

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Определения, обозначения, нормативные ссылки
В представляемой работе использовались следующие термины с соответствующими определениями:
В данной выпускной квалификационной работе были применены следующие сокращения.
3D (3Д) – 3 dimensional, 3 измерения (3-х мерный);
ПК – персональный компьютер;
СИ – средства измерения;
ПО – программное обеспечение;
При выполнении данной выпускной квалификационной работы была использована следующая нормативно-техническая документация:
1. ГОСТ Р 12.1.009-2009 Система стандартов безопасности труда. Электробезопасность. Термины и определения.
2. СанПиН 2.2.2/2.4.1340-03 Гигиенические требования к персональным электронно-вычислительным машинам и организации работы.
3. СП 52.13330.2011 Естественное и искусственное освещение. Естественное и искусственное освещение.
4. СанПиН 2.2.4.548-96 Гигиенические требования к микроклимату производственных помещений.
5. ГОСТ 12.1.007-76 Система стандартов безопасности труда. Вредные вещества. Классификация и общие требования безопасности.
6. СНиП II-4-79 Строительные нормы и правила. Часть II. Нормы проектирования.
7. ГОСТ 12.2.032-78 Система стандартов безопасности труда. Рабочее место при выполнении работ сидя. Общие эргономические требования.
8. СанПиН 2.2.2/2.4.1340 – 03 Гигиенические требования к персональным электронно-вычислительным машинам и организации работы.
9. СН-245-71 Санитарные нормы проектирования промышленных предприятий.
10. НПБ 105-03 Определение категорий помещений. Зданий и наружных установок по взрывопожарной и пожарной опасности.
11. СНиП 21-01-97 Пожарная безопасность зданий и сооружений.
12. СНиП 23-05-95 Естественное и искусственное освещение.
13. СанПиН 2.2.2.542-96 Гигиенические требования к видеодисплейным терминалам, персональным электронно-вычислительным машинам и организации работы.
14. СНиП II-2-80 Противопожарные нормы проектирования зданий и сооружений.
Введение
В начале 90-х годов прошлого тысячелетия на рынке постепенно началась складываться тенденция ухода от больших серийных партий и переходу к мелкосерийному производству. В связи с этим, у мелкосерийных фирм возникла необходимость изготовления собственных форм и прототипов изделий, которые раньше производились только на крупных заводах. Для изготовления необходимых форм очень удобно было использовать небольшие станки с ЧПУ.
Следующим шагом «эволющии» станков для изготовления различных форм, стало появление устройств, способных создавать 3Д модели путем их послойного наращивания.
На данный момент 3Д печать очень широко известна и применяется не только на мелких производствах. Существует большое разнообразие моделей, которые позволяют пользователю печатать 3Д прототипы своих макетов и разработок. Качество печати складывается из нескольких факторов, таких как выбор конструкции принтера, обдув, фиксация детали на столе и т. д. Для получения деталей высокого качества далеко не последнюю роль играет качество материала для печати. От материала для 3Д печати зависят температурные настройки для нагревательного стола и сопла экструдера. Так, при некачественном расходном материале производитель рискует потратить ресурсы (электроэнергию и время)на печать изделия впустую, получив в результате некачественный продукт или продукт с низкими характеристиками.
Если постепенно на Российском рынке появляются компании, производящие 3Д принтеры, то с производством материала для 3Д печати все обстоит намного хуже. Большинство фирм, занимающихся 3Д печатью, покупают пластик, у иностранных производителей. В связи с этим наблюдается высокая цена на продукцию печати и на расходные материалы в целом.
Фирмы, которые производят пластик самостоятельно сталкиваются с проблемами, решение которых позволило бы им выйти на рынок с товаром, цена которого будет намного ниже зарубежных аналогов, при том же качестве.
Одной из таких проблем является контроль диаметра пластиковой нити при ее изготовлении. Готовые приборы и решения в данной области, как правило, имеют очень высокую цену (порядка 100.000 рублей), либо не обеспечивают заданной точности (требуемая погрешность должна быть около ±0,03 мм).
На данный момент известно несколько основных методов измерения диаметров, с использованием различных СИ. При этом прослеживается тенденция ухода от чисто механических устройств и введения в цепь измерений микроконтроллеров или программируемых ЭВМ. Усовершенствование современных средств измерений, в большей степени, происходит за счет интеграции программной и аппаратных частей приборов, при этом, особое внимание уделяют ПО.
К сожалению, большинство методов измерения диаметров, за редким исключением не подходят для измерения неметаллических изделий, в частности, полимерных нитей, с высокой точностью. Те методы, которые обеспечивают необходимую точность либо требуют больших материальных затрат, либо довольно сложны для реализации мелкими предприятиями.
1. Обзор литературы
Обзор литературы по ключевым словам тематики диссертации позволил сделать вывод, что на сегодняшний момент отсутствуют устройства, разрабатываемые для измерения и контроля диаметра полимерных нитей при производстве расходных материалов для 3Д печати. Естественно, для этих целей некоторыми производителями используются приборы, которые проектировались для других целей, но применимы и для рассматриваемой задачи.
