
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Комплексный подход к футеровке промковшей
с целью увеличения серийности разливки открытой струей
1 – ПАО «Енакиевский металлургический завод» (г. Енакиево, Украина), 2 – Corwintec Europe Ltd (г. Дублин, Ирландия), 3 – РХТУ им. (г. Москва, Россия), 4 – НИТУ МИСиС (г. Москва, Россия),
5 – «Сталь» (г. Москва, Россия)
Обеспечение высокой серийности при непрерывной разливке стали является важной задачей сталеплавильного производства. Серийность на разных предприятиях колеблется от 10 до 60 плавок и более. Важную роль в обеспечении высокой и стабильной серийности играет футеровка промежуточного ковша, особенно в зонах наиболее сильного износа. Увеличение стойкости футеровки промковша при непрерывной разливке стали открытой струей и ее стабилизации на высоком уровне имеет актуальное значение для металлургического производства. В этом направлении имеются значительные разбросы в достигнутых результатах: однако, большинство предприятий при бесстопорной разливке стали имеют серийность от 20 до 60 плавок.
В достижении высокой серийности, важная роль отводиться огнеупорным материалам в наиболее ответсвенных зонах промежуточного ковша, которые подвергаются наиболее сильному износу. Данные зоны известны и довольно хорошо изучены: зона падения струи металла из стальковша и зона шлакового пояса.
Однако, в настоящее время системного решения по вопросу повышения стойкости футеровки промковша при разливке стали открытой струей нет.
В данной работе решалась задача повышения стойкости промковша, а соответственно и серийности разливки применительно к условиям ПАО «Енакиевский металлургический завод», г. Енакиево, Украина. Основной задачей работы было увеличение серийности разливки стали низкокремнистого, низкоуглеродистого и углеродистого сортамента на 6 ручьевых МНЛЗ квадрата 150 мм со средней скоростью 3,3-3,6 м/мин (на квадрате 150 мм). В настоящий период на имеющемся парке промковшей достигается стойкость 33-35 плавок.
В данной статье предлагается физико-химическая схема, описывающая причины износа основных участков футеровки промковшей, а также способы повышения стойкости до требуемой (50 плавок).
Наиболее частым основанием для вывода из серии промежуточных ковшей из-за износа футеровки является сквозной износ металлоприемника по бойному месту и износ торкрет-слоя в районе шлакового пояса. Происходит это за счет того, что при увеличении скорости разливки возникает дезбаланс между количеством металла поступающего из стальковша в промковш и истекающего из промковша. При этом возможны периодические падения уровня емкости металла в промковше, что в свою очередь приводит к снижению толщины демпферной «подушки» между зеркалом металла и донышком металлоприемника. Таким образом, при подобных ситуациях именно металоприемник должен гасить ферродинамический удар струи металла. Повышенный износ торкрет-слоя промковша наблюдается при использовании золы рисовой лузги с высоким содержанием SiO2 в качестве смеси для наведения покровного шлака. Значительный износ футеровки в районе шлакового пояса обусловленный взаимодействием основных оксидов (MgO и CaO) из торкрет-слоя с кислым оксидом (SiO2) шлака.
Основной целью данной работы явилась проработка всех имеющихся данных по эксплуатации футеровки промежуточных ковшей в текущих условиях ПАО «ЕМЗ», проведения расчетов по возможности достижения стойкости выше 50 плавок по металлоприемникам и торкрет-слою. Химический состав шлака, %: 8-15 MgO; 15-30 CaO; 35-40 SiO2; 3-8 MnO; 1-4 FeO.
В связи с тем, что шлак содержит высокий оксид марганца, и разливка из стальковша в промковш происходит открытой струей конструкция изделия для гашения динамической энергии струи металла представляет собой вибролитой металлоприемник марки RI-C09TP (см. табл. 1) с боковыми «перетоками» для распределения направления движения металла на 1-3 и 4-6 ручьи (см. рис. 1).
