

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
На правах рукописи
Маршалов Максим Сергеевич
Улучшение ТеХНОЛОГИЧЕСКИХ СВОЙСТВ СОТС ДЛЯ СВЕРЛЕНИЯ КОНСТРУКЦИОННЫХ СТАЛЕЙ ЗА СЧЕТ ПРИСАДОК
МЕЗОГЕННЫХ СОЕДИНЕНИЙ ХолестеРОЛА
специальность 05.02.07 — технология и оборудование механической и физико-технической обработки
Автореферат
диссертации на соискание ученой степени
кандидата технических наук
Иваново – 2011
Работа выполнена в ФГБОУ ВПО «Ивановский государственный университет»
Научный руководитель: заслуженный деятель науки и техники РСФСР, доктор технических наук, профессор
Официальные оппоненты: доктор технических наук, доцент
кандидат технических наук
Ведущая организация: ФГБОУ ВПО «Ивановская государственная текстильная академия»
Защита состоится «17» февраля 2012 г. в 14.00 часов на заседании диссертационного совета ДМ 212.062.03 при ФГБОУ ВПО «Ивановский государственный университет» г. Иваново, проспект Ленина д. 136, аудитория 1.
С диссертацией можно ознакомиться в библиотеке ФГБОУ ВПО «Ивановский государственный университет» (153025, г. Иваново, ул. Ермака, д. 37)
Автореферат разослан «17» января 2012 г.
Ученый секретарь
диссертационного совета В. В. Новиков
ОБЩАЯ ХАРАКТЕРИСТИКА РАБОТЫ
Актуальность работы: Улучшение показателей процесса обработки металлов является главной задачей в металлообработке, которая напрямую зависит от эффективности применяемых смазочно-охлаждающих технологических средств (СОТС). Поэтому для достижения данной задачи необходимо совершенствовать СОТС. Одним из наиболее действенных методов их совершенствования является улучшение состава СОТС посредством введения в них различных по природе и химическому строению функциональных присадок.
Общим недостатком применения функциональных присадок является в большинстве случаев их токсичность. Поэтому большой интерес вызывает замещение их в составе СОТС экологически более безопасными аналогами. К одним из таких альтернативных присадок относятся мезогенные соединения холестерола (МСХ). Данные вещества являются наиболее эффективными при трении и резании, по сравнению с другими ЖК соединениями, являются нетоксичными, не обладают канцерогенным действием, полностью биоразложимы. Кроме того, благодаря своему химическому строению молекулы МСХ способны структурироваться в зонах трибологического контакта инструмента и обрабатываемой поверхности, чем достигается их высокая смазочная способность. В последнее время были синтезированы соединения, имеющие высокие температуры термического разложения, что делает возможным применение их в процессах металлообработки.
Работа была выполнена в рамках НИР тематического плана научных исследований ИвГУ по заданию Минобрнауки России.
Цель работы: Улучшение технологических свойств СОТС для сверления конструкционных сталей за счет присадок жидкокристаллических соединений.
Для достижения поставленной цели в диссертационной работе решались следующие задачи:
1.Установить критерии отбора перспективных МСХ в качестве присадок к СОТС и разработать составы новых СОТС с этими присадками.
2.Разработать лабораторный экспериментальный стенд для исследования влияния СОТС на процессы сверления и развертывания и методику проведения испытаний на стенде.
3.Изучить влияние разработанных СОТС на силовые показатели процесса сверления.
4.Оптимизировать состав СОТС, позволяющий улучшить показатели обработки на операциях сверления.
Методы исследования. Работа выполнена на основе фундаментальных положений теории резания металлов, законов физики и химии с применением методов математической обработки экспериментальных данных. Свойства СОТС при резании определяли, измеряя момент резания, интенсивность изнашивания инструмента, а также проводили измерение шероховатости обработанной поверхности.
