

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Обезвоживание осадков сточных вод на фильтр-прессах. В последнее время фильтр-прессы находят довольно широкое распространение для обезвоживания осадков сточных вод. Их применяют для обработки сжимаемых аморфных осадков. По сравнению с вакуум-фильтрами, при прочих равных условиях после обработки на фильтр-прессах получаются осадки с меньшей влажностью. Фильтр-прессы применяют в тех случаях, когда осадок направляют после обезвоживания на сушку или сжигание или когда необходимо получить осадки для дальнейшей утилизации с минимальной влажностью.
Различают камерные, мембранно-камерные, ленточные, барабанные и винтовые (шнековые) фильтр-прессы.
Фильтр-прессы ФПАКМ (фильтр-пресс автоматизированный камерный модернизированный) находят довольно широкое распространение. Они выпускаются промышленностью серийно и имеют площадь поверхности фильтрования 2,5-50 м2. (рис.10).
Фильтр состоит из нескольких фильтровальных плит и фильтрующей ткани, протянутой между ними с помощью направляющих роликов. Поддерживающие плиты связаны между собой вертикальными опорами, воспринимающими нагрузку от давления внутри фильтровальных плит. В натянутом состоянии ткань поддерживается с помощью гидравлических устройств.
Каждая фильтровальная плита состоит из верхней и нижней частей. Нижняя часть перекрыта перфорированным листом, под которым находится камера приема фильтрата. На перфорированном листе находится фильтровальная ткань. Верхняя часть представляет собой раму, которая при сжатии плит образует камеру, куда подается осадок. В верхней части расположена эластичная водонепроницаемая диафрагма.
В камеру по коллектору подаются осадок и воздух (положение А). По каналам фильтрат и воздух отводятся в коллектор. Затем осадок отжимается диафрагмой, для чего в полость нагнетается вода под давлением (положение Б). После этого раздвигаются плиты (положение В), передвигается фильтровальная ткань и кек снимается с нее ножами, ткань промывается и очищается в камере регенерации ткани.
При фильтр-прессовании подачу осадка производят под давлением не менее 0,6 МПа; расход сжатого воздуха на просушку осадка – 0,2 м /мин на 1 м2 фильтровальной поверхности; давление сжатого воздуха – 0,6 МПа; расход промывной воды – 4 л/мин на 1м2 поверхности; давление промывной воды – 0,3 МПа.
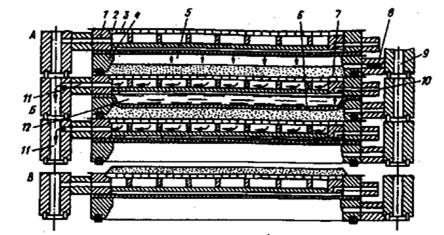
Рис. 10 − Схема фильтр-пресса ФПАКМ:
1- верхняя часть плиты; 2 – перфорированный лист; 3 – камера для приема фильтрата; 4 – нижняя часть плиты в виде рамы; 5 – камера для осадка; 6 – эластичная водонепроницаемая диафрагма; 7 – фильтровальная ткань; 8 и 10 – каналы; 9 – коллектор для подачи осадка; 11 – коллектор для отвода фильтрата и воздуха; 12 – полость для воды
Мембранно-камерный фильтр-пресс представляет собой серию вертикальных плит, имеющих каналы и покрытых тканью для поддержания кека. Плиты смонтированы в корпусе, верхние опоры которого соединены двумя тяжелыми горизонтальными и параллельными брусьями или рельсами.
На рис. 11 дано схематичное изображение образование коржа в мембранно-камерном фильтр-прессе.
Кондиционированный осадок подается на фильтр-пресс насосами при возрастающем давлении. Давление наполнения – 8 атм. Давление дожима составляет до 15 атм. Время подачи осадка и образования слоя кека обычно составляет 40-30 мин. Время дожима – 15-20 мин. Время выгрузки 15 мин. Общая продолжительность фильтроцикла составляет до 90 мин. При влажности исходного осадка от 94% до 97% влажность кека – 68-70%.
