
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
РОСЖЕЛДОР
Государственное образовательное учреждение
высшего профессионального образования
«Ростовские государственный университет путей сообщения»
(РГУПС)
В. А. Могилевский, ,
СМАЗОЧНЫЕ МАТЕРИАЛЫ И ПРИСАДКИ.
СПОСОБЫ И СИСТЕМЫ СМАЗЫВАНИЯ
Курс лекций
Ростов-на-Дону
2005
УДК 621.829
Могилевский, В. А.
Смазочные материалы и присадки. Способы и системы смазывания /, , Рост. гос. ун-т путей сообщения – Ростов н/Д. 2005. – 24 с.
В лекциях изложены основные понятия, касающиеся смазочных материалов и систем смазывания. Рассмотрены требования, предъявляемые к смазочным материалам. Приведены классификация и структура систем смазывания.
Предназначены студентам специальности 071200 «Триботехника»
Библиогр.: 4 назв.
Рецензент: д-р техн. наук, проф. (РГУПС)
Учебное издание
Смазочные материалы и присадки. Способы и системы смазывания.
Курс лекций
Редактор
Техническое редактирование и корректура
Подписано в печать 20.12.2005г. Формат 60´84/16.
Бумага газетная. Ризография. Усл. печ. л. 1,4.
Уч.-изд. л. 1,33. Тираж 60 экз. Изд. № 000. Заказ.
Ростовский государственный университет путей сообщения.
Ризография РГУПС.
Адрес: 344038, г. Ростов н/Д, пл. Ростовского Стрелкового Полка Народного Ополчения, 2
© Ростовский государственный университет путей сообщения, 2005
Содержание
Лекция № 1 Смазочные материалы и присадки
Основные понятия
Назначение смазочных материалов
Смазочные материалы, их составляющие и физико-механические свойства
Присадки
Лекция № 2 Способы и системы смазывания
Смазка элементов фрикционных систем
Жидкостная смазка
Граничная смазка
Системы смазывания
Библиографический список
Лекция № 1
СМАЗОЧНЫЕ МАТЕРИАЛЫ И ПРИСАДКИ
Основные понятия
Основные понятия определяются по ГОСТ 27674-88 /1/
Смазка – действие смазочного материала, в результате которого между двумя поверхностями уменьшаются износ, повреждения поверхности и (или) сила трения.
Смазочный материал – материал, вводимый на поверхность трения для уменьшения силы трения и (или) интенсивности изнашивания.
Смазывание – подведение смазочного материала к поверхности трения.
Назначение смазочных материалов
Назначение: Смазочные материалы предназначены для надежного разделения поверхностей трущихся деталей в условиях граничной, гидродинамической и эластогидродинамической смазки. Одновременно они должны снижать силу трения, интенсивность изнашивания, а также демпфировать удары и вибрации.
Смазочные материалы и системы смазки должны удовлетворять следующим требованиям:
Þ гарантировано смазывать узел трения в заданных техническими условиями эксплуатации интервалах температуры, давления и скорости скольжения;
Þ поддерживать установленные значения функциональных показателей узла трения в пределах определенного срока эксплуатации и хранения;
Þ не оказывать вредного воздействия на контактирующие с ними материалы;
Þ быть экологически и пожаро-, взрыво-безопасными.
Смазочные материалы, их составляющие и физико-механические свойства
Совместимость смазочных материалов – способность двух или нескольких смазочных материалов смешиваться между собой без ухудшения их эксплуатационных свойств и стабильности при хранении.
Консистенция смазочного материала – свойство пластичных смазочных материалов оказывать сопротивление деформации при внешнем воздействии.
Вязкость – объёмное свойство жидкого, полужидкого и полутвёрдого материала оказывать сопротивление при трении.
Смазочная способность – свойство смазочного материала снижать износ и силу трения, не зависящее от его вязкости.
Индекс вязкости – безразмерная величина, характеризующая по стандартной шкале изменение вязкости масла в зависимости от температуры.
Классификация смазочных материалов
По физическому состоянию принято различать: газообразный, жидкий, пластичный и твёрдый смазочный материал.
По происхождению различают, минеральный, нефтяной, растительный, животный и синтетический смазочные материалы.
