А).
Стали У7, У8, У9 применяют для деревообрабатывающих, слесарных и кузнечных инструментов. Их термообработка – закалка и средний отпуск на троостит.
Из сталей У10-У13 изготавливают мелкие метчики, напильники, пилы. Термообработка: закалка + низкий отпуск, структура: Мотп+ЦII+АОСТ, твердость 62…63 HRC.
Углеродистые стали обладают малой прокаливаемостью и малой теплостойкостью (<200°С). Инструмент из углеродистых сталей используют для резания относительно мягких материалов с малой скоростью, так как их твердость сильно снижается при нагреве выше 190…200°С.
8.5.1.2.Низколегированные стали 9ХС, ХВГ, 11ХФ
- обладают более высокой прокаливаемостью. После закалки и низкого отпуска стали получают структуру Мотп+карбиды+Аост, твердость 62…65 HRC, теплостойкость - до 250°С. Применяются для изготовления сверл, фрез, протяжек, разверток диаметром до 45 мм, из стали ХВСГ - до 100 мм.
8.5.1.3. Быстрорежущие стали
- предназначены для инструмента, работающего на больших скоростях резания (резцы, сверла, фрезы, метчики, развертки, плашки, зенкеры). Они обладают высокой теплостойкостью (до 600…650°С), что обеспечивается введением легирующих элементов W, Mo, V, Co, повышающих температуру отпуска мартенсита. В быстрорежущих сталях содержится в среднем 0,8%С, 4,2%Сr, 1…2%V. Основной легирующий элемент – вольфрам, его количество указывается в марке стали: Р9 (9%W), Р18 (18%W). Дополнительно стали могут быть легированы молибденом: Р6М5 (6%W, 5%Mo) и кобальтом: Р6М5К5 (6%W, 5%Mo, 5%Co).
Структурный класс быстрорежущих сталей в равновесном состоянии – ледебуритный. В литом состоянии структура стали состоит из перлита, ледебуритной эвтектики и карбидов: первичных и вторичных. Литую заготовку подвергают ковке для дробления первичных карбидов и отжигу на зернистый сорбит (перлит).
Термообработка готового инструмента из стали Р18: закалка + трехкратный низкий отпуск. Температура нагрева под закалку 1270…1290°С обеспечивает наиболее полное растворение вторичных карбидов и получение высоколегированного аустенита. Охлаждение в масле приводит к получению структуры, состоящей из высоколегированного мартенсита, нерастворенных карбидов первичных и остаточного аустенита (25…30%). Остаточный аустенит снижает режущие свойства стали, и поэтому его повышенное количество в готовом инструменте недопустимо. Проводимый после закалки трехкратный низкий отпуск при температуре 550…570°С снижает количество остаточного аустенита: на каждой стадии отпуска происходит выделение вторичных карбидов, это уменьшает легированность аустенита, который при охлаждении претерпевает превращение в мартенсит. Окончательная структура инструмента – Мотп+карбиды+Аост (1-2%).
Иногда вместо двух первых стадий отпуска для уменьшения количества остаточного аустенита проводится обработка стали холодом (при – 80°С). Окончательная твердость стали после термообработки 63…65HRC.
8.5.2. Стали для измерительных инструментов
Основное требование к этим сталям помимо высокой твердости и износостойкости - сохранение постоянства размеров и формы в течение срока службы. Изменение размеров инструмента при длительной эксплуатации может происходить при самопроизвольном превращении остаточного аустенита в мартенсит. Поэтому термообработка должна предусматривать минимальное количество аустенита остаточного.
Для измерительного инструмента применяют хромистые стали Х, ХГ, ХВГ. Их термообработка: закалка+низкий отпуск. Для снижения количества остаточного аустенита перед отпуском проводится обработка холодом при -70°С. Структура: Мотп+карбиды. Применение: линейки, скобы, плитки, шаблоны, калибры и др.
8.5.3. Стали для штампов
Различают стали для штампов холодного и горячего деформирования.
Стали для штампов холодного деформирования должны иметь высокую твердость, износостойкость, прочность и достаточную вязкость.
Для штампов небольшого размера применяют углеродистые стали У10, У11, У12, для более крупных – стали с большей прокаливаемостью Х, ХВСГ. Термообработка: закалка + низкий отпуск. Структура: мартенсит отпуска и вторичный цементит (карбиды). Твердость после термообработки 62…63 HRC.
Для крупных штампов сложной формы (формовочных штампов, матриц, пуансонов, кузовных штампов) применяют высокохромистые стали ледебуритного класса Х12Ф1 и Х12М, обладающие высокой прокаливаемостью (до 200 мм). После закалки и низкого отпуска стали получают структуру: Мотп+карбиды (Cr, Fe)7C3 и твердость 60…62 HRC.