В большинстве случаев приборы измерения диаметра используются либо в сталелитейной промышленности при производстве труб, либо в кабельной промышленности при производстве кабелей. Приборы, которые проектировались для измерения диаметра металлических труб, не могут применяться при производстве нитей из пластика, так как зачастую используют методы, которые не применимы к измерению неметаллических объектов или же требуют условий, которые невозможно обеспечить при производстве полимерной нити [1, 2, 3].
На данный момент разработанные приборы недоступны для использования в домашних условиях или на малом предприятии. Большинство из них имеют значительные массогабаритные параметры, не позволяющие устанавливать их компактно к выходу экструдера [4,5,6]. Именно маленькое расстояние от конца экструдера до измерительного прибора позволит повысить качество производимой пластиковой нити.
Цены рассмотренных выше комплектов для измерений в несколько раз больше, чем средняя цена современных 3Д принтеров, поэтому, для большинства обычных пользователей, которые хотят сэкономить на приобретении расходных материалов для печати, недоступны.
По состоянию на июль 2014 года, в России пластик для 3Д принтеров производили всего 3 фирмы. «REC» — Русская Экструзионная Компания. Производитель нитей PLA, ABS, HIPS, FLEX (1,75 и 2,85 мм) с 2012 года. Московская компания «SEM» выпускает отечественный пластик с 2013 года. И, естественно, томская фирма «BestFilament», которая разработала принципиально новый метод экструзии пластиковой нити [7,8,9].
Обзор информации из сети «интернет» показал, что начиная с 2012-х годов, многие энтузиасты 3Д прототипирования самостоятельно пытались создать установки по производству расходного материала для собственных нужд. В большинстве случаев проекты били однотипные и различались лишь в некоторых несущественных деталях. Чаще всего, авторы упирались в проблему слишком большого разброса значений диаметра получившейся пластиковой проволоки [10,11]. В исключительных же случаях, авторы продолжали совершенствовать свои конструкции, и даже наладили производство устройств. Например, Marek Senicky в 2013 году начал создавать подобное устройство. Сейчас он совершенствует модель, а так же продает специально разработанные измельчители (shredders) для пластиковых отходов и неудачных продуктов 3Д печати [12]. К сожалению, разработчики не стали рассматривать возможность дополнительного контроля диаметра пластиковой нити после выхода с экструдера, довольствуясь, в лучшем случае, ПИД регулированием для плавного вращения шнеков.
Существуют более качественные версии устройств для создания полимерных нитей из гранул и пластикового вторсырья. Наиболее известна, пожалуй, фирма FILABOT, представленная линейкой экструдеров и дробилкой для пластика [13]. Фирма заявляет, что ее продукция позволяет создавать пластиковую проволоку с погрешностью +/- 0.05мм, что не является очень уж выдающимся достижением при заявленной цене экструдера последней версии -2149 евро. Документации, подтверждающей использование в конструкции устройства измерения и контроля диаметра, не найдено. Очевидно из-за коммерческой направленности продуктов фирмы.
2. Объект и методы исследования
2.1. Методы и средства измерений. Общая информация
Переход от простых средств измерений к более сложным и технологически практичным системам можно описать следующей последовательностью:
1) электромеханические измерительные механизмы;
2) измерительные механизмы с дополнительными устройствами;
3) электронные измерительные приборы;
4) цифровые измерительные приборы;
5) информационно-измерительные системы;
6) измерительно-вычислительные комплексы;
7) процессорные измерительные средства;
8) интеллектуальные информационно-измерительные системы [14].
В данной последовательности отчетливо прослеживается увеличение значимости программного обеспечения. При этом, в большинстве случаев, необходимо осуществить преобразование рассматриваемого измеряемого параметра в соответствующий электрический сигнал. После преобразования полученная величина с относительной легкостью может быть использована как ЭВМ, так и более меньшим по размеру микропроцессором.
За получение информации до ее преобразования в электрический сигнал отвечают датчики или первичные преобразователи. Первичный преобразователь - преобразователь, на вход которого поступают воздействия или сигналы от объекта управления или от внешней среды, а его выходные воздействия или сигналы подаются на управляющий объект. Обычно выходные воздействия или сигналы первичных преобразователей представляются в виде, удобном для последующей их передачи и обработки [15].
Данные от датчика передаются по линиям передачи информации, которые в совокупности с остальными средствами коммутации, а так же – алгоритмами, называют каналом измерения. Измерительный канал – совокупность технических средств измерительной системы, которая выполняет законченную функцию от восприятия измеряемой величины до получения результата измерения, выраженного числом или соответствующим ему кодом [16].
