
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Комплект настроен на заводе изготовителе.
НЕ ВРАЩАТЬ БЕЗ НАДОБНОСТИ ВИНТЬI РЕГУЛИРОВКИ! |
8.1 Подготовка к работе
8.1.1 Подать напряжение на устройство с источника питания.
8.1.2 Перевести тумблер « п и т а н и е » в положение « в к л.», при этом должен загореться светодиод 1 « п и т а н и е ».
Внимание! Если светодиод « п и т а н и е » не загорается, не включается высокое напряжение, но освещена зона блока электродов, следует проверить полярность подключения устройства к источнику постоянного тока. |
8.1.3 Кнопкой 2 установить режим « о п л а в л е н и е ».
8.1.4 При нажатой кнопке 4 « р у ч » измерительный прибор 5 должен показать ток 10 мА. При несоответствии показаний откорректировать ток оплавления указателем 3 « т о к ».
8.1.5 Указатель 6 « в р е м я » должен стоять в положении 1 сек.
8.1.6 Установить режим « с в а р к а » кнопкой 7.
8.1.7 При нажатой кнопке 4 « р у ч » измерительный прибор 5 должен показать ток 13,5 мА. При несоответствии показаний откорректировать ток сварки указателем 8 « т о к ».
8.1.8 Указатель 9 « в р е м я » должен стоять в положении 3 сек.
8.1.9 Указа« с к о р о с т ь » должен быть установлен на 9 делений, что соответствует скорости – 200 мкм/с.
ВНИМАЛНИЕ! Если при нажатии кнопок « р у ч » и « а в т. » не загорается электрическая дуга, необходимо почистить электроды ключом II при включенном тумблере «п и т а н и е ». |
8.2 Порядок работы:
8.2.1 Установка и юстировка световодов и электродов:
1 Протереть канавки зажимов салфеткой, смоченной спиртом.
2 Промыть подготовленные торца световодов спиртом.
Абсолютная чистота торцов световодов необходима для получения качественной сварки |
3 Установить световод в правом зажиме. Осторожно опустить прижимные планки 1 и 2 (рисунок 2.1).
4 Перемещая тубус 1 микроскопа (рисунок 2.2), получить резкое изображение световода. Торец световода должен находиться в центре поля микроскопа при различных положениях каретки 2.
При необходимости произвести юстировку микроскопа. Проверить качество скола световода.
Рисунок 2.1 – Установка оптического волокна в аппарате
1 Переместить левый зажим в крайнее левое положение, вращая лимб 1 механизма фиксированной подаче против часовой стрелки (рисунок 2.4).
2 Установить световод в левом зажиме так, чтобы он был виден в поле микроскопа. Осторожно опустить прижимные планки 1 и 2 (рисунок 2.3).
3 Свести торцы световодов до зазора +, вращая лимб фиксированной подачи по часовой стрелке (рисунок 2.4), d – диаметр световода.
Рисунок 2.2 – Вид торца оптического волокна в микроскопе
4 Отъюстировать световоды в двух положениях каретки 1 микроскопа: в ближнем положении – ручкой 2, в дальнем – ручкой 3 (рисунок 2.5).
5 Установить электтроды против места стыка световодов ручкой 1 (рисунок 2.6). В случае несимметричного расположения электродов относительно световодов в крайних положениях каретки произвести регулировку блока электродов.
Рисунок 2.3 – Установка оптического волокна в аппарате
Рисунок 2.4 –Микрометрический винт для юстировки оптического волокна
8.2.2 Оплавление световодов
В режиме « о п л а в л е н и е » оплавить электрической дугой торцы световодов, нажимая кнопку 1 « р у ч. » в течение 1 секунды или кнопку 2 « а в т.» до прекращения горения дуги.
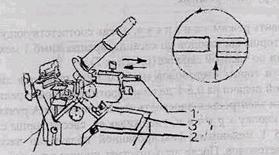
Рисунок 2.5 – Установка соосности оптического волокна

Рисунок 2.6 – Вид оптического волокна перед оплавлением
8.3 Сварка в автоматическом режиме:
8.3.1 Установить режим « с в а р к а », нажав соответствующую кнопку.
8.3.2 Свести торцы световодов до касания, вращая лимб 1 механизма фиксированной подачи по часовой стрелке.
8.3.3 Повернуть рычаг 2 по часовой стрелке до упора. Развести торцы световодов до зазора 5 мкм, повернув лимб 1 против часовой стрелки до упора.
8.3.4 Вывести электроды в плоскость торца световода Б ручкой 1.
8.3.5 Произвести автоматическую сварку световодов, нажав кнопку « а в т » и удерживая ее в этом положении, пока не погаснет электрическая дуга.
8.3.6 Вернуть в исходное положение рычаг 1.
8.3.7 Произвести несколько пробных сварок с перерывом не менее 1,5 мин. и оценить их качество визуально с помощью микроскопа.
Сварку можно считать качественной, если не виден сварной шов, нет утолщения или утонения в месте сварки, отсутствуют какие-либо включения, пузырьки, темные точки.