В процессе разливки отмечаются периодические снижения массы металла в промковше ниже 15 т.; за серию до 5-8 раз, в том числе несколько глубоких до 8-10 т. Снижение уровня металла в промковше происходит преимущественно при смене стальковшей и открытии сталевыпускного отверстия кислородом.
В данной работе для расчета оптимальных скоростей разливки и моделирования процесса падения струи металла на донышко металлоприемника использовали методы механики жидкости и технической гидродинамики [1, 2]. Для подбора оптимального состава наводимого покровного шлака, позволяющего обеспечить необходимую серийность разливки на МНЛЗ применялась программа ГИББСтм [3, 4].
При текущем расположении оборудования на существующих МНЛЗ ПАО «ЕМЗ» от донышка стальковша высота до донышка металлоприемника промковша составляет 2100-2200 мм в зависимости от схем футеровки ковшей. При использовании металлоприемников компании «Corwintec Europe Ltd» с толщиной донышка 220 мм, эта высота h1 составляет 2150 мм. При этом высота от донышка металлоприемника до верхнего обреза борта промковша h2 равна 760 мм, а от нижнего обреза стакана-коллектора до зеркала металла при массе металла в промковше 21 т. h3 равна 670 мм. На основании этих данных определено ударное воздействие струи металла на бойную часть донышка металлоприемника с учетом ферродинамического давления металла в сталеразливочном ковше и кинетической энергии струи металла. Можно отметить, что при диаметре сталеразливочного канала шиберного затвора 50 мм, расчетное время разливки одной плавки 135 т. составляет ≈ 47 минут, что подтверждается фактическими данными. При этом ударное воздействие на первых 8-9 минутах разливки составляет от 70 до 40 МПа (см. рис. 2, кривая 1) и со временем уменьшается линейно. Это обусловлено в первую очередь постепенной наполняемостью промковша. С увеличением уровня металла в промковше, образованием демпферного слоя и снижением ферродинамического давления характер ударного воздействия приобретает экспоненциальный характер и сохраняется до массы металла в стальковше 5-7 т. металла. Поэтому для снижения ударного воздействия на металлоприемник при смене стальковшей в серии необходимо поддерживать максимальную массу металла в промковше на первых минутах разливки. Это позволяет максимально снизить давление струи, что подтверждается расчетами разливки в частично и полностью заполненный промковш (см. рис. 2, кривые 2, 3, 4). Это позволяет снизить разрушающее воздействие струи металла в начальный период разливки плавки от 14 % (при остаточной массе металла в промковше 13,5 т) до 27 % (при остаточной массе металла в промковше 23,5 т). Решение подобной задачи в текущих условиях возможно при увеличении емкости промежуточного ковша за счет поднятия борта.
Для опытно-промышленных испытаний были реконструированы 2 промковша с наращиванием борта на 200 мм. Разлито 5 опытных промковшей, результаты серийностей и остаточные толщины по донышку металлоприемника составляют
Промковш п/п | Серийность, плавки | Остаточная толщина по донышку металлоприемника, мм |
1 | 40 | 0 |
2 | 38 | 130 |
3 | 41 | 120 |
4 | 40 | 110 |
5 | 42 | 180 |
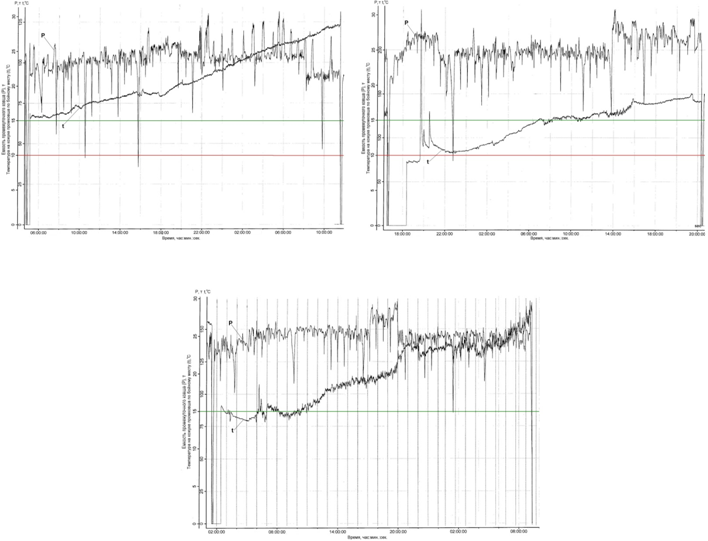