Научная новизна работы:
1. Сформулированы концептуальные положения по отбору перспективных МСХ для формирования пакета присадок к СОТС для сверления металлов. Предлагается использовать в составе смазочной композиции различные по физическим свойствам присадки МСХ, которые обеспечат непрерывное существование состояния эпитропного мезоморфизма при сверлении в зоне резания и по всей длине рабочей части сверла, где происходит движение стружки.
2. Установлена взаимосвязь смазочного действия СОТС при сверлении различных сталей от вида и содержания ранее неисследованных присадок МСХ.
3. Показан сенергизм действия присадок МСХ с различными температурными областями существования мезоморфизма в улучшении смазочного действия СОТС при сверлении.
Практическая ценность работы:
1.Научные и практические результаты работы реализуются в госбюджетных научно-исследовательских работах, выполняемых на базе трибологического центра и кафедры экспериментальной и технической физики ИвГУ.
2.Разработан лабораторный экспериментальный стенд для исследования влияния СОТС на процессы сверления и развертывания и методика проведения испытаний на данном стенде.
3.Оптимизирован состав СОТС с присадками МСХ, позволяющий повысить качество обработки на операциях сверления за счет снижения силовых показателей процесса на 15 % по сравнению с режущим маслом СП-4.
Соответствие паспорту специальности: Содержание диссертации соответствует следующим областям исследования, указанным в паспорте специальности 05.02.07 — технология и оборудование механической и физико-технической обработки: п. 2 «Теоретические основы, моделирование и методы экспериментального исследования процессов механической и физико-технической обработки, включая процессы комбинированной обработки с наложением различных физических и химических воздействий» и п. 3 «Исследование механических и физико-технических процессов в целях определения параметров оборудования, агрегатов, механизмов и других комплектующих, обеспечивающих выполнение заданных технологических операций и повышение производительности, качества, экологичности и экономичности обработки».
Апробация работы: Основные положения диссертации были доложены на международной научно-технической конференции «Полимерные композиты и трибология (Поликомтриб-2011)» (Гомель, 2011), международной научно-технической конференция «Трибология — машиностроению» (Москва, ИМАШ РАН, 2010), межвузовских научно-практических семинарах «Надежность и долговечность машин и механизмов» (Иваново, ИГИПС МЧС РФ, 2010—2011); окружном молодежном инновационном конвенте (Иваново, 2010), региональных молодежных научно-технических конференциях «Актуальные проблемы трибологии» (Иваново, 2009—2011).
Основные теоретические положения и результаты исследований опубликованы в 9 печатных работах общим объемом 2,2 п. л., лично автору принадлежит 0,6 п. л., в том числе 4 публикации в изданиях, входящих в перечень ВАК.
Обоснованность и достоверность полученных результатов диссертационной работы обеспечиваются корректным применением известных экспериментальных методик, методов статистической обработки экспериментальных данных, адекватностью построенных регрессионных моделей. воспроизводимостью экспериментальных исследований, их корреляцией с данными других авторов.
Личное участие автора состоит в постановке цели диссертационной работы, формулировке задач исследований, проведении экспериментальных и теоретических исследований, обработке полученных результатов, формулировке выводов и положений, выносимых на защиту, подготовке публикаций по теме данной научно-исследовательской работы.
Реализация результатов работы. Результаты данной работы в качестве рекомендаций были переданы на компания КРАНЭКС» г. Иваново.
Структура и объём работы. Диссертация состоит из введения, 5 глав, общих выводов, библиографического списка из 128 наименований и приложения. Основная часть работы изложена на 136 страницах машинописного текста, содержит 56 рисунков, 16 таблиц, 1 приложение.
ОСНОВНОЕ СОДЕРЖАНИЕ РАБОТЫ
Во введении содержится обоснование актуальности предлагаемой работы, сформулирована цель исследования, предложена методическая и теоретическая основа, обозначена научная новизна и практическая ценность.