В зависимости от наличия присадок различают: базовое масло и смазочный материал с присадкой.
По своей природе масла (жидкие смазки) делятся на нефтяные, минеральные, синтетические, растительные и смешанные.
Минеральные масла состоят из продуктов перегонки нефти, полученных методами дистилляции из соответствующих фракций нефти либо остаточных после отгонки легких и маловязких фракций. Синтетические масла получают методами химического синтеза на основе силоксанов, эфиров фосфоновых кислот, фтор-, спирто-, глицериновых смесей и т. д. Такие масла обладают специфическими свойствами, например, огнестойкостью, сохранением текучести при низких температурах, слабой испаряемостью, неагрессивностью и др.
По назначению масла можно разделить на 4 группы:
моторные – для двигателей внутреннего сгорания и газотурбинных двигателей;
трансмиссионные – для смазывания зубчатых, цепных и других видов передач;
индустриальные – для смазывания узлов трения промышленного оборудования: станков, прессов, прокатных станов и т. д.;
масла специального назначения: промывочные, компрессорные, холодильные, турбинные, веретенные, трансформаторные, консервационные и т. д. Отдельно имеются группы гидравлических и смазочно-охлаждающих жидкостей.
Моторные масла предназначены для смазывания двигателей внутреннего сгорания и работают в условиях тяжелого теплового режима. В двигателях внутреннего сгорания масло заливается в картер и с помощью насоса принудительно подается в сочленения шатунно-кривошипного и газораспределительного механизмов. Поршневая группа смазывается методом разбрызгивания. Температура в зоне первого поршневого кольца в карбюраторных двигателях достигает 270 - 280 ºС, в дизельных – 300 - 330 ºС. В картере средняя температура масла составляет 80 - 100 ºС, в то время как температура газов, прорывающихся в картер, у карбюраторных двигателей 150 - 450 ºС, а в дизельных достигает 500 - 700 ºС. Поэтому масла должны обладать высокой термостабильностью - иметь высокий индекс вязкости.
Моторные масла делятся на 6 групп (табл. 1) /2/.
Моторные масла обозначаются буквой М. В обозначении содержатся сведения о группе и подгруппе, кинематической вязкости и др. Например, масло М-10Г2 – масло моторное группы Г, 2-й подгруппы с кинематической вязкостью при температуре 100 ºС – 10мм2/с. Буква С говорит о наличии в масле синтетической составляющей.
Таблица 1 – Виды моторных масел
Группа | Подгруппа | Область применения |
А | -- | Не форсированные карбюраторные двигатели |
Б | Б1 | Малофорсированные карбюраторные двигатели |
Б2 | Малофорсированные дизели | |
В | В1 | Среднефорсированные карбюраторные двигатели |
В2 | Среднефорсированные дизели | |
Г | Г1 | Высокофорсированные карбюраторные двигатели |
Г2 | Высокофорсированные дизели без надува | |
Д | Высокофорсированные дизели с надувом с отложением окислов, коррозий и износом | |
Е | Для лубрикаторных систем смазки цилиндров дизелей |
Трансмиссионные масла предназначены для зубчатых, цепных и других механических передач. Они используются в коробках перемены передач, редукторах, дифференциалах мостов автомобилей. В зубчатых передачах контакт между зубьями осуществляется по линии, поэтому контактные давления велики и достигают 2 ГПа, скорость скольжения в цилиндрических передачах составляет до 12 м/с, в гипоидных – до 15 м/с, в червячных – до 20-25 м/с. Температура контакта достигает 150 - 200 ºС. В столь тяжелых условиях эксплуатации смазка должна гарантировать разделение контактирующих поверхностей, предотвратить задир и заедание, снизить износ и питтинговое разрушение. Кроме перечисленных требований, смазка должна иметь стабильную вязкость, низкую температуру застывания, хорошие противокоррозионные свойства. Лучшее противопиттинговое действие имеют смазки на синтетической основе.
Служебные свойства в основном обеспечивают присадки. Наряду с растворимыми в качестве присадок используются стабильные суспензии графита, дисульфида молибдена и других нерастворимых компонентов, также используются антиокислительные и антипенные присадки. По своему назначению трансмиссионные масла делятся на 5 групп (табл. 2).