Для анализа выбраны 3 металлоприемника с серийностью: 40 пл. – остаточная толщина 0 мм (см. рис. 3, а), 41 пл. – остаточная толщина 120 мм (см. рис. 3, б, рис. 4, а) и 42 пл. – остаточная толщина 180 мм (см. рис. 3, в, рис. 4, б). На промковше с серийностью 40 пл. отмечены глубокие падения ниже 15 т. – 4 раза, в том числе ниже 10 т. – 2 раза, с серийностью 41 пл. одно падение ниже 10 т и с серийностью 42 пл. одно падение ниже 15 т. При этом можно отметить, что у промковша с серийностью 40 пл. падения были в начале разливки на 4 и 8 пл., а с серийностью 41 пл. на 9 пл., что вызвало интенсивный износ бойного места металлоприемника и средняя скорость износа бойного места составила по 40 пл. – 5,50 мм/пл., по 41 пл. - 2,44 мм/пл. Максимальная остаточная толщина достигнута металлоприемнике после 42 пл. на котором было всего одно падение уровня ниже 15 т. на 35 пл., поэтому средняя скорость износа бойного места составила всего 0,95 мм/пл.
Полученные результаты испытаний подтверждают расчетные значения и позволяют сформулировать условия достижения максимальной серийности:
- при смене стальковшей в серии необходимо поддерживать максимальную массу металла в промковше на первых минутах разливки; исключение падения массы металла в промковше на первых плавках серии, а также в процессе всей разливки ниже 15 т. более 4 раз.
В связи с этим поиск наименее затратных способов для реализации данных условий является актуальным при сложившейся технологии и снижения производительности.
Увеличение скоростей разливки по готовому сорту ведет за собой повышение количества металла приходящего за единицу времени из стальковша в промковш, это достижимо за счет увеличения сталевыпускного канала шиберного затвора. Для анализа влияния максимального ударного воздействия струи металла на бойное место металлоприемника расчет проводился по первой плавке в серии (см. рис. 5). Установлено, что с увеличением диаметра сталевыпускного отверстия и сокращением времени разливки плавки ударное воздействие, имеющие линейный характер, снижается с 70-40 МПа (для Ø50 мм, см. рис. 5 тренд 1) до 70-30 МПа (для Ø60 мм, см. рис. 5 тренд 3), при этом время воздействия струи при 40 МПа сокращается на 3-4 минуты. Также на основании проведенных расчетов можно отметить, что при увеличении диаметра шиберного затвора давление струи металла, оказываемое на донышко металлоприемника промковша в первые 2 минуты практически не изменяется за счет увеличения конусности струи и площади контакта струи с металлоприемником или зеркалом металла (см. рис. 5). Таким образом, увеличение диаметра сталевыпускного отверстия шиберного затвора стальковша не должно оказать существенного влияния на стойкость металлоприемников промковша за счет более быстрой наполняемости промковша, поддержания высокого уровня демпферного слоя и снижения времени максимального ударного воздействия струи металла на бойную часть металлоприемника.
При достижении серийности разливки 40 пл. и более важную роль помимо металлоприемника играет эксплуатация торкрет-слоя в районе шлакового пояса, особенно, если покровный шлак наводится на основе смеси из золы рисовой лузги (см. табл. 2). Для оценки влияния шлака на стойкость торкрет-слоя целесообразно оценить взаимодействие в системе футеровка-шлак. Все эти параметры можно контролировать в процессе разливки при наведении покровного шлака в промковше в зависимости от содержания различных его компонентов. Зависимость свойств шлака от состава характеризуют термодинамические теории растворов. В качестве вычислительного инструмента для расчетов использовался программный продукт ГИББСтм.