В первой главе диссертации анализируется состояние проблемы улучшения процессов резания металлов за счет применения эффективных СОТС. Общие принципы создания эффективных СОТС полно изложены в работах , и др.
Одним из наиболее действенных способов их совершенствования является улучшение состава СОТС посредством введения в них различных по природе и химическому строению функциональных присадок. Установлено, что смазочное действие СОТС при обработке металлов тоже во многом определяется их способностью разлагаться по радикальным механизмам, образуя на поверхностях прочные хемосорбированные защитные смазочные пленки.
Общим недостатком применения функциональных присадок является в большинстве случаев их токсичность. Поэтому большой интерес вызывает замещение их в составе СОТС экологически более безопасными аналогами. К таким альтернативным присадкам относятся жидкокристаллические соединения холестерола (МСХ). Данные вещества являются нетоксичными, не обладают канцерогенным действием, полностью биоразложимы. Кроме того, благодаря своему химическому строению, молекулы МСХ способны структурироваться в зонах трибологического контакта инструмента и обрабатываемой поверхности, чем достигается их высокая смазочная способность.
Исследованием присадок МСХ при трении занимались , и др., при резании — научная группа под руководством . Предыдущими исследованиями при обработке нержавеющих сталей была показана высокая эффективность МСХ, содержащих в своем составе атом хлора. Однако наличие в молекуле присадок хлора делает данные присадки экологически небезопасными.
Во второй главе излагаются концептуальные предложения по составлению СОТС с пакетом присадок МСХ для сверления металлов, описывается состав и свойства экспериментальных смазочных композиций.
Известно, что рабочая часть сверла нагрета неравномерно. Температура на главных режущих кромках может достигать 400°C, в то же время при скольжении стружки по винтовым поверхностям температура падает до комнатной. При этом по всей длине рабочей части сверла необходимо обеспечить максимально легкое скольжение стружки. Поэтому предлагается использовать в составе смазочной композиции такие присадки МСХ, которые обеспечат непрерывное существование структурированного состояния при сверлении в зоне резания и по всей длине рабочей части сверла, где происходит движение стружки, высокотемпературные МСХ присадки должны дополняться низкотемпературными.
Кроме того, в состав присадок могут входить атомы химически активных элементов, например хлора, которые в случае трибодеструкции присадки смогут участвовать в трибоактивированных химических реакциях, обеспечивая образование на поверхностях инструмента и заготовки хемосорбированных пленок, если это допустимо экологическими нормами.
Для проведения исследований на основе предложенной нами концепции был разработан ряд экспериментальных составов СОТС.
В качестве базовых масел, в которых растворялись исследуемые присадки были использованы индустриальные масла И-20А, И-40 А (ГОСТ 20799-88), которые являются основой производства всех режущих масел, а также готовые режущие масла СП-4 (ТУ 0258-100-05744685-96), ГСВ-1 (ТУ 0258-199-05744685-2003), которые широко применяются на производстве. СП-4 используется для материалов нормальной обрабатываемости на операциях: обработка на токарных автоматах одно - и многошпиндельных, фрезерование конструкционных углеродистых и легированных сталей, цветных металлов и сплавов. ГСВ-1 предназначено для использования в качестве смазочно-охлаждающего технологического средства при резании конструкционных легированных и коррозионно-стойких сталей на операциях глубокого сверления, протягивания, резьбонарезания.
Данные базовые масла модифицировались введением присадок МСХ марок Х-16 (C45H78O2), Х-18 (C38H66O2), Х-25(С34Н49ClO2), Х-26(С27Н45Cl), Х-37(С42Н66О3), Х-68 (С46Н74О3), а также олеиновой кислоты. Физико-химические свойства присадок приведены в табл. 1. Присадки растворяли на водяной бане в базовом масле при температуре 95…100 °С. Содержание присадок в базовом масле варьировалось от 0 до 3 масс. %. Данные по растворимости присадок в базовых маслах приведены в табл. 2.
|
В третьей главе описаны аппаратура и методики проводимых исследований процесса резания.
