
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Практическое занятие Резьбы
Цель занятия: Классификация резьб. Изучение основных параметров резьбы. Изображение и обозначение резьб. Резьбовые соединения.
Термины и определения, касающиеся понятия «резьба», содержатся в ГОСТ 11708 – 82.
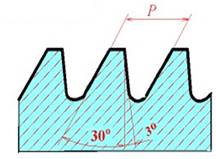
Резьбой называется поверхность, образованная при винтовом движении некоторой плоской фигуры по цилиндрической или конической поверхности так, что плоскость фигуры всегда проходит через ось (рис. 1).
Резьбы изготовляют либо пластической деформацией (накатка на резьбонакатных станках, выдавливание на тонкостенных металлических изделиях), либо резанием (на токарно-винторезных, резьбонарезных, резьбофрезерных, резьбошлифовальных станках или вручную метчиками и плашками); на деталях из стекла, пластмассы, металлокерамики, иногда на деталях из чугуна резьбу изготовляют отливкой или прессованием. Следует отметить, что накатывание резьбы круглыми или плоскими плашками на резьбонакатных станках – самый высокопроизводительный метод, с помощью которого изготовляется бо–
–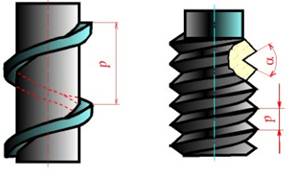
Рис. 1
льшинство стандартных крепежных деталей с наружной резьбой, причем накатанная резьба прочнее нарезанной, так как в первом случае не происходит перерезание волокон металла заготовки, а поверхность резьбы наклепывается.
Геометрическими параметрами, определяющими какую-либо конкретную резьбу, являются:
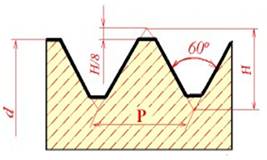
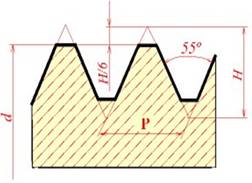
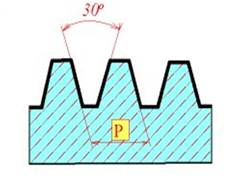
- профиль резьбы – сечение винтового выступа плоскостью, проходящей через ось резьбы (стержня, отверстия)[1]. По форме профиля резьбы подразделяются на треугольные (метрическая – профиль по ГОСТ 9150–811 в виде равностороннего треугольника (рис. 2); трубная цилиндрическая – профиль по ГОСТ 6357–81 (коническая – профиль по ГОСТ 6211 - 81) в виде равнобедренного треугольника (рис. 3)); трапециивидная (трапециидальная – профиль по ГОСТ 9484–81 в виде равнобокой трапеции (рис. 4); упорная – профиль по ГОСТ 10177–82 в виде трапеции, одна сторона которой является рабочей стороной профиля (рис. 5) и упорная усиленная). Прямоугольная – профиль в виде прямоугольника и специальная, различаемые по форме профиля, не стандартизированы;
Рис. 2 |
Рис. 3 |
Рис. 4 |
Рис. 5 |
- номинальный диаметр резьбы (d) – диаметр, условно характеризующий размеры резьбы и используемый при ее обозначении. За номинальный диаметр большинства типов резьб принимается наружный диаметр d – это диаметр воображаемого цилиндра, касающегося вершин наружной резьбы или впадин внутренней резьбы. Внутренний диаметр d1 цилиндрической резьбы – диаметр воображаемого цилиндра, касающегося впадин наружной резьбы или выступа внутренней;
- шаг резьбы (Р) – это расстояние между ближайшими одноименными боковыми сторонами профиля, измеренное вдоль оси резьбы (рис. 1). Шаг резьбы может быть крупным или мелким при одинаковом наружном диаметре резьбы. У резьбы с мелким шагом на одной той же длине вдоль оси резьбы распределено большее количество витков, чем у резьбы с крупным шагом;
- ход резьбы (Рh) – это расстояние вдоль оси резьбы, на которое перемещается деталь за один полный оборот, например, гайка за один полный оборот вдоль оси болта. Для однозаходной резьбы Рh=Р, для многозаходной Рh=Р х n, где n – число заходов.