Для расчетов использовались данные химического состава шлака и металла (Ст3сп) в течение всей серии разливки и торкрет-массы рабочего слоя промежуточного ковша (см. табл. 2).
В начале серии необходимо определить степень взаимодействия между металлом и торкрет-слоем, и их влияние на образование первичного шлака. Анализ расчетных данных показывает, что в начале первой плавки контактный слой шлака должен насыщать MgO от торкрет-слоя (см. табл. 3, расчет 1). При добавлении золы рисовой лузги, образовавшийся шлак имеет «кислый» состав (см. табл. 3, расчет 2). Низкое содержание основных оксидов (CaO и MgO) в начале первой плавки может способствовать переходу в контактном слое Mn из металла в шлак. В течение первых плавок серии разливки шлак насыщается от торкрет-слоя MgO и СaO, и существенно увеличивается основность (см. табл. 3, расчет 3). Повышение основности способствует снижению содержания MnO в шлаке, что приводит к увеличению межфазного натяжения и загущению шлака [5]. Визуальное проявление этому отображается в образовании настылей по борту промковша.
Исходя из того что система металл-шлак-торкрет слой стремится к равновесию, проведено сравнение фактических данных шлака на 10 плавке в системе металл-шлак с расчетными (см. табл. 3, расчет 4). Результаты имеют незначительные отклонения по содержанию MgO+CaO, связанные с погрешностью фактических измерений и расчетной методики. Таким образом, содержание компонентов в шлаке является оптимальным в данной системе. Для составления более точного состава шлака для достижения квазиравновесия проведен расчет в системе металл-шлак-торкрет слой, который показал, что при разливке данной марки стали с использованием в качестве покровной смеси золы рисовой лузги и торкрет-массы марки FOR-CRW RAL LFE состав шлака (см. табл. 3, расчет 5) более приближен к реальному составу. Далее проведена оценка с учетом насыщения металла кислородом и установлено, что расчетные данные (см. табл. 3, расчет 6 и 7) с указанием этого параметра более точно повторяют анализ шлака по MgO+CaO в промковше на 20-25 плавках серии (см. рис. 6), когда в системе наступает условное равновесие. Полученные результаты позволяют сделать вывод, что для увеличения стойкости торкрет-слоя и снижения его удельного расхода на тонну стали целесообразно в качестве источника для наведения покровного шлака использование вместо золы рисовой лузги смеси с повышенным содержанием MgO (см. табл. 4).
По результатам проведенной работы комплексный подход для оценки эксплуатационных характеристик футеровки промковша позволяет сделать следующие выводы и найти оптимальные условия для достижения максимальных серийностей при непрерывной разливке на МНЛЗ, а именно:
1. Увеличение демпферного слоя металла в промковше позволяет снизить разрушающее воздействие струи металла в начальный период разливки плавки от 14 % (при остаточной массе металла в промковше 13,5 т) до 27 % (при остаточной массе металла в промковше 23,5 т).
2. Установлено, что с увеличением диаметра сталевыпускного отверстия и сокращением времени разливки плавки ударное воздействие, имеющие линейный характер, снижается с 70-40 МПа (для Ø50 мм) до 70-30 МПа (для Ø60 мм), при этом время воздействия струи при 40 МПа сокращается на 3-4 минуты.
3. Проанализирован процесс насыщения MgO шлаков от торкрет-слоя в процессе всей серии и выявлено, что квазиравновесие в системе металл-шлак-торкрет-слой наступает к 20-25 плавке.
4. Для достижения максимального (безопасного) запаса толщины донышка металлоприемника после эксплуатации необходимо: исключить падения массы металла в промковше на первых плавках серии, а также в процессе всей разливки ниже 15 т. более 4-5 раз. Это реализуемо за счет наращивания демпферного слоя в ванне промковша за счет увеличения высоты борта промковша и диаметра сталевыпускного отверстия шиберной керамики стальковша.