Трансмиссионные масла обозначаются буквой Т, например ТМ5-93. Это масло 5-й группы, 9-го класса вязкости (загущенное). Применяются и другие обозначения, например ТАД-17И (ТМ5-18).
Таблица 2 – Виды трансмиссионных масел
Груп-па | Состав | Область применения | ||
Тип передачи | Контактное давление, МПа | t, ºС | ||
1 | Нефтяные масла без присадок | Цилиндрическая, коническая, червячная | 900 - 1600 | до 90 |
2 | Нефтяные масла с противоизносными присадками | ¾¾ // ¾¾ | Не более 2100 | до 130 |
3 | Нефтяные масла с противозадирными присадками умеренного действия | Цилиндрическая, спирально-коническая; гипоидная | Не более 2500 | до 150 |
4 | Нефтяные масла с противозадирными присадками повышенной эффективности | ¾¾ // ¾¾ | Не более 3000 | ¾ // ¾ |
5 | Нефтяные масла с присадками многофункционального действия | Гипоидная, с ударным нагружением | Выше 3000 | Выше 150 |
Трансмиссионные масла обычно подаются в область контакта путем переноса из картера за счет окунания зубьев в масло либо путем разбрызгивания за счет создания смазочного «тумана». Для повышения эффективности смазывающего действия в последние годы разработаны способы подачи масла в зону зацепления с использованием магнитного поля постоянных магнитов. Для этого в масло добавляется коллоидно-дисперсный порошок ферромагнетика, а вблизи от зоны зацепления размещается пара магнитов. Смазка, поступающая в зону зацепления, удерживается там магнитным полем и обеспечивает стабильное смазывание.
Поскольку масла должны обеспечивать гидродинамический режим трения, то их важнейшим показателем является вязкость. В связи с тем, что во время запуска и остановки узла трения, а также в зоне верхней и нижней мертвых точек поршня двигателей внутреннего сгорания имеет место граничное трение, то ответственной характеристикой является их задиростойкость, т. е. смазка должна предотвратить схватывание – самый опасный из видов износа.
В технике масла считаются ньютоновскими жидкостями, и поэтому сила трения в смазочном слое имеет вид
![]() ,
,
где h – динамическая вязкость масла,
V – скорость скольжения,
Z – толщина смазочного слоя,
S – площадь, на которой происходит сдвиг слоев смазки.
Для определения динамической вязкости используют ротационные вискозиметры. Вискозиметр состоит из двух коаксиальных цилиндров: внутреннего 1 и внешнего 2 (рис. 1), установленных в подшипниках корпуса прибора. Внутренний цилиндр приводится в равномерное вращение с угловой скоростью w. Пространство между цилиндрами заполнено жидким смазочным материалом.
Внутренний цилиндр увлекает за собой примыкающий к нему слой смазки, и за счет внутреннего трения в этом слое вращение передается на наружный цилиндр, который удерживается от вращения пружинным динамометром 4, измеряющим момент трения.
Расчет вязкости по показаниям прибора рассчитывают в следующем порядке.
 ,
,
где F – сила трения в смазочном слое;
D – диаметр наружного цилиндра,
d – диаметр внутреннего цилиндра;
n – частота вращения внутреннего цилиндра;
L – длина рабочей части цилиндров.
В паспорте смазочных масел обычно указывается кинематическая вязкость, равная отношению динамической вязкости к плотности смазки:
 ,
,
где r – плотность смазочного материала.
Размерность кинематической вязкости в системе СИ – м2/с, однако пользуются меньшей единицей – мм2/с. Величина кинематической вязкости входит обычно в обозначение масла в Стоксах (1 Стокс = 10-4 м2/с). В производственных условиях используют более простые вискозиметры – капиллярные (рис. 2). Капилляр 1 длиной l, диаметром d является продолжением сосуда 2, в котором помещается изучаемая смазка 3.
|
|
Рисунок 1 – Схема ротационного вискозиметра | Рисунок 2 – Схема капиллярного вискозиметра |
Расчетная формула для определения кинематической вязкости имеет следующий вид:
 .
.
