
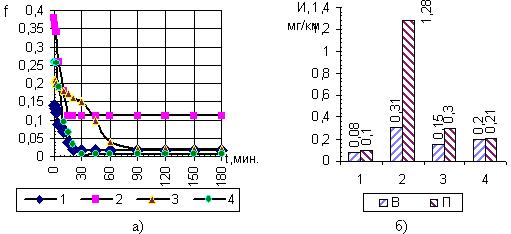
Рисунок 2 – Изменение коэффициента трения
(а) и интенсивности изнашивания
(б) пар трения при работе в приработочной среде:
1 – жидкое стекло;
2 – жидкое стекло + H2O;
3 – жидкое стекло + H2O + NaOH;
4 – жидкое стекло + Н2О + NaOH + KMnO4
Анализ полученных результатов позволяет сделать вывод, что введение в раствор жидкого стекла едкого натра NaOH и перманганата калия KMnO4, обеспечило стабильность приработочного состава за счёт высоких гигроскопических свойств первого компонента и интенсифицировало "положительный" окислительный износ за счёт высокой химической активности второго.
Проведенные исследования позволили сделать вывод, что увеличение содержания жидкого стекла в приработочном составе способствует снижению величины коэффициента трения и температуры приработочного процесса (рис. 3 а) и повышению качества приработанных поверхностей - Ra= 0,063 мкм, что соответствует 11 классу чистоты.
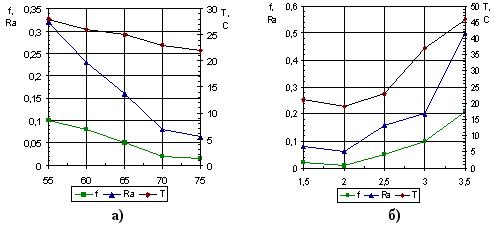
Рисунок 3 – Влияние процентного содержания жидкого стекла (а) и перманганата калия KMnO4 (б) на изменение коэффициента трения, температуры, шероховатости поверхности образцов, приработанных силикатным приработочным составом
В тоже время увеличение концентрации перманганата калия в растворе приводит к увеличению коэффициента трения и интенсивности изнашивания, а также вызывает снижение качества приработанных поверхностей (рис. 3 (б), рис. 4 (б)). Причем увеличение концентрации KMnO4 всего на 0,5% вызывает увеличение шероховатости поверхности на 0,1 мкм (т. е. переход из 11 класса чистоты в 10). Такое развитие событий может быть объяснено возрастанием скорости окислительных процессов в зоне трения, вызывающих повышение температуры процесса и как следствие нарушению условий жидкостного трения, что приводит к снижению качества прирабатываемых поверхностей.
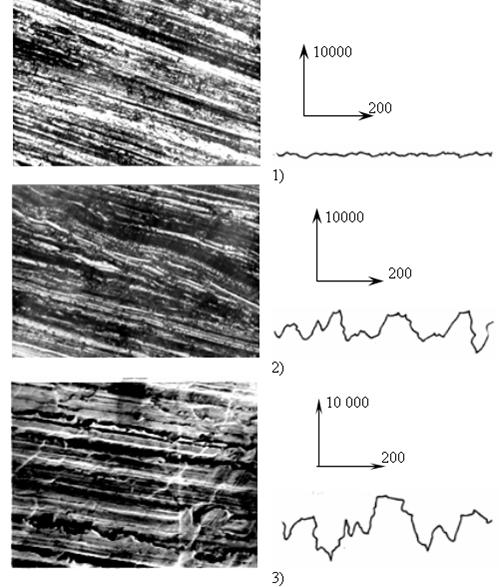
Рисунок 4 – Поверхности трения (а) и профилограммы (б) поверхностей образцов из стали 45 (HRC 56...61), приработанных: 1 – силикатным приработочным составом; 2 – минеральным маслом «индустриальное – 20» + полиэтилен; 3 – минеральным маслом ТМ – 4 – 18
Сравнительные исследования предложенного приработочного состава позволили сделать вывод о том, что использование силикатного состава в качестве приработочной смазочной среды позволяет повысить в 3 - 5 раз производительность процесса приработки. Кроме того, силикатный приработочный состав позволяет снизить в 1,5 - 3,3 раза интенсивность изнашивания сопряженных пар, что повышает эксплуатационный срок службы узла трения. И получить более высокое качество поверхностей трения, снизив шероховатость поверхности в 9 - 10 раз (Ra= 0,07 мкм - у силикатного состава, против Ra= 0,63 мкм и Ra= 0,7 мкм у маслополимерного состава и масла ТМ – 8 – 14 соответственно). Это также хорошо видно из профилограмм, приведенных на рис. 4.
Известно, что в настоящий момент процесс приработки трущихся поверхностей в присутствии смазочного материала является одним из наименее изученных. Возросшее в последнее время внимание к изучению процесса приработки и влиянию на него используемой смазочной среды и присадок обуславливается тем, что оптимизация этого процесса определяющим образом сказывается на повышении долговечности узлов трения.
Современные исследования в этой области позволили установить зависимость на атомарно-молекулярном уровне между механически напряженным состоянием трущейся поверхности и развитием химических эффектов (активация молекул, разрыв химических связей между атомами в молекулах, развитие химических реакций) в прилегающем к ней слое смазочного материала. Эти обобщения расширили представления о каталитическом влиянии трибоактивируемой поверхности металла на химические превращения в смазочном материале.