5. При работе промковша на максимальных серийностях разливки для снижения удельных затрат по торкрет-слою предпочтительно использовать смеси близкие по своему составу к квазироавновесным в системе металл-шлак-торкрет-слой.
Табл. 1 – Физико-химические показатели изделий из бетона RI-C09TP
Показатели | Типичные значения |
Химический состав, % MgO SiO2 | > 86,0 < 10,0 |
Кажущаяся плотность (110 оС*24 часа), г/см3 | > 2,8 |
Предел прочности при сжатии, МПа 110 оС*24 часа 1500 оС*3 часа | > 70,0 > 50,0 |
Термический коэффициент линейного расширения, % | 0 ~ -1,0 |
Рис. 1 – Общий вид металлоприемника и схема (модель) его работы в промковше
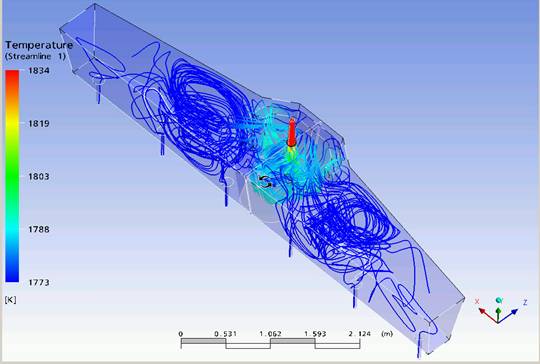
Рис. 2 – Зависимость давления струи металла на донышко металлоприемника промковша по ходу разливки в зависимости от начальной массы жидкого металла в промковше*
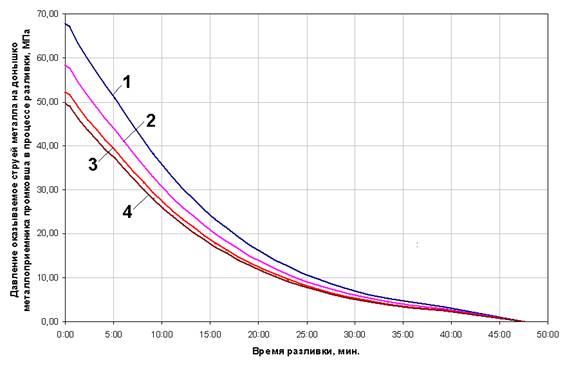
1 – давление струи металла на первой плавке в серии, 2 – давление струи металла при смене стальковша в серии и массе металла в промковше 13,5 т., 3 – давления струи металла при смене стальковша в серии и массе металла в промковше 19,5 т., 4 – давления струи металла при смене стальковша в серии и массе металла в промковше 23,5 т.
* - расчеты проведены для стальковша с диаметром сталевыпускного отверстия шиберного затвора – 50 мм.
Рис. 3 – Изменение емкости и температуры кожуха по бойному месту промковша в течение серии
а б
в
Линии тренда емкости промковша (P) и температуры кожуха по бойному месту (t) в процессе серии: а – 40 плавок, б – 41 плавка, в – 42 плавки, при запасе толщины донышка металлоприемников 0 мм, 120 мм, 180 мм соответственно.
Рис. 4 – Остаточные толщины донышка металлоприемника промковша после раскантовки

а б
а – 120 мм после 41 плавки, б – 180 мм после 42 плавок.
Рис. 5 – Зависимость давления струи металла на донышко металлоприменика промковша от диаметра шиберного затвора
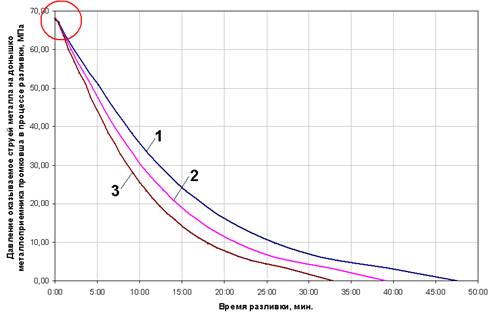
Кривые при диаметре сталевыпускного отверстия шиберного затвора: 1 – 50 мм, 2 – 55 мм,
3 – 60 мм.