где Dp – разность давлений на границах капилляра;
t – время, за которое через капилляр вытекает заданный объем жидкости V;
С – константа прибора.
Таким образом, определение кинематической вязкости сводится к определению времени, за которое вытекает определенный объем масла при заданном перепаде давления.
Вязкость масла сильно зависит от температуры, поэтому по международным и отечественным стандартам вязкость определяют при строго заданной температуре: 50 ºС и 100 ºС. Для оценки служебных свойств масла с учетом влияния температуры на вязкость используется индекс вязкости И:
 ,
,
где n0 – кинематическая вязкость худшего нефтяного масла при 40 ºС, у которого вязкость сильно падает с ростом температуры;
nm – вязкость при 40 ºС лучшего рафинированного масла, у которого вязкость слабо зависит от температуры;
n – вязкость испытуемого масла при той же температуре.
Пластичные смазки, которые также называют консистентными, представляют собой густые мази, предназначенные для смазывания подшипников качения различных типов, шарниров, рычажных, кулачково-эксцентриковых систем и др. В отличие от жидких масел пластичные смазки обладают сдвиговой прочностью, поэтому силу сопротивления смазки сдвигу представляют в виде
Как динамическую вязкость, так и сдвиговую прочность (tс), можно найти из результатов испытания смазки на ротационном вискозиметре.
Пластичные смазки обладают следующими достоинствами: удерживаются на наклонной и вертикальной поверхностях, не выдавливаются из контакта, обладают хорошей смазочной способностью в довольно широком интервале температуры, способны герметизировать узел, обеспечивают малый расход смазки, позволяют упростить конструкцию узла, снизить металлоемкость, сократить затраты на обслуживание. К числу недостатков относятся: низкий теплоотвод, отсутствие удаления продуктов изнашивания. Они больше, чем жидкие, склонны к окислению и распаду.
Пластичными смазками набиваются полости узлов трения. Замена смазки производится во время техобслуживания. В ряде узлов предусмотрено пополнение запаса смазки с помощью пресс-масленок.
Основой пластичных смазок служат нефтяные, синтетические или растительные масла. По типу загустителей смазки делятся на 4 группы:
– на мыльных загустителях;
– на неорганических загустителях;
– на органических загустителях;
– на углеводородных твердых маслорастворимых загустителях (парафины, церезины, битумы).
В первом случае используются соли жирных кислот - мыла, содержащие небольшое количество воды. Во втором и третьем случаях используются колоидно-дисперсные порошки минералов и полимеров. На поверхностях частиц сорбируются слои макромолекул смазки. Частицы вместе с прикрепившимися к ним активными группами молекул смазки связываются друг с другом за счет промежуточных молекул. В результате возникает гелеобразная структура.
В состав смазок входят жидкие масла (50 – 90 %), загустители, модификаторы, присадочные добавки и наполнители. В качестве модификаторов, предназначенных для стабилизации структуры, используются смолы, жирные кислоты, вода. Присадочные добавки обеспечивают смазывающее действие и являются теми же, что используются в маслах. Наполнители – это твердые смазки (халькогениды металлов) дисульфиды, диселениды, дителлуриды, а также тальк, слюда, порошки мягких металлов (свинца, олова, кадмия, меди). Применение порошков мягких металлов позволяет создать на поверхностях трения защитные пленки, предохраняющие сопряжения от схватывания и заедания. Ту же роль выполняют твердые смазки.
Твердосмазочные материалы. К твердосмазочным материалам (ТСМ) относятся вещества, наносимые на поверхность деталей в виде пленок, имеющие сдвиговую прочность значительно меньшую, чем у материала детали. Иными словами, эти вещества должны обеспечить положительный градиент сдвиговой прочности в направлении внутренней нормали к границе твердой поверхности.
В качестве твердых смазок используют:
® слоистые вещества с резкой анизотропией прочности, обусловленной особенностями кристаллического строения;
® тонкие пленки мягких металлов, их окислов;
® пленки пластмасс;
® химические соединения, образованные на поверхности детали путем обработки активными реагентами, содержащими хлор, фосфор, азот, серу и др.