Классификация резьб
Резьбы классифицируются по целому ряду признаков:
· по форме поверхности – цилиндрическая и коническая;
· по расположению на поверхности – наружная (у болта, винта, шпильки) и внутренняя в отверстиях (у гайки, муфты, в трубе);
· по направлению винтовой линии (направляющей) – правая и левая; предпочтение отдается деталям с правой резьбой, левая используется в особых случаях;
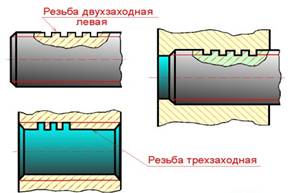
· по числу заходов – однозаходная и многозаходная;
· по форме профиля – треугольная, трапецеидальная, упорная, круглая;
· по назначению – крепежная для соединения, крепления деталей друг с другом, например, метрическая, трубная. Такая резьба неподвижная, как правило, однозаходная. Ходовая – для передачи и преобразования вращательного движения в поступательное, например, упорная, трапециидальная, прямоугольная, используется в домкратах, тисках. Такая резьба подвижная, часто многозаходная. Специальная используется в патронах электрических ламп, окулярная, часовая резьба и т. д.
Изображение резьбы и ее конструктивных элементов
Правила изображения и обозначения резьбы на чертежах всех отраслей промышленности и строительства устанавливает ГОСТ 2.311 – 82.
Наружную резьбу на стержне изображают сплошными основными линиями по наружному диаметру резьбы и сплошными тонкими линиями по внутреннему диаметру, включая фаску. Тонкие линии резьбы на главном виде должны пересекать фаску. На изображениях, перпендикулярных оси, по внутреннему диаметру резьбы проводят дугу сплошной тонкой линией, равную приблизительно 3/4 окружности, разомкнутую в любом месте (рис. 6). Дуга, равная 3/4 окрухности, не должна начинаться и кончаться точно у осевой линии.
Рис. 6 |
Рис. 7 |
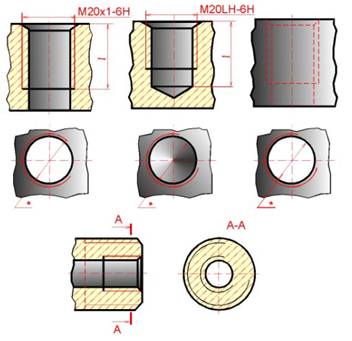
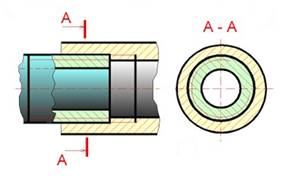
Внутренняя резьба в отверстии на продольном разрезе изображается сплошными основными линиями по контуру отверстия и сплошными тонкими линиями по наружному диаметру резьбы (рис. 7). Внутренняя резьба, показываемая как невидимая, изображается штриховыми линиями одной толщины по наружному и по внутреннему диаметрам. Фаски на стержне с резьбой и в резьбовом отверстии, не имеющие специального конструктивного назначения, в проекции на плоскость, перпендикулярную оси резьбы, не изображают.
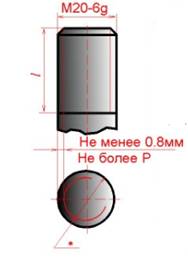
Расстояние между линиями, изображающими наружный и внутренний диаметры резьбы, должны быть не менее 0,8 мм и не более величины, равной шагу резьбы, но обычно выбирается на небольших чертежах от 2 до 2,5 мм.
Границу резьбы проводят до линии наружного диаметра резьбы и изображают сплошной толстой основной или штриховой линией, если резьба изображена как невидимая (рис. 6, 7).
Штриховку в разрезах и сечениях проводят до линии наружного диаметра резьбы на стержне и до линии внутреннего диаметра в отверстии, т. е. в обоих случаях до сплошной основной линии.
Конец глухого резьбового отверстия (гнезда) заканчивается конусом с углом 120° при вершине, остается от сверла. На чертеже размер этого угла не проставляется
(рис. 7).