Для исследования эффективности смазочной способности СОТС нами был разработан и сконструирован специальный автоматизированный трибометрический стенд с гравитационной подачей инструмента на базе вертикального сверлильного станка JET JPD-10L с патроном 13 мм и максимальным ходом шпинделя 65 мм. Данная схема установки была выбрана как одна из рекомендуемых в литературе для исследования процессов резания. Станок был модифицирован приводом Omron МХ2, позволяющим плавно регулировать частоту вращения шпинделя w в диапазоне частот 1…2450 об/мин. Осевая нагрузка Р на инструмент задавалась навесками в диапазоне до 300 Н.
Сравнительные испытания смазочной способности СОТС при сверлении проходили при рекомендуемых справочниками скоростях резания u = 21.9 м/мин (1040 об/мин), и осевой нагрузке Р = 270 Н. Обрабатываемый материал — наиболее распространенных марок конструкционных сталей Ст3, стали 45 и стали 40Х. Глубина отверстий в экспериментах варьировалась от 6 до 10 мм. Каждый опыт проводился не менее пяти раз, производилась статистическая обработка результатов. Погрешность измерений среднего значения крутящего момента не превышала 5 %, шероховатости 7 %.
Образцы для исследований закреплялись в держателе на столике динамометра, который позволял определять крутящий момент, возникающий при сверлении и развертывании. Сигнал с датчиков динамометра поступал через АЦП на ПК и обрабатывался программой PowerGraph 3.0.
В качестве основного показателея процесса сверления, определяющая смазочную способность СОТС был средний крутящий момент (М), возникающий при обработке. Кроме того, оценивался показатель стабильности процесса К, как отношения числа пиков на диаграмме резания ко времени просверливания отверстия, подача инструмента, как отношение толщины образца ко времени просверливания, период стойкости сверл Т — как время, за которое происходит уменьшение подачи в два раза по сравнению с начальным значением и шероховатость обработанной поверхности.
В четвертой главе описаны результаты эксперимента по сверлению Ст3 с использованием экспериментальных СОТС различных составов (табл. 3).
Установлено, что введение присадок МСХ в индустриальное масло И-20А или режущее масло СП-4 приводит к снижению крутящего момента по сравнению со сверлением без СОТС от 17 % до 27 % в зависимости от вида присадки (рис. 1). Кроме того, в 2…3 раза увеличивает стабильность процесса (рис. 2), до 40 % возрастает период стойкости сверл, в 1.5 раза снижается величина шероховатость поверхности отверстия.
Наибольшую эффективность по совокупности характеристик показал состав 8, содержащий присадку Х-25, являющуюся одновременно и термостойкой и хлорсодержащей. Следующий за ней незначительно уступая по эффективности идет состав 10, содержащий термостойкую присадку Х-37.
Можно сделать вывод, что хлорсодержащие МСХ, не показали существенно более высоких результатов по сравнению с присадками, не имеющими в составе хлора. Это позволяет при создании новых СОТС для сверления не использовать хлорсодержащие присадки МСХ, как потенциально опасные для экологии.
Установлено, что если в качестве базового состава использовать раствор в масле И-20А олеиновой кислоты, дополнительное введение к основе (состав 12) пакета МСХ присадок позволяет получить смазку (состав 14 и 15), превосходящую по смазочным свойствам специальное режущее масло ГСВ-1.
Таким образом, в случае использования пакета присадок МСХ на основе индустриального масла И-20А возможно получать составы СОТС, превосходящие по смазочным свойствам режущее масло СП-4, а на основе состава 10 (И-20А + олеиновая кислота) — составы СОТС, превосходящие режущее масло ГСВ-1.