Все методы измерений можно разделить на 2 большие подгруппы. К первой подгруппе следует отнести контактные методы измерения, основанные на механических, пневматических или электромеханических свойствах. При этом обязателен контакт первичного преобразователя с измеряемым предметом, что может внести существенную ошибку в процесс измерения, а в некоторых случаях – вообще недопустимо из-за особенностей технологии производства. Применимо к области производства расходных материалов для 3Д прототипирования и печати контактные методы измерения так же малоприменимы, так как на выходе из экструдера пластиковый пруток имеет температуру от 120° и не до конца сформировавшуюся структуру. Поэтому любой механический контакт пластикового прутка в этот момент может нарушить его форму. Применить контактный метод для измерения полимерных нитей возможно лишь после окончательного застывания материала нити после выхода с экструдера. Как правило, это занимает некоторое время. Естественно, что в данном случае измерение будет выполнять функцию финального контроля размеров изделия, без возможности реализации обратной связи для корректировки.
Изначально, автоматический контроль диаметров изделий производился с помощью различных калибров, показанных на рисунке 1. Это могли быть конусные калибры (рис 1а), калибры-кольца, калибры-скобы однопредельные и двухпредельные (рис 1в, 1г). На рисунке 1ж движущаяся деталь 1 находится между опорной поверхностью 4, которая обездвижена и подвижной параллельной поверхностью 3, которая двигается вместе с толкателем 2. При отклонении от заданного значения, торец элемента 3 замыкает контакт, сигнализируя об изменении размеров. Рисунки 1з иллюстрируют применение рычажного устройства, имеющего сигнальные контакты.
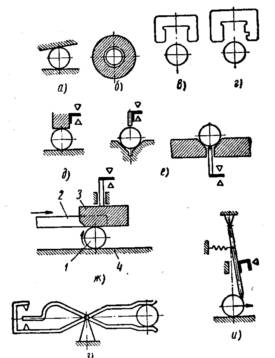
Точность рассмотренных способов в основном невысока и зависит от точности изготовления мерных скоб и калибров. В некоторых источниках утверждается, что клиновый способ контроля может обеспечить точность до 1 микрона.
К наиболее очевидным недостаткам рассмотренных методов измерения следует отнести их малую производительность, увеличение погрешности измерений со временем, частые поверки измерительных устройств - выполнение определенных операций, которые необходимы в целях определения - соответствуют средства измерений заявленным метрологическим требованиям или нет.
В качестве первичных преобразователей для устройства измерения диаметра можно использовать некоторые датчики перемещений.
Например, так могут использоваться емкостные датчики перемещения с переменным зазором между электродами и переменной площадью электродов. Принцип работы датчиков рассматриваемого типа отображает формула конденсатора:
 (1)
(1)
где С – электроемкость конденсатора, S – площадь пластин, d – расстояние между пластинами, ![]() - относительная диэлектрическая проницаемость материала,
- относительная диэлектрическая проницаемость материала, ![]() - диэлектрическая постоянная в системе СИ.
- диэлектрическая постоянная в системе СИ.
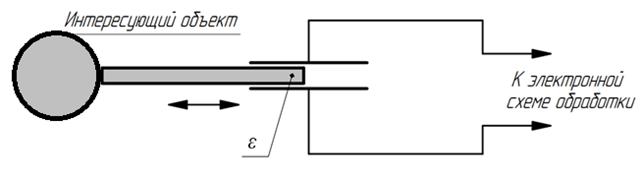
В первом случае измеряются малые перемещения с точностью в несколько микрон, во втором – уже более значительные. Для этого необходимо соединить измерительную головку (или измерительный щуп), которая будет непосредственно соприкасаться с измеряемым изделием, с сердечником конденсатора. При изменении диаметра сердечник будет изменять свое положение между обкладками, тем самым меняя площадь обкладок конденсатора (рис 2.)
При соединении измерительного щупа с обкладкой конденсатора появляется зависимость изменения расстояния между обкладками от изменения диаметра (рис.3).
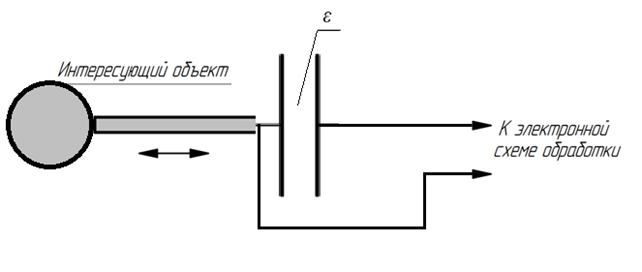
К особенностям применения емкостных датчиков относится их линейность при измерении малых перемещений.
Оптические датчики перемещения так же могут использоваться при контактном методе измерения диаметров. В частности, для регистрации малых перемещений или микровибраций используется двойная решётчатая конструкция, а также источник света и фотодетектор (Рисунок 4). Одна решётка неподвижна, вторая подвижна и может быть механически закреплена на интересующем объекте или каким-либо способом передавать датчику его движение. Малое смещение подвижной решётки приводит к изменению интенсивности света, регистрируемой фотодетектором, причём с уменьшением периода решётки точность датчика возрастает, однако сужается его динамический диапазон. Этот метод называется дифракционным.