Результаты проведенных в работе исследований показали, что в период приработки силикатным приработочным составом в зоне трения контактирующих поверхностей происходят сложные физико-химические процессы, сопровождающиеся изменением трибологических свойств поверхностей трения. При этом наблюдается резкое повышение производительности процесса приработки, связанное с вводом в силикатный приработочный состав перманганата калия KMnO4. Это объясняется в основном резким возрастанием «положительных» износов в результате интенсификации окислительных процессов в зоне трения, что согласуется с выводами ряда авторов.
Поэтому предполагаемый механизм приработки силикатным приработочным составом можно представить следующим образом. Учитывая, что перманганат калия KMnO4 относится к группе сильных окислителей, в растворе со щелочной средой (рН = 10 – 12) он будет диссоциировать на ионы К+ и одноосновные ионы оксида марганца ![]() с высшей степенью окисления +7. При этом, происходящие в растворе процессы, можно представить в виде:
с высшей степенью окисления +7. При этом, происходящие в растворе процессы, можно представить в виде:
![]() (1)
(1)
![]() (2)
(2)
![]() (3)
(3)
![]() (4)
(4)
![]() (5)
(5)
 (6)
(6)
Эти предположения подтверждаются проведением качественных реакций с применением гексацианоферрата калия K3[Fe(CN)6] и роданида калия KCNS. При обработке растворов K3[Fe(CN)6] было получено изменение окраски раствора, т. н. турнбулева синь, что свидетельствует о наличии в растворе гидроксида двухвалентного железа и согласуется с реакцией, описанной уравнением (4). Это в сою очередь, подтверждает протекание процессов интенсивного окисления поверхностей трения перманганатом калия. Известно, что соединения двухвалентного железа нестабильны, при контакте с кислородом воздуха оно окисляется до трехвалентного и выпадает в виде бурого осадка гидроксида железа Fe(OH)3. Это подтверждается окрашиванием раствора в кроваво-красный цвет при проведении качественной реакции с роданидом калия KCNS.
Образовавшиеся на поверхности металла ферроманганатные пленки, имеют довольно высокие упругость и твердость, и не прокалываются микровыступами шероховатостей контртела, обеспечивая при этом защиту от схватывания сопряженных поверхностей трения. Пленка успешно сопротивляется сдвигу, что приводит к повышению коэффициента трения и росту температуры рабочего процесса на первоначальном этапе. Кроме того, росту температуры способствует активное протекание окислительно-восстановительных реакций.
Известно, что кремневая кислота и ее соединения в растворах образуют широкий спектр соединений, которые при одинаковом количественном поэлементном составе имеют различный качественный состав.
Возрастание температуры процесса приработки, вызывает разрушение полимерных цепей силиката натрия, с образованием активных поляризованных молекул и последующим образованием силикатных плёнок – ферросилида Fe2(SiO3)3.
![]() (7)
(7)
Эти выводы подтверждаются и характером изменения величины поверхностного потенциала (рис. 5) и результатами рентгеноспектрального анализа (рис. 6).
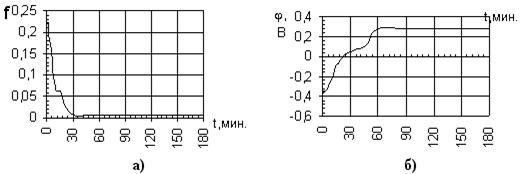
Рисунок 5 – Изменение коэффициента трения
(а) и величины поверхностного потенциала
(б) пар трения сталь - сталь, приработанных силикатным приработочным составом
Рисунок 6 – Концентрационные кривые распределения кремния на поверхности трения (х 350):
а - исходной; б - приработанной силикатным составом
Это позволяет сделать выводы о том, что:
1. Повышение производительности процесса приработки достигнуто за счет повышения скорости окислительных процессов в трибосопряжении путем ввода сильного окислителя – перманганата калия KMnO4.
2. Химическим анализом получено подтверждение образования на поверхности трения ферроманганатных пленок, предотвращающих процессы схватывания в период приработки.
3. Установлено, что в условиях трения на поверхности металлов образуются силикатные пленки за счет хемосорбции продуктов термодеструкции жидкого стекла.
4. Наличие кремниевых пленок на приработанной поверхности подтверждено рентгеноструктурным анализом.
Анализ результатов исследования влияния технологических факторов (удельного давления, скорости скольжения, твёрдости материала пар трения, топографии поверхности) показывает, что изменение вышеперечисленных факторов приводит к изменению скорости и качества процесса приработки.
ЧЕТВЁРТАЯ ГЛАВА посвящена исследованию работоспособности поверхностей, приработанных силикатным приработочным составом.
Исследованиями , , и ряда других учёных показано, что отклонение основных внешних факторов – скорости скольжения и удельной нагрузки приводят к развитию изменений структурного и фазового состояния поверхностных слоёв металла, площади фактического контакта сопряжённых поверхностей и интенсивности изнашивания.
Анализ результатов экспериментов показал, что при увеличении удельной нагрузки на образцы наблюдается закономерное снижение коэффициента трения и повышение температуры смазочной среды. При этом наилучшей работоспособностью обладают пары трения, приработанные силикатным составом, что объясняется более высоким качеством поверхности после приработки.
Повышение скорости скольжения приводит к снижению величины коэффициента трения, что характеризуется увеличением толщины масляного клина в сопряжении, однако при этом наблюдается незначительное увеличение интенсивности изнашивания.
Доказано, что материалы деталей и технологические способы их обработки оказывают существенное влияние на процессы изнашивания.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 |