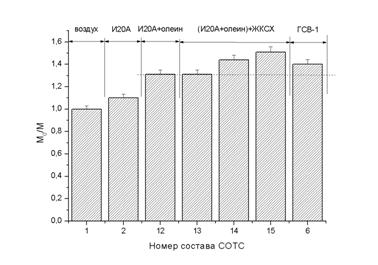
Рис. 3. Влияние присадок МСХ на смазочные свойства СОТС на базе
смазочной композиции И-20А и олеиновой кислоты
Пятая глава посвящена поиску рационального состава СОТС по содержанию присадок МСХ, обеспечивающему в рациональном диапазоне концентраций наилучшее смазочное действие при обработке распространенных конструкционных сталей Ст3, стали 45 и стали 40Х.
Подбор оптимального состава СОТС по содержанию в них данных присадок МСХ и обработка результатов экспериментов проводился с использованием математического планирования эксперимента. В ходе эксперимента варьировалось содержание присадки в СОТС на базе индустриального масла И-20А. В качестве изменяемых параметров были взяты концентрация в СОТС высокотемпературной присадки – Х-37 и низкотемпературной присадки Х-16. За критерий отклика принимался средний момент сверления.
Таблица 4
Уровни варьирования содержания присадки в СОТС
Фактор | Содержание присадки в составе СОТС, масс. % | |
Х-16 | Х-37 | |
Основной уровень(X0,Y0) | 2 | 0,75 |
Интервал варьирования (∆X, ∆Y) | 2 | 0,75 |
Верхний уровень (x, y = 1) | 4 | 1,5 |
Нижний уровень(x, y = –1) | 0 | 0 |
Была выбрана матрица планирования для двухфакторного эксперимента с трехуровневым варьированием факторов. Уровни варьирования содержания присадки приведены в табл. 4.
Для определения погрешности воспроизводимости при каждой комбинации факторов проводилось не менее 3…5 опытов. Кодировка факторов осуществлялась по формулам
![]() . (1)
. (1)
Регрессионная модель искалась в виде полинома второй степени:
М = a0 + a1 x+a2 y + a11 x2+ a22 y2+a12 xy. (2)
Для расчета коэффициентов нашей модели использовался пакет статистической обработки Statgraphics Centurion XV Professional 15.1.02. Уровень значимости каждого коэффициента оценивался по степени их вклада в общую сумму квадратов, обусловленную регрессией, отнесенную к сумме квадратов ошибок (F-отношение или критерий Фишера), величина которого имеет тенденцию к возрастанию с ростом значимости коэффициента. Результаты расчета коэффициентов регрессионной модели приведены в табл. 5.
Таблица 5
Параметры регрессионных моделей влияния концентрации
присадки МСХ на крутящий момент при сверлении сталей
Параметр модели | Вид обрабатываемого материала | ||
Ст3 | Сталь 45 | Сталь 40Х | |
a0 | 0,77 | 0,66 | 0.80 |
a1 | – 0,07 | – 0,02 | – 0.02 |
a2 | – 0,04 | – 0.08 | – 0.02 |
a11 | 0,04 | 0,03 | – 0.10 |
a22 | 0 | – 0,10 | 0.03 |
a12 | 0,05 | 0,02 | 0,01 |
Критерий Пирсона, R2 | 85 | 83 | 89 |
Исследования полученных функциональных зависимостей для наших моделей на экстремумы позволили определить оптимальный состав СОТС по содержанию присадок МСХ для каждого вида стали (табл. 6), а также разработать единый рациональный состав СОТС.