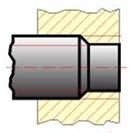
Детали, не имеющие внутренних продольных сквозных отверстий, типа болтов, винтов, шпилек в продольных разрезах условно показываются нерассеченными (рис. 8). При изображении резьбового соединения в продольных разрезах (рис. 9) внутренняя деталь закрывает собой резьбу наружной детали, при этом каждую деталь резьбового соединения штрихуют по-разному, меняя шаг штриховки, ее направление, но угол штриховки остается равным 45°. На поперечных разрезах штриховка завернутой детали выполняется до наружной окружности резьбы, вычерченной сплошной линией.
Рис. 8 |
Рис. 9 |
Pезьбу с нестандаpтным пpофилем показывают одним из способов, изобpаженных на pис. 10, выявляя фоpму пpофиля с помощью местных pазpезов или выносного элемента.
|
|
Рис. 10 |

К конструктивным элементам резьб относятся:
· сбег резьбы – участок резьбы неполного профиля (рис. 11), получаемый по технологическим причинам в зоне перехода резьбы к гладкой части детали;
· недорез – участок изделия, включающий сбег и недовод[2] (рис. 11);
· фаска – срезанная в виде усеченного конуса кромка (рис. 11). Фаска обеспечивает удобство сопряжения деталей, способствует ликвидации острой режущей кромки, получающейся по технологическим причинам на торцах деталей;
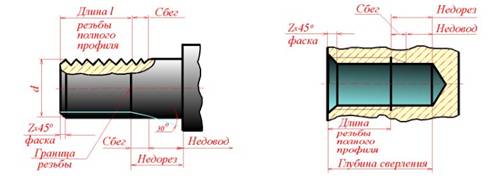
Рис. 11
· проточка резьбовая – кольцевой желобок на стержне или кольцевая проточка в отверстии (рис. 12), выполняемая с целью получения одинакового профиля резьбы на всем нарезанном участке без сбега.

Рис. 12
ГОСТ 10549 – 80 устанавливает размеры сбега резьбы (при отсутствии проточки), размеры недореза, формы и размера проточек для выхода резьбонарезающего инструмента, размеры фасок.
Обозначение резьбы
Стандарты предусматривают условное обозначение резьбы на чертежах.
Обозначение резьбы обычно включает в себя буквенное обозначение, определяющее тип резьбы, а также размер резьбы:
· тип резьбы: М – метрическая, МК – метрическая коническая, G – трубная цилиндрическая, R – трубная коническая наружная, Rc – трубная коническая внутренняя, Tr – трапецеидальная, S – упорная, K – коническая дюймовая;
· наружный диаметр резьбы или условный диаметр прохода для трубной цилиндрической, трубной конической и конической дюймовой резьб.
Также в обозначение резьбы могут входить:
· шаг резьбы, исключая метрические резьбы с крупным шагом, а также шаги резьб трубной цилиндрической, трубной конической, дюймовой и конической дюймовой;
· ход резьбы – для многозаходных резьб;
· условный символ левой резьбы LH (правая резьба не обозначается);
· условное обозначение поля допуска (в учебных чертежах по курсу инженерной графики поле допуска не указывается);
· номер стандарта для резьб дюймовой, дюймовой конической и упорной усиленной резьбы.
Ниже приводятся несколько конкретных примеров обозначения на чертеже различных типов резьб.
Обозначение наиболее распространенных крепежных резьб:
• М5 – метрическая резьба (цилиндрическая) с номинальным диаметром 5 мм; резьба однозаходная, с крупным шагом; правого направления, с нормальной длиной свинчивания;
•МК 30х2LH – метрическая резьба (коническая) на валу или в отверстии с номинальным диаметром 30 мм; резьба однозаходная с шагом 2 мм, левая (буква LH); длина свинчивания – нормальная.
• G 11/2 LH – резьба трубная цилиндрическая, полуторадюймовая, левая. Число, стоящее в обозначении резьбы после буквы G, соответствует размеру внутреннего диаметра резьбы (диаметр условного прохода – Dy), на которой нарезается данная резьба, в дюймах (1" = 25,4мм).