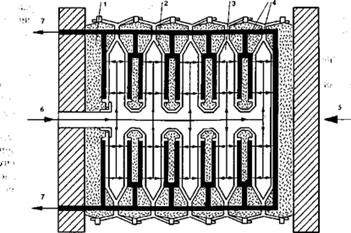
Рис.11 − Схема работы мембранно-камерного фильтр-пресса:
1 – фильтрующая плита; 2 – фильтрующая ткань; 3 – фильтрующая камера;
4 – сборные каналы фильтрата; 5 – запорная плита; 6 – подача осадка; 7 – отвод фильтрата
6.2 Термическая сушка
Термическая сушка осадка обычно является заключительным этапом обработки осадка или этапом подготовки осадка к ликвидации путем его сжигания. В процессе сушки происходит обеззараживание и уменьшение массы осадков СВ. Термической сушке подвергают осадки, предварительно обезвоженные на вакуум-фильтрах, центрифугах или фильтр-прессах.
При высушивании твердого вещества одновременно протекают два основных процесса: передача тепла для испарения жидкости и перенос массы внутри твердого вещества и с его поверхности. Факторы, влияющие на скорость этих процессов, определяют и скорость сушки.
При изучении процесса сушки различают внутренние и внешние условия. Первые из них связаны с внутренним механизмом формирования потока жидкости. Наиболее часто рассматриваются капиллярные и диффузионные потоки жидкости, хотя возможны и другие механизмы осуществления ее переноса.
Капиллярный поток образуется за счет влаги, содержащейся в порах твердого тела. Эта влага движется под действием силы тяжести и капиллярных сил при условии, что в материале имеются капилляры для образования непрерывного потока. Движение влаги через твердое тело может также осуществляться за счет диффузии пара и жидкости.
Основными внешними переменными, связанными с процессами сушки являются температура, влажность материала, скорость движения воздуха, степень измельчения твердого тела, его перемешивание, расположение твердого материала при сушке и метод контакта между горячими поверхностями и влажным материалом.
Скорость сушки определяется уменьшением влажности материала dω за некоторый бесконечно малый промежуток времени dτ, т. е. определяется соотношением
υ = dω/ dτ.
Данные о скорости сушки, полученные экспериментально, изображаются в виде кривых скорости сушки: υ = f(ω).Типичная кривая скорости сушки представлена на рис. 12
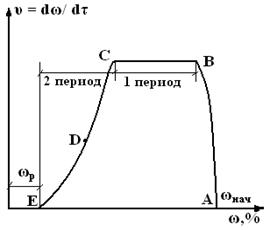
Рис.12 − Кривая скорости сушки
Отрезок АВ на кривой скорости сушки соответствует периоду прогрева материала, горизонтальный отрезок ВС отвечает периоду постоянной скорости ( 1период), а отрезок СЕ − периоду падающей скорости сушки (2 период).
В 1 период сушки влага интенсивно испаряется с поверхности материала и становится равной гигроскопической точке С. Гигроскопическая точка ωС отвечает границе между содержанием свободной и связанной влаги в материале. Под свободной понимают влагу, скорость испарения которой равна скорости испарения воды со свободной поверхности, а под связанной − влагу, скорость испарения которой меньше скорости испарения со свободной поверхности. Испарение связанной влаги начинается с этого момента. Достижение равновесной влажности на поверхности материала (внутри материала влажность превышает равновесную). Начиная с этого момента и вплоть до установления равновесной влажности по всей толщине материала, скорость сушки определяется скоростью внутренней диффузии влаги к его поверхности.
Существуют различные способы термической сушки:
– конвективный;
– радиационно-конвективный;
– кондуктивный;
– сублимационный;
– в электромагнитном поле.