ТСМ применяются:
· при работе в условиях, когда жидкие и пластичные смазки не применимы из-за специфики эксплуатации узла, например, в агрессивных средах;
· в сопряжениях, работающих в условиях малых скоростей скольжения и высоких контактных давлений;
· при высоких температурах, когда масла разлагаются, а также при низких температурах (криогенных), когда масла замерзают;
· в условиях, когда недопустимо загрязнение окружающего пространства, при работе в жидких средах, в вакууме;
· когда необходимо смазывать неметаллические поверхности, например, керамику;
· в скользящих электрических контактах с использованием проводящих материалов: графит, легкоплавкие мягкие металлы;
· при воздействии радиации.
Наиболее распространенным типом ТСМ являются слоистые материалы: графит, дисульфиды, диселениды молибдена и др.
ТСМ принадлежат к слоистым соединениям. Они обладают высокой анизотропией прочности, выдерживают температуру более 400 ºС, обладают высокой адгезией к металлу, малым газовыделением в вакууме, низким коэффициентом трения.
Как уже отмечалось, основные типы ТСМ – графит, дисульфид молибдена (MoS2), дисульфид вольфрама (WS2) и некоторые другие соединения (MoSe2, Wse2, NbSe2, PbI2, BN).
Так, например, слой MoS2 может воспринимать статические нагрузки до 3×103 МПа и динамические – до 103МПа, т. е. он практически работоспособен до давлений, равных пределу текучести многих металлов, прекрасно работает в вакууме, сохраняя стабильность до температуры 1100 ºС (на воздухе – до 450 °С).
Дисульфид вольфрама обладает большей теплостойкостью на воздухе (до 510 ºС) и большей стойкостью к окислению, химически инертен, не растворим почти во всех средах (вода, масло, щелочи, кислоты); чувствителен лишь к воздействию свободного газообразного фтора, горячих серной и плавиковой кислот; нетоксичен и не вызывает коррозии металлов.
Коэффициент трения слоистых материалов зависит от толщины покрытия. При достаточно тонком покрытии значение коэффициента трения определяется слабым адгезионным взаимодействием между мягкой пленкой и материалом контртела и твердостью подпленочного материала.
С увеличением толщины покрытия возрастает роль самого покрытия.
На основе твердосмазочных материалов создаются покрытия (ТСП).
В качестве ТСП применяют пленки сульфидов (MoS2, WS2, PbS, NbS2 и др.), селенидов (MoS2, Wse2, NaSe2 и др.), теллуридов (MoTe2, WTe2, NbTe2, TaTe2), хлоридов (CoCl, PbCl2, CdCl2, CuCl), фторидов (AlF3, CaF2, BaF2, MgF3), иодидов (Cal2, Pbl2, BiI3), оксидов металлов (PbO, BI2O3, PbO + SiOr), графита, нитрида бора и др.
В табл. 3 приведены плотность, коэффициент трения и предельно допустимая температура эксплуатации некоторых сульфидов, селенидов и теллуридов металлов.
Таблица 3 – Характеристики ТСМ
Соеди- нения | Плотность, г/см3 | Коэффициент трения | Предельно допустимая температура эксплуатации, ºС | |
вакуум | воздух | |||
Bi2S3 | 7,40 | 0,07 - 0,14 | 500 | -- |
СuS | 4,28 | 0,17 - 0,41 | 520 | -- |
Cu2S | 5,60 | 0,18 | 450 | -- |
MoS2 | 4,8 - 5,16 | 0,02 - 0,3 | 1100 | 400 |
NbS | 5,9 - 6,0 | 0,04 | 1300 | 400 |
PbS | 7,5 - 7,59 | 0,37 | 410 | 500 |
TaS2 | 7,16 | 0,06 | 1500 | -- |
WS2 | 7,5 - 7,63 | 0,03 - 1,6 | 1400 | 500 |
NbSe2 | 6,25 | 0,06 - 0,17 | 1350 | 350 |
TaSe2 | -- | 0,08 | 900 | 575 |
MoSe2 | 6,90 | 0,03 - 0,22 | 1350 | 400 |
WS2 | 9,0 | 0,02 - 0,18 | 1350 | 350 |
MoTe2 | 7,8 | 0,10 - 0,34 | 1240 | 400 |
WTe2 | 9,44 | 0,27 - 0,49 | 1020 | -- |
VTe2 | -- | 0,22 | 450 | 500 |
Присадки
Присадка (добавка) смазочного материала – жидкое (твердое) вещество, добавляемое смазочному материалу для придания ему новых свойств или усиления существующих.