Коническая дюймовая резьба выделяется в отдельную группу, требования к которой содержатся в ГОСТ 6111 – 52:
• R 11/2 – резьба трубная коническая наружная полуторадюймовая, левая.
• Rc 11/2 – резьба трубная коническая внутренняя полуторадюймовая, левая.
Ходовая резьба – трапециидальная:
• Tr20х8 – резьба трапециидальная с номинальным диаметром 20 мм и шагом 4 мм.
Соединения деталей
Изготовление отдельных деталей, за редким исключением, не является самоцелью. Деталь чаще всего вступает в работу лишь в соединении с другими, с которыми она образует изделие (сборочную единицу). В такой иерархии, когда деталь – это структурная единица изделия или действующего механизма, на первый план выдвигается процесс сборки и монтажа – соединения деталей.
Соединения деталей в изделиях могут быть разъемными и неразъемными.
Разъемными называют соединения, многократная сборка и разборка которых возможна без повреждения их составных частей. Наиболее распространенным видом разъемных соединений являются резьбовые соединения.
Резьбовое соединение – это соединение деталей с помощью резьбы, обеспечивающее их относительную неподвижность или перемещение одной детали относительно другой. Резьбовые соединения можно разделить на соединения, осуществляемые непосредственным свинчиванием соединяемых деталей, без специальных соединительных частей и соединения, осуществляемые с помощью специальных соединительных (крепежных) деталей, таких как болты, винты, шпильки и др.
В современных машинах детали, имеющие резьбу, составляют свыше 60 % от общего количества деталей. Широкое применение резьбовых соединений в машиностроении объясняется их достоинствами: универсальностью, высокой надежностью, малыми габаритами и весом крепежных резьбовых деталей, способностью создавать и воспринимать большие осевые силы, технологичностью и возможностью точного изготовления.
Недостатки резьбовых деталей: значительная концентрация напряжений в местах резкого изменения поперечного сечения и низкий КПД подвижных резьбовых соединений.
К стандартным крепежным резьбовым изделиям относятся болты, шпильки, гайки, винты и фитинги. С их помощью осуществляются неподвижные разъемные соединения деталей машин и механизмов.
На крепежных резьбовых изделиях (кроме фитингов) нарезается метрическая резьба с крупными и мелкими шагами по ГОСТ 8724 – 81; допуски резьбы – по ГОСТ 16098 –81.
На фитингах и трубах нарезается трубная цилиндрическая резьба по ГОСТ 6357 –81. Для этой резьбы установлены два класса точности среднего диаметра резьбы – A и В.
Изображение и обозначение резьбовых изделий и соединений
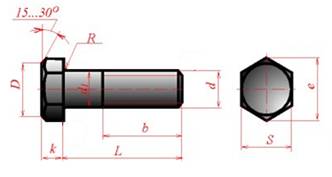
Болт представляет собой цилиндрический стержень с головкой на одном конце и резьбой для гайки на другом (рис. 13). Болты выполняются с шестигранными, полукруглыми и потайными головками, форма которых устанавливается соответствующим стандартом. Болты с шестигранными головками (нормальной точности) получили наибольшее распространение. Эти болты стандартизованы по ГОСТ 7798–70, их обычно рекомендуют использовать в учебном процессе.
Рис. 13 | Параметры болта: d – диаметр болта; L – длина болта; b – длина резьбы; K – высота головки болта; D – диаметр фаски; R – радиус скругления; S – размер под ключ; е – диаметр описанной окружности. Все размеры даны в мм |
Пример условного обозначения: Болт 2М12х1,25-6gх60.58.35X.029 ГОСТ 7798–70: Болт – наименование крепежного изделия; 2 – исполнение (исполнение 1 не указывается); М12 – символ метpической pезьбы и ее наpужный диаметp; 1,25 – мелкий шаг pезьбы, мм (кpупный шаг не указывается); 6g – поле допуска pезьбы по ГОСТ 16093 – 81; 60 – длина болта, мм; 58 – класс пpочности или гpуппа по ГОСТ 17594 – 78; 35X – маpка легиpованной стали или сплава (маpка углеpодистой стали не указывается); 02 – обозначение вида покpытия по ГОСТ 17594 – 87; 9 – толщина покpытия по ГОСТ 9.303 – 84; ГОСТ - номеp стандаpта на констpукцию и pазмеpы |
Гайка представляет собой призму или цилиндр со сквозным (иногда глухим) резьбовым отверстием для навинчивания на гаечный конец болта (рис. 14). По своей форме гайки бывают шестигранные, квадратные, круглые, гайки–барашки и др. Наибольшее применение в машиностроении имеют гайки нормальной точности по ГОСТ 5915 – 70 в двух исполнениях: с двумя наружными фасками (первое исполнение – на чертеже не указывается) и с одной фаской (второе исполнение, на чертеже указывается цифра 2).