Таблица 6
Оптимизированные составы СОТС
Марка стали | Концентрации, масс. % | Момент резания M, Н×м | Относительная эффективность смазочного действия М/М0 | ||
Х-16 | Х-37 | Рациональная СОТС, М | СП-4, М0 | ||
Ст3 | 2,64 | 1,5 | 0,726 | 0,893 | 1,23 |
Сталь 45 | 3,246 | 1,088 | 0.636 | 0,756 | 1,19 |
Сталь 40Х | 2,15 | 0,954 | 0.803 | 0,936 | 1,16 |
ОСНОВНЫЕ ВЫВОДЫ ПО РАБОТЕ
1. В связи с тем, что рабочая часть сверла нагрета неравномерно, в качестве критерия отбора присадок МСХ может служить температурный интервал существования этих присадок в мезоморфном состоянии. При этом присадки с высокотемпературным диапазоном существования мезофазы 100…200 °С должны дополняться присадками с низкотемпературным диапазоном существования мезофазы — менее 100 °С. Такое сочетание присадок с разными свойствами обеспечит непрерывное существование структурированного состояния граничного смазочного слоя по всей зоне резания – от вершины сверла до выхода стружки из отверстия.
2. Разработанный экспериментальный стенд, с возможностью плавной регулировки частоты вращения шпинделя w в диапазоне частот 1…2450 об/мин и обеспечивающий осевую нагрузку на инструмент до 300 Н, позволяет проводить исследования по изучению различных свойств СОТС при резании на операциях обработки осевым инструментом.
3. Установлено, что в случае использования пакета присадок МСХ на основе индустриального масла И-20А полученные составы СОТС, превосходят по смазочным свойствам при сверлении Ст3 до 10 % режущее масло СП-4, а на основе состава 10 (И-20А + олеиновая кислота) — составы СОТС, превосходящие на 10 % режущее масло ГСВ-1.
4. Показано, что полученные составы СОТС с хлорсодержащими присадками МСХ, не показывают существенно более высоких результатов по сравнению с присадками, не имеющими в составе хлора. Это позволяет при создании новых СОТС для сверления не использовать хлорсодержащие присадки МСХ, как потенциально опасные для экологии.
5. Методом планирования эксперимента были разработаны СОТС рационального состава, которые позволяют снизить силовые характеристики процесса сверления конструкционных сталей Ст3 — до 23 %, Ст45 — до 19 %, Ст40Х — до 16 % по сравнению с режущим маслом СП-4. И улучшить смазочное действие до 43% и режущее до 9% по сравнению с обработкой без СОТС.
Основные положения диссертации отражены
в следующих печатных работах
1. , , Новиков В. В., Сырбу присадок холестерических жидких кристаллов на свойства режущих масел для металлообработки // Жидкие кристаллы и их практическое использование. 2010. Вып. 3 (33). С. 39—46 (перечень ВАК), автора — 0.1 п. л.
2. , , Ткачук исследования трибологических явлений при резании материалов // Трение и износ. 2010. Т. 31. № 5. C. 500—510 (перечень ВАК), автора — 0.1 п. л.
3. , , Новиков В. В., Нуждина режущих масел с присадками жидких кристаллов // Трение и износ. 2011. Т. 32. № 6. C. 489—494 (перечень ВАК), автора — 0.1 п. л.
4. , , Сырбу влияние СОТС с присадками жидких кристаллов на сверление и развертывание отверстий // Металлообработка. 2011. № 6 (66). С. 7—10 (перечень ВАК), автора — 0.2. п. л.
5. , , Сырбу свойств масел с присадками холестирических жидких кристаллов при сверлении // Физика, химия и механика трибосистем. Межвуз. сб. научн. тр. 2010. Вып. 9. С 130—135, автора — 0.1 п. л.
Улучшение ТеХНОЛОГИЧЕСКИХ СВОЙСТВ СОТС ДЛЯ СВЕРЛЕНИЯ КОНСТРУКЦИОННЫХ СТАЛЕЙ ЗА СЧЕТ ПРИСАДОК
МЕЗОГЕННЫХ СОЕДИНЕНИЙ ХолестеРОЛА
специальность 05.02.07 — технологии и оборудование механической и физико-технической обработки
Подписано в печать 12 января 2012 г.
Формат 60x84 1/16. Бумага писчая. Печать плоская.
Усл. печ. л. 1.4. Уч.-изд. л. 0.8. Тираж 100.
Издательство «Ивановский государственный университет»
153025 Иваново,