Присадка антикоррозионная – присадка препятствующая, ограничивающая или задерживающая развитие коррозии смазываемых металлических поверхностей.
Присадка антиокислительная – присадка, препятствующая, ограничивающая или задерживающая окисление смазочного материала
Присадка вязкостно-температурная – присадка, обычно полимер, уменьшающая зависимость вязкости от температуры и увеличивающая в связи с этим индекс вязкости масла.
Присадка депрессорная – присадка, понижающая температуру застывания жидкого смазочного материала.
Присадка диспергирующая – присадка к жидкому смазочному материалу, повышающая дисперсность нерастворимых загрязнений и стабильность суспензий преимущественно при низких температурах.
Присадка многофункциональная – присадка, улучшающая одновременно несколько свойств смазочного материала.
Присадка моющая – присадка, представляющая собой поверхностно активное вещество, помогающее удерживать твердые частицы в масле вовзвешенном состоянии.
Присадка противозадирная – присадка, препятствующая, ограничивающая или задерживающая заедание в форме образования задиров.
Присадка противоизносная – присадка (добавка), уменьшающая скорость изнашивания.
Присадка противопенная – присадка, предотвращающая или уменьшающая образование пены в жидком смазочном материале.
Присадка противопожарная – присадка, препятствующая, ограничивающая или задерживающая образование ржавчины на поверхностях деталей из сплавов на основе железа.
Присадка противоскачковая – присадка, предотвращающая или ограничивающая релаксационные колебания при трении.
Композиция присадок – смесь нескольких присадок, готовых к добавлению в смазочный материал.
Лекция № 2
Способы и системы смазывания
Смазка элементов фрикционных систем
Газовая смазка – смазка, при которой разделение поверхностей трения деталей, находящихся в относительном движении, осуществляется газовым смазочным материалом. В качестве последнего применяются в основном азот, неон и фреон, а также газы с очень низким коэффициентом вязкости (водород). Газовая смазка применяются в узлах трения точных приборов, аппаратуре ядерных установок, ультрацентрифугах, газовых турбинах, турбокомпрессорах.
Жидкостная смазка – смазка, при которой разделение поверхностей трения деталей осуществляется жидким смазочным материалом.
Твёрдая смазка – смазка, при которой разделение поверхностей деталей, находящихся в относительном движении, осуществляется твёрдым смазочным материалом.
Граничная смазка – смазка, при которой трение и износ между поверхностями, находящимися в относительном движении, определяются свойствами поверхностей и свойствами смазочного материала, отличными от объёмной вязкости.
Гидростатическая (газостатическая) смазка – жидкостная (газовая) смазка, при которой разделение поверхностей трения твердых тел, находящихся в относительном движении или покое, осуществляется жидкостью (газом), поступающей (поступающим) в зазор между поверхностями под внешним давлением.
Гидродинамическая (газодинамическая) смазка – жидкостная (газовая) смазка, при которой полное разделение поверхностей трения осуществляется вследствие давления, самовозникающего в слое жидкости (газа) при относительном движении этих поверхностей. Давление при этом должно быть больше удельной нагрузки, приложенной к паре трения.
Эласто-гидродинамическая смазка – смазка, при которой характеристики трения и толщина плёнки смазочного материала между двумя поверхностями, находящимися в относительном движении, определяются упругими свойствами материалов тел, а также реологическими свойствами последнего.
Полужидкостная (смешанная) смазка – смазка, при которой осуществляется частично гидродинамическая, частично граничная смазка.
Жидкостная смазка
Между контактирующими поверхностями при жидкостной смазке образуется достаточно толстый разделительный слой смазочного материала, практически полностью их разделяющий. То есть внешнее трение между контактирующими телами заменяется внутренним трением между слоями смазочного материала. Масло при этом сохраняет свои объёмные свойства, а коэффициент трения не зависит от природы контактирующих материалов и от высоты микронеровностей. Толщина смазочной плёнки при жидкостном трении значительно превышает толщину граничной плёнки и шероховатость обеих поверхностей. Интенсивность изнашивания резко снижается, незначительно возрастая в периоды пусков и остановок.