Рис. 14 | Параметры гайки: S – размер под ключ; m – высота гайки; D – диаметр фаски; е – диаметр описанной окружности
|
Пример условного обозначения: Гайка по ГОСТ 5915–70 диаметром резьбы d = 16 мм, с крупным шагом Р = 1,5 мм, классом точности 5, исполнение 1: Гайка М 16 ГОСТ 5915–70; то же с мелким шагом Р = 1,25 мм, исполнение 2: Гайка 2 М 16х1,25 ГОСТ 5915-70. |
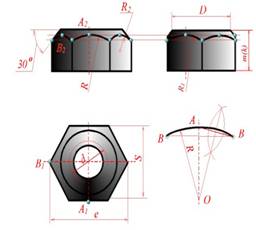
J При изображении на чертеже головки болта и гайки построение проекции кривых линий (гипербол), образованных в результате пересечения граней с поверхностью конической фаски, заменяются дугами окружностей. Для определения положения центров радиусов R, R1, R2 дуг окружностей (рис. 3.13) используются три точки: вершина гиперболы (точка A) и концы гиперболы (точки B), которые определяются по алгоритмам начертательной геометрии.
На сборочных чертежах головки болтов и гайки можно вычерчивать по размерам, которые являются функцией наружного диаметра d резьбы болта.
J Эти размеры используются только для построения изображений, и на рабочих чертежах крепежных изделий они не проставляются. ГОСТ 2.315 – 68 устанавливает упрощенные изображения крепежных деталей на сборочных чертежах и чертежах общих видов.
Шайбы применяют в случаях, если:
• отверстия под крепежное изделие не круглые (овальные или прямоугольные) и опорная поверхность гаек мала;
• необходимо предохранить опорную поверхность детали от задиров при затяжке гайки ключом;
• для предупреждения смятия детали в случае, если она изготовлена из мягкого материала (алюминия, латуни, бронзы).
Шайбы можно вычерчивать по действительным размерам, выбирая их из соответствующих стандартов, либо по условным соотношениям в зависимости от размера резьбы болта или шпильки.
Пример обозначения: Шайба по ГОСТ 11371–78 для стержневой крепежной детали d = 16 мм, класса прочности 3.6, исполнение 1: Шайба 10.3.6 ГОСТ 11371–78.
Для скрепления двух или более деталей небольшой толщины (фланцев и др.) используется болтовое соединение (рис. 15).
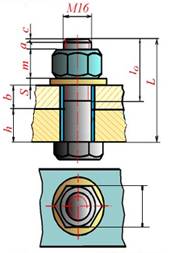
Рис. 15
Для прохода болта скрепляемые детали имеют гладкие без резьбы соосные цилиндрические отверстия с диаметром большим, чем диаметр болта. На конец болта, выступающий из скрепленных деталей, надевается шайба и навинчивается гайка.
Для вычерчивания болтового соединения конструктивные размеры болта, гайки и шайбы берутся из соответствующих стандартов. Для определения длины l болта необходимо составить сборочную размерную цепь, выражающую размерные связи болтового соединения с учетом запаса резьбы на выходе конца болта из гайки.
Аналитически размерная цепь может быть представлена уравнением:
l = b + f + h + S + m + a + z,
где:
b, f, h – толщина соединяемых деталей, мм;
S – толщина шайбы, мм;
m – высота гайки, мм;
a – запас резьбы на выходе болта из гайки, мм; а = (2 – 3 Р), где Р шаг резьбы;
z – высота фаски болта, мм.