Стали для штампов горячего деформирования работают в жестких условиях нагружения. Дополнительные требования к ним:
· теплостойкость,
· окалиностойкость;
· разгаростойкость – способность выдерживать многократные нагревы и охлаждения без образования трещин;
Применяют среднеуглеродистые стали (0,3…0,5%С), обладающие повышенной вязкостью: 5ХНМ и 5ХГМ. Термообработка: закалка в масле+высокий отпуск. Структура: троостосорбит, твердость 40…45 HRC, рабочая температура – 500…550°С.
Стали повышенной теплостойкости 4Х5В2ФС, 3Х2В8Ф используют для штампов, работающих с разогревом поверхности до 600…700°С (прошивные пуансоны, матрицы пресс-форм для отливок медных и алюминиевых сплавов и т. д.) После закалки и последующего отпуска при 560…640°С происходит дисперсионное упрочнение мартенсита за счет выделения специальных карбидов М23 C6 и М6C. Структура – троостит, обладающая твердостью 45…50 HRC и достаточной вязкостью.
9. СПЛАВЫ ЦВЕТНЫХ МЕТАЛЛОВ
9.1. Алюминий и его сплавы
Свойства алюминия:
· Тпл=660 ºС;
· кристаллическая решетка ГЦК (не имеет полиморфного превращения);
· низкий удельный вес;
· высокая электро - и теплопроводность;
· высокая пластичность;
· высокая коррозионная стойкость вследствие образования на его поверхности пленки оксида Al2O3;
· высокие технологические свойства – легко обрабатывается давлением, хорошо сваривается.
Классификация алюминиевых сплавов:
1. Деформируемые сплавы:
· сплавы, не упрочняемые термической обработкой;
· сплавы, упрочняемые термической обработкой.
2. Литейные сплавы.
3. Порошковые сплавы.
9.1.1. Деформируемые алюминиевые сплавы, не упрочняемые термообработкой
К этим сплавам относятся сплавы алюминия с марганцем (АМц2), содержащие 1…1,6% Mn, и магнием (АМг2, АМг6), содержащие 2…7%Mg. Структура этих сплавов в равновесном состоянии - твердый раствор легирующих элементов в алюминии. Упрочняют сплавы путем пластической деформации (нагартовки).
Свойства:
· легко обрабатываются давлением;
· хорошо свариваются;
· обладают высокой коррозионной стойкостью;
· обработка резанием затруднена.
Применяются эти сплавы для изготовления строительных конструкций (витражи, двери, оконные рамы и т. д.), емкостей для жидкостей (баки для бензина), палубных надстроек речных и морских судов.
9.1.2. Деформируемые алюминиевые сплавы, упрочняемые термообработкой
Дуралюмины (Д1, Д3, Д6, Д16 и т. п.) – сплавы системы Al-Cu. Основным легирующим элементом является медь. Сплав Д1 содержит 3,8…4,8%Cu, 0,5…1,5% магния, ~0,5% марганца. Согласно диаграмме Al-Cu (рис. 9.1.) в сплавах образуются следующие фазы:
α – твердый раствор меди в алюминии, максимальная растворимость Cu в Al составляет 5,7%;
θ –твердый раствор на основе химического соединения СuAl2, содержащего 54,1%Cu.
Структура сплава Д1 в равновесном состоянии (после литья) α + θII, причем частицы θII располагаются по границам зерен и охрупчивают сплав (рис. 9.2. а).
Рис.9.1. Диаграмма состояния Al-Cu.
Для упрочнения дуралюминов проводится термическая обработка: закалка + старение. Закалка заключается в нагреве до температуры ~ 500°С, при которой хрупкая избыточная θII-фаза полностью растворяется в α-твердом растворе, быстрое охлаждение фиксирует структуру пересыщенного твердого раствора меди в алюминии (рис. 9.2 б, 9.2 а).
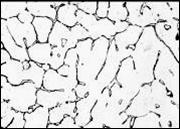
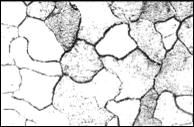
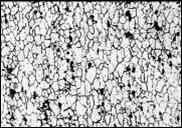
а) б) в)
Рис.9.2. Микроструктуры дуралюмина: а – после литья (α + θII), б – после закалки (α-твердый раствор), в - после закалки и старения.
Для повышения прочности закаленного сплава проводят старение. Старение – это упрочнение закаленного сплава за счет распада пересыщенного твердого раствора и выделения избыточных вторичных фаз в мелкодисперсном виде (дисперсионное твердение).

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 |