Жидкостное трение – наиболее выгодный режим работы подшипников скольжения. В этом режиме давление в слое смазывающего вещества должно уравновешивать силы, действующие на опоры вала. Давление в смазочном слое возникает в результате относительного движения поверхностей (гидро - и газодинамическая смазка) либо под действием внешнего давления (газо - и гидростатическая смазка).
Граничная смазка
В режиме граничной смазки в период приработки между соприкасающимися поверхностями тел формируется объединенная молекулярная структура смазочного слоя. Полярные молекулы поверхностно активных веществ (ПАВ) смазки или неполярные, с наведенным твердотельным полем диполем, адсорбируются на поверхности контактирующих тел. При этом молекулы поворачиваются к поверхности твердого тела своей активной частью: полярной группой (гидроксил, карбоксил), атомами щелочных металлов, серы, фосфора, галогенов и т. п. Активные центры молекул ПАВ способствуют хорошей смачиваемости контактных поверхностей – первому этапу адсорбции. Параллельно идут процессы сглаживания микрогеометрии контактных поверхностей.
Кроме экранирования, разделения трущихся поверхностей, смазочная среда, участвуя в тепловом балансе пары трения, снижает теплонапряженность контактной зоны благодаря теплоотводу и более полному распределению тепла по всему узлу трения.
Одновременно смазка оказывает пластифицирующее действие на поверхность твердого тела, проявляющееся в снижении усилий деформирования и микрорезания. Эффект поверхностного пластифицирования получил название эффекта Ребиндера. Физическая причина пластифицирования – это заполнение смазкой поверхностных микротрещин и расклинивание их, а также облегчения выхода дислокаций на внешнюю поверхность. На этапе приработки этот эффект играет положительную роль, так как ускоряет ее.
В режиме нормальной эксплуатации система граничного трения переходит к динамически устойчивому состоянию. Пленка смазки разрушается на отдельных участках контакта (пики давлений на вершинах микронеровностей); шероховатость сглаживается, контактные напряжения уменьшаются и пленка восстанавливается.
В заключительный период катастрофического износа, в результате накопления разрушений граничного слоя и контактирующих поверхностей, становятся ощутимыми необратимые процессы, и износ резко возрастает.
Системы смазывания
Системы смазывания предназначены для подведения смазочного материала в зону трения.
Независимо от вида трения в элементарной трибологической системе, которая состоит, по крайней мере, из двух твёрдотельных элементов и разделяющего их смазочного материала должна существовать система подачи смазочного материала.
Система смазывания может состоять из следующих основных элементов: емкости для смазочного материала; устройства транспортировки смазочного материала; системы охлаждения; системы очистки смазочного материала; устройства, выравнивающие давление; органов управления и контрольно-измерительных приборов. В зависимости от технических требований, предъявляемых к системе, некоторые элементы могут отсутствовать или иметь упрощенную конструкцию. Конструкция и структура смазочной системы во многом определяется областью применения смазочных систем.
Для нагнетания смазочной жидкости чаще других применяются шестерёнчатые, плунжерные и роторные насосы.
Фильтрация смазочного материала существенно зависит от его дисперсионных свойств, дисперсных фаз.
Зависимость между количеством фильтрата, получаемого за малый промежуток времени с единицы поверхности фильтра, объём которого прямо пропорционален разности давления и обратно пропорционален вязкости фильтрата, и суммарным сопротивлением осадка и фильтрующей перегородки, устанавливается уравнением фильтрации для несжимаемых жидкостей /3/:
 ,
,
где V – объём фильтрата;
Sp – площадь поверхности фильтрации;
t – время фильтрации;
Dр – разность давлений до и после фильтрации;
m – вязкость жидкой фазы;
R0 – сопротивление слоя осадка;
Rp – сопротивление фильтрующей перегородки.
Способы очистки смазочных жидкостей можно разделить на две основные группы:
перегородчатые – способы очистки, в основу которых положен процесс отделения твёрдых частиц путём пропускания жидкости через пористую перегородку;
силовые – способы очистки, в основу которых положено действие различных силовых полей.