Расчетную длину болта следует округлить до ближайшей стандартной длины, взятой из стандартного ряда по ГОСТ 7798–70. По той же таблице определяется длина резьбы.
Если требуется выполнить соединение болтом с точным отображением формы и размеров, то гайки и шайбы подбирают по справочнику в соответствии с ГОСТами. Размеры этих деталей устанавливают в зависимости от диаметра резьбы болта. При изображении болта на чертеже его необходимо расположить с таким расчетом, чтобы на главном изображении были видны три грани головки шестигранника. Диаметры сквозных отверстий d0 в соединяемых деталях определяют по ГОСТ 11284–75.
В соответствии со стандартом (ГОСТ 2.315–68) на сборочных чертежах изображение крепежных деталей (упрощенное и условное) выбирается в зависимости от назначения и масштаба чертежа. Крепежные детали, у которых диаметры стержней равны 2 мм и менее, изображаются условно.
Соединение шпилькой применяют в случае, если соединяемые детали имеют значительную толщину или в одной из соединяемых деталей нецелесообразно из-за ее значительной толщины выполнять сквозное отверстие или из-за отсутствия места для головки болта.
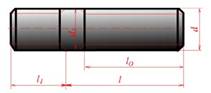
Шпилька представляет собой цилиндрический стержень (рис. 16), имеющий с обоих концов или по всей длине резьбу.
Рис. 16 | Параметры шпильки: d – диаметр шпильки; l – длина гаечного конца; l1 – длина ввинчиваемого резьбового конца; l0 – длина резьбы |
Примеры обозначений: Шпилька по ГОСТ 22034–76 с диаметром d = 16 мм, с круп–ным шагом Р = 2 мм, длиной l = 60 мм, класса прочности 5.8: Шпилька М 16х60. 5.8 ГОСТ 22034–76; то же с мелким шагом Р = 1,5 мм: Шпилька М 16х1,5 Х60.5.8 ГОСТ 22034–76. |
В соединение шпилькой (рис. 17) входит стандартная шпилька, шайба, гайка и скрепляемые детали.
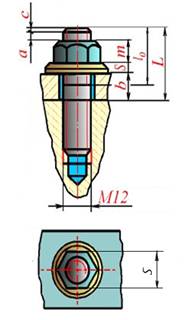
Рис. 17
Нижняя скрепляемая деталь имеет углубление с фаской и резьбой. Длину l1 ввинчиваемого (посадочного) конца шпильки выбирают в зависимости от материала детали из стандартного ряда.
На стяжной конец шпильки надевают другие, скрепляемые с первой, детали, имеющие гладкие соосные цилиндрические отверстия. Диаметр этого отверстия d0 несколько меньше диаметра резьбы и определяется по ГОСТ 19257–73. На чертеже диаметр отверстия равен внутреннему диаметру резьбы шпильки. На конец шпильки, выступающий из скрепляемых деталей, надевают шайбу и навинчивают гайку
Для вычерчивания соединения шпилькой конструктивные размеры шпильки, гайки и шайбы берутся из соответствующих стандартов.
Длина ввинчиваемого (посадочного) резьбового конца – l1 зависит от диаметра шпильки и от ГОСТа на шпильку (таблица 1).
Таблица 1
ГОСТ | Класс | Материал деталей, в резьбовые отверстия которых ввинчивается шпилька | Длина |
22032–76 | В | Сталь, бронза, латунь, | l1 = d |
22033–76 | А | ||
22034–76 | В | l1 = 1,25 d | |
22035–76 | А | Ковкий и серый | |
22036–76 | В | чугун | l1 = 1,6 d |
22037–76 | А | ||
22038–76 | В | l1 = 2 d | |
22039–76 | А | Легкие сплавы | |
22040–76 | В | l1 = 2,5 d | |
22041–76 | А |
Глубина отверстия для ввинчивания шпильки l2 = l1 + 6Р, где Р – шаг резьбы (таблица 2). После сверления отверстия и снятия фаски нарезается резьба (гнездо под шпильку), соответствующая резьбе шпильки. Глубина резьбового участка l3 = l1 + 2Р. В полученное резьбовое гнездо ввинчивается шпилька.