Окончательно качество сварки можно оценить, измеряя потери оптического сигнала в месте сварки.
8.4 Сварка в ручном режиме:
8.4.1 Установить режим « с в а р к а », нажав соответствующую кнопку.
8.4.2 Свести торцы световодов до касания, вращая лимб 1 механизма фиксированной подачи по часовой стрелке (рисунок 2.7).
8.4.3 Развести торцы световодов на 5-10 мкм, повернув лимб 1 механизма фиксированной подачи на 0,5-1 деление против часовой стрелки.
8.4.4 Вывести электроды в плоскость торца световода А ручкой 1 (рисунок 2.6).
8.4.5 Нажать кнопку « р у ч » и, удерживая ее, свести торцы световодов, поворачивая лимб 1 механизма фиксированной подачи по часовой стрелке до сплавления световодов. После чего опустить кнопку « р у ч ».
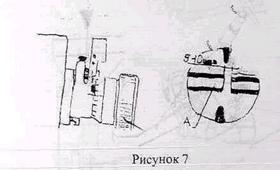
Рисунок 2.7 - Вид оптического волокна перед сваркой
ПОВТОРНОЕ ПОДВАРИВАНИЕ НЕ ДОПУСКАЕТСЯ |
8.4.6 Произвести несколько пробных сварок с перерывом не менее 1,5 мин. и оценить их качество визуально с помощью микроскопа.
Сварку можно считать качественной, если не виден сварной шов, нет утолщения или утонения в месте сварки, отсутствуют какие-либо включения, пузырьки, темные точки.
Окончательно качество сварки можно оценить, измеряя потери оптического сигнала в месте сварки.
8.5 Защита места сварки
Устройство для защиты места сварки 1 должно быть отрегулировано так, чтобы обеспечивать захват и перенос световодов в зону нагрева. В противном случае следует подрегулировать положение захватов 1.
1 Осторожно зажать сваренные световоды захватами 1 устройства для защиты места сварки 1. При этом защитная гильза 2 должна находиться на левом световоде между зажимами 1 и 3 (рисунок 2.8).
2 Открыть зажимы 3 и 4. Повернув захваты 1 на 45°, осторожно сдвинуть защитную гильзу 2 на место сварки световодов.
Место сварки должно находиться в середине защитной гильзы. Перенести сваренные световоды в зону нагрева, повернув захваты 1 вверх до упора. Включить тумблер « н а г р е в » на 1-2 мин. Появление герметика на торцах защитной гильзы является признаком окончания ее усадки.
Включить тумблеры « н а г р е в » и « п и т а н и е » и вывести световоды с гильзой из зоны нагрева.
Через 2-3 мин. освободить сваренные световоды из захватов 1 и снять их.
Рисунок 2.8 – Положение оптического волокна перед термоусадкой
ПРИЛОЖЕНИЕ А
Теоретические сведения
В отличии от традиционных кабелей, затухание в сростках ОВ может достигнуть больших величин, соизмеримых с километрическим затуханием. На затухание сростка большое значение оказывает поперечное смещение осей. На рисунке А1 приведены возможные варианты дефектов сопряжения ОВ (радиальное, угловое и осевое смещение).
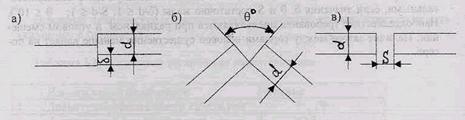
Рисунок А1 – Радиальное (а), угловое (б) и осевое (в)
смещение оптических волокон
При радиальном смещении дополнительные потери определяются из формулы 2.1:
![]() , (2.1)
, (2.1)
где d – диаметр сердцевины ОВ;
δ – радиальное смещение ОВ.
При угловом смещении дополнительные потери определяются из формулы 2.2:
![]() , (2.2)
, (2.2)
где ![]() – апертурный угол волокна;
– апертурный угол волокна;
![]() – угловое смещение ОВ.
– угловое смещение ОВ.
Для пересчета числовой апертуры NА в апертурный угол ![]() приходится находить значения arcsin(NА). Найти значение arcsin(х) можно путем разложения в ряды (формула 2.3):
приходится находить значения arcsin(NА). Найти значение arcsin(х) можно путем разложения в ряды (формула 2.3):
![]() (2.3)
(2.3)
При осевом смещении дополнительные потери определяются из формулы 2.4:
 , (2.4)
, (2.4)
где ![]() – апертурный угол волокна;
– апертурный угол волокна;
d – диаметр сердцевины;
S – осевое смещение ОВ.
Приведенные выражения достаточно хорошо согласуются с экспериментальными, если значения δ, ![]() и S достаточно малы (δ/d ≤ 1; S/d ≤ 1;
и S достаточно малы (δ/d ≤ 1; S/d ≤ 1; ![]() ≤ 10°). Наиболее жесткие требования предъявляются при радиальном и угловом смещении. Наличие зазора между торцами волокон существенно меньше влияет на потери.
≤ 10°). Наиболее жесткие требования предъявляются при радиальном и угловом смещении. Наличие зазора между торцами волокон существенно меньше влияет на потери.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 |