По способу включения в систему смазки фильтры делятся на последовательные и параллельные, по дисперсности отсеиваемого фильтрата – на фильтры предварительной грубой и тонкой очистки.
Подробная классификация масляных фильтров приведена на рисунке 3.
В зависимости от количества обслуживаемых устройств, системы смазывания подразделяются на индивидуальную и центральную.
Индивидуальная система смазывания предназначена для подвода смазочного материала к одному устройству. Если система смазывания обслуживает несколько устройств, то она называется центральной.
По периодичности подачи смазочного материала принято различать системы непрерывного и периодического смазывания. Реже в практике встречаются системы разового смазывания (система смазывания бытовых холодильников и стиральных машин).
Подробная классификация систем индивидуальной и центральной смазки /4/ приведена на рисунках 4 и 5.
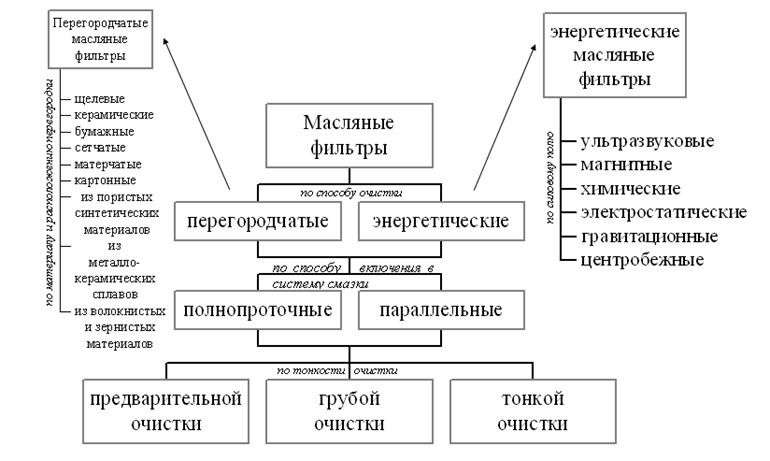
Рисунок 3 – Классификация масляных фильтров
Рисунок 4 – Классификация систем индивидуального смазывания
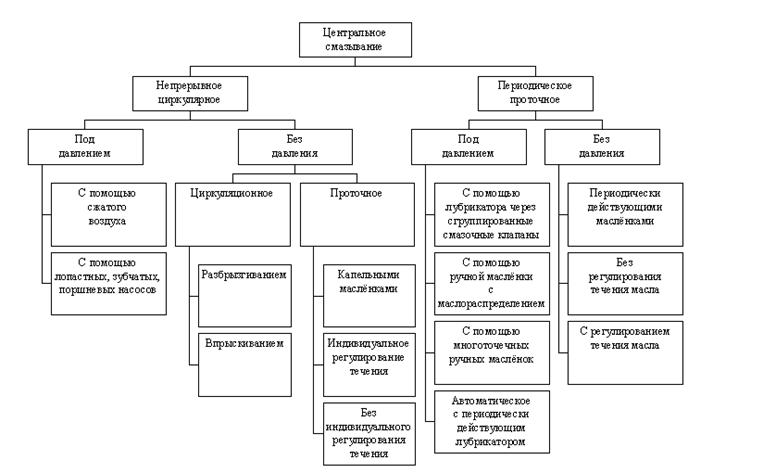
Рисунок 5 – Классификация систем центрального смазывания
Библиографический список
1. Трение, изнашивание и смазка ГОСТ 27674–88.
2. Трибология. Физические основы, механика и технические приложения: учебник для вузов / , ; под ред. . – Самара: Самар. гос. техн. ун-т, 2000. – 268 с.
3. Справочник по триботехнике в 3 т. / под общ. ред. М. Хебды, . Т.2. Смазочные материалы, техника смазки, опоры скольжения и качения. – М.: Машиностроение, 1990. – 416 с.
4. Справочник по триботехнике в 3 т. / под общ. ред. М. Хебды, . Т.1. Теоретические основы. – М.: Машиностроение, 1989. – 400 с.