Шаг Р, мм | Диаметр резьбы (d), мм | |||||||||||
6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 22 | 24 | 27 | 30 | |
крупный | 1,0 | 1,25 | 1,5 | 1,75 | 2,0 | 2,5 | 3,0 | 3,5 | ||||
мелкий | 1,0 | 1,25 | 1,5 | 2,0 |
Для определения длины гаечного конца шпильки необходимо составить сборочную размерную цепь, позволяющую определить длину гаечного конца шпильки, обеспечив необходимый запас резьбы на выходе конца шпильки из гайки (размер a).
Аналитически размерная цепь может быть представлена уравнением:
L = b+ S + m + а + z,
где:
b – толщина пpисоединяемой детали, мм;
S – толщина шайбы, мм;
m – высота гайки, мм;
a – запас резьбы на выходе шпильки из гайки, мм;
z – высота фаски шпильки, мм.
Величина b известна; S и m даны в соответствующих стандартах; z и а выбираются по таблице стандарта в зависимости от шага резьбы. Полученный размер L округляется до ближайшего размера стяжного конца шпильки по таблице стандарта. По этой же таблице определяется длина lо резьбового гаечного конца. Глубина l сверленного под резьбу отверстия и длина l1 резьбы подсчитываются по таблице стандарта в зависимости от шага резьбы. Диаметры отверстий под нарезание метрической резьбы выбираются по таблице стандарта в зависимости от номинального диаметра резьбы и шага резьбы. Полученное расчетное значение длины шпильки следует округлить до ближайшего стандартного значения, кратного 5.
Винты применяются для неподвижного скрепления двух деталей или для предотвращения смещения одной детали относительно другой.
Крепежные винты бывают с цилиндрической головкой (ГОСТ 1491–80), винты с полукруглой головкой (ГОСТ 17473–80), винты с полупотайной головкой (ГОСТ 17474–80) и винты с потайной головкой (ГОСТ 17475–80).
Винтовое соединение (рис.18) состоит из винта и двух скрепляемых деталей.
В первой из скрепляемых деталей делается коническая зенковка (углубление под головку) для винтов с полупотайной и потайной головками или цилиндрическая – для винтов с цилиндрической головкой. В другой детали выполняется отверстие несколько больше, чем диаметр стержня.
Для определения длины винта необходимо составить сборочную размерную цепь. Полученный в результате подсчета размер округляется до ближайшего размера длины винта по таблице соответствующего стандарта. По этой же таблице определяется длина нарезанной части винта.
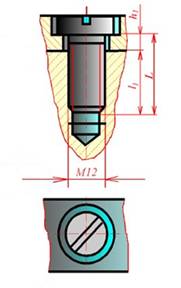
Рис. 18
J Составляя размерную цепь, необходимо обратить внимание на то, что у винтов с потайной и полупотайной головками потайная часть ее включается в длину винта.
Глубина завинчивания винта в детали из стали, бронзы и латуни принимается равной d, в детали из чугуна – 1,2d, в детали из легких сплавов – 2d. В отличие от шпильки граница резьбового участка винта должна выходить за плоскость стыка соединяемых деталей в сторону детали со сквозным отверстием на размер не менее 0,5d (рис. 3.17).
При вычерчивании соединения деталей при помощи винтов конструктивные размеры винтов берутся из соответствующего стандарта. Шлицы головок винтов на сборочных чертежах, на видах сверху (или слева), изображаются под углом 45° к рамке чертежа (рис. 3.17) в соответствии с ГОСТ 2.315–68. Диаметры отверстий в скрепляемых деталях для прохода винтов выбираются по таблице стандарта в зависимости от диметров стержней крепежных деталей. Размеры зенковок под винты с полупотайной, потайной и цилиндрической головками в таблице стандарта в зависимости от номинального диаметра резьбы.