Табл. 2 – Химический состав золы рисовой лузги и торкрет-массы для промковша, %
Соединения | Зола рисовой лузги | Торкрет-масса FOR-CRW RAL LFE |
SiO2 | 92-94 | ≤16,0 |
CaO | <0,5 | ≤3,5 |
MgO | <0,5 | ≥70,0 |
Al2O3 | <1,0 | ≤2,0 |
R2O | <1,0 | – |
Feобщ | <1,0 | – |
Fe2O3 | <1,0 | ≤4,5 |
C (сверх 100 %) | 15-20 |
Табл. 3 – Расчетный и фактический химический состав шлаков в различных системах, %
№ расчета | SiO2 | CaO | MgO | Al2O3 | MnO | FeO | |
1 | Металл-торкрет-слой (расчетный) | 27,53 | 4,06 | 66,93 | - | 1,05 | 0,30 |
2 | Металл-зола (расчетный) | 70,54 | 0,64 | 0,43 | 1,13 | 24,44 | 2,28 |
3 | Шлак-зола (расчетный) | 65,77 | 18,69 | 7,95 | - | 5,24 | 2,35 |
4 | Металл-шлак (расчетный) | 55,27 | 27,19 | 12,17 | 0,32 | 2,62 | 2,30 |
На 10 плавке в серии (реальный) | 42,4 | 27,1 | 12,4 | 4,8 | 1,7 | ||
5 | Металл-шлак - торкрет-слой (расчетный) | 46,76 | 24,12 | 19,96 | - | 7,12 | 1,87 |
6 | Металл (0,005 % О)-шлак-торкрет-слой (расчетный) | 48,85 | 23,29 | 19,17 | - | 6,64 | 1,96 |
7 | Металл (0,01 % О)-шлак-торкрет-слой (расчетный) | 50,77 | 22,54 | 18,46 | - | 6,08 | 2,04 |
На 21 плавке в серии (реальный) | 39,9 | 22,9 | 16,2 | 3,9 | 1,8 |
Рис. 6 – Изменение состава шлака в промковше по ходу разливки металла в серии
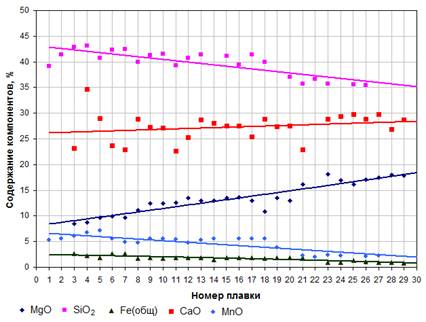
Табл. 4 – Средний состав шлака в промковше и рекомендуемый состав покровной теплоизоляционной смеси
Соединения | Средний состав шлака в промковше начиная с 15 плавки, % | Рекомендуемый состав смеси для наведения покровного шлака, % |
SiO2 | 39,9 | 45,0-55,0 |
CaO | 22,9 | 19,0-26,0 |
MgO | 16,2 | 14,0-18,0 |
Al2O3 | - | ≤ 2,0 |
MnO | 3,9 | ≤ 3,0 |
FeO | 1,8 | ≤ 2,0 |
Список используемой литературы.
1. , Назаров - и теплообмен, гидрогазодинамика металлургической ванны. – М.: Металлургия, 1993, -352 с.
2. , , и др. Экспериментальные методы определения гидродинамических параметров при течении жидких металлов. – Киев: ИПЛ АН УССР, 1975, -89 с.
3. , Филиппов и расчеты металлургических систем и процессов. – М.: Металлургия, 2002, -334 с.
4. , , и др. Моделирование плавки низколегированной стали в электропечи с использованием компьютерной системы ГИББСтм, Труды 7 конгресса сталеплавильщиков, М.: , 2002, С. 309-313.
5. , , Белянчиков основы электросталеплавильных процессов. – М.: Металлургия, 1987, -272 с