Примеры обозначений: Винт с цилиндрической головкой по ГОСТ 1491–80 диаметром резьбы d = 8 мм, с крупным шагом резьбы Р = 1,25 мм, длиной 50 мм, классом прочности 5,8: Винт М 8 х 50ю5.8. ГОСТ 1491–80; то же с мелким шагом Р = 1 мм: Винт М 8 х 1 х 50.5.8. ГОСТ 149–80.
Для резьбовых соединений между собой водо - и газопроводных труб (при температуре не выше 175Å С и давления до 16 кгс/см2) используют, выполненные из ковкого чугуна фасонные детали, называемые фитингами. Соединительные элементы трубопроводов из чугуна подразделяются по форме на муфты, угольники, тройники, кресты и др.
Муфты используют для соединения двух соосно расположенных труб. Муфты бывают: прямые короткие по ГОСТ 8954–75 (рис. 19); прямые длинные по ГОСТ 8955–75; переходные по ГОСТ 8957–75.

Рис. 3.18
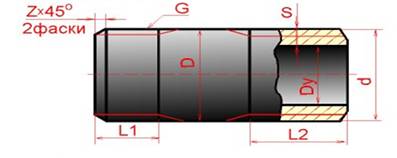
Рис. 19
Муфты на внешней цилиндрической поверхности имеют ребра, количество которых зависит от DY и может быть равным 2; 4; 6.
При вычерчивании соединения труб муфтой (рис.19) конструктивные размеры труб, муфты и контргайки берутся из соответствующих стандартов.
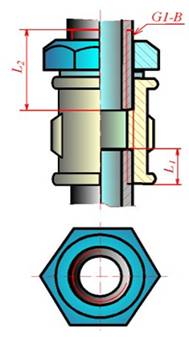
Рис.3.19
На одной трубе длина резьбы со стороны муфты должна быть L1, на другой - L2. Каждая из труб ввинчивается в муфту на величину L1. Контргайка навинчивается на трубу со стороны более длинной резьбы (L2) и служит для стопорения муфты.
Примеры обозначения: Муфта прямая короткая, предназначенная для соединения труб с DY = 20 мм: Муфта короткая 20 ГОСТ 8954-75.

Рис. 3.20. Изображение муфты прямой короткой по ГОСТ 8954-75:
l – длина муфты; b – ширина футорка; b1 – ; b2 – h – высота футорка;
t1, t2 – длины ребра

Рис. 3.21
В соединениях труб с помощью муфт используются контргайки (рис. 3.22) по
ГОСТ 8961–75 и сгоны (рис. 3.23) по ГОСТ 8969–75.
Рис. 3.22. Изображение контргайки по ГОСТ 8961–75:
H – высота гайки; S – размер «под ключ»

Рис. 3.23. Изображение сгона по ГОСТ 8969–75:
Lc – длина сгона; l1, l2 – длины резьбы
Сгон представляет собой короткую трубу с нарезанной на ней с обоих концов резьбой разной длины. Конец сгона с длинной резьбой предназначен для соединения с муфтой. Короткой резьбой сгон соединяется с запорной арматурой (вентили; краны; клапаны и др.)
Примеры обозначения контргайки и сгона: Контргайка с DY = 15 мм. Контргайка 15 ГОСТ 8961-75; Сгон с DY = 15 мм. Сгон 15 ГОСТ 8969-75.
Контрольные вопросы
1. Как образуется и какими параметрами характеризуется резьба?
2. Перечислите стандартные резьбы.
3. Как обозначается резьба на чертеже?
4. Как обозначаются резьбы? В каких случаях указывается шаг метрической резьбы?
5. В чем особенность трубной, конической резьб?
6. Какие соединения называются разъемными?
7. Какое соединение называется резьбовым?
8. Перечислите типы резьбовых соединений.
9. В каких случаях используется болтовое соединение, соединение шпилькой, винтом?
10. От чего зависит длина ввинчиваемого резьбового конца шпильки, винта?
11. Перечислите виды трубных соединений.
[1] Ось резьбы – прямая, относительно которой происходит винтовое движение плоского контура, образующего резьбу
[2] Под недоводом понимается величина недорезанной части детали между концом сбега и опорной поверхностью детали