Наиболее распространен конвективный способ сушки осадков. Энергия передается высушиваемому осадку теплоносителем (сушильным агентом), в качестве которого могут использоваться горячий воздух, топочные газы или перегретый пар.
В сушилках конвективного типа осадок остается неподвижным при пропускании через его слой потока сушильного агента. В сушилках с псевдоожиженным слоем частицы осадка перемешиваются этим потоком.
В промышленности распространены барабанные сушилки с прямоточным движением осадка и топочных газов.
Барабанная сушилка для сушки сыпучих материалов (рис. 13) представляет собой цилиндрический барабан 3 с прикрепленными к нему бандажами 4, опирающимися на группы роликов 10 и приводимыми во вращение от привода через зубчатый венец 5, укрепленный на барабане. Мощность электродвигателя привода барабана зависит от геометрических размеров сушилки и колеблется от 2,5 до 200 кВт. Зубчатая венцовая пара закрывается кожухом . Частота вращения барабанных сушилок n = 1-8 мин -1.
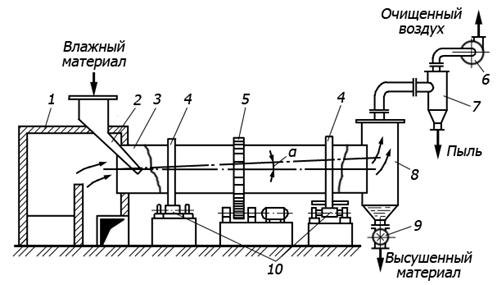
Рис.13 − Схема барабанной сушилки:
1–топка; 2 – бункер; 3 – барабан; 4– бандажи; 5 –зубчатая венцовая пара в кожухе;
6 –вентилятор; 7 –циклон; 8– приемный бункер; 9 –шнековый питатель;
10 –опорные ролики.
Барабан устанавливается с небольшим наклоном, который регламентирует время пребывания материала и определяется экспериментально или расчетом. Отечественной промышленностью выпускаются барабанные сушилки диаметром 1-3,5 М и длиной 6-27 м, производительностью по испаряемой влаге 0,3-15 т/ч.
Высушиваемый материал подается в загрузочный бункер 2 питателем (на схеме не показан). Материал поступает на приемно-винтовую насадку, приваренную под углом 60°. Длина насадки от 700 до 1100 мм в зависимости от диаметра барабана. Число лопастей насадки 8-16. Приемно-винтовой насадкой материал подается на основную насадку. При вращении барабана лопасти насадки подхватывают материал, поднимают его и сбрасывают. В это время продукт продувается сушильным агентом и высушивается. За счет установки барабана под небольшим наклоном (до 6°) материал постепенно передвигается к приемному бункеру (разгрузочной камере)
Сушильный агент и материал в барабане движутся относительно друг друга прямотоком или противотоком. Во избежание уноса высушиваемого продукта в первом случае скорость газа не должна превышать 3 м/с. Объем барабана заполняется материалом на 20 %.
Сушилка со встречными струями. На рис. 14 представлена схема сушилки со встречными струями. Обезвоженный на вакуум-фильтрах или центрифугах осадок транспортером подается в приемно-раздаточный бункер 5, туда же поступает высушенный осадок. Смесь равномерно подается в два двухвалковых шнековых питателя 6, с помощью которых продавливается через фильтры в разгонные трубы 2, куда с большой скоростью поступают горячие газы, выходящие из сопел камер сгорания 3.
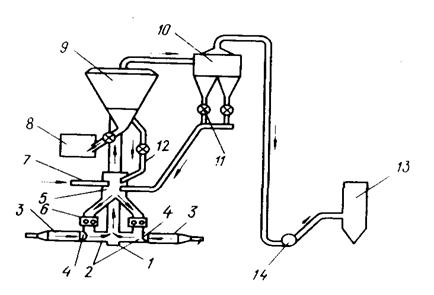
Рис.14 − Схема сушилки со встречными струями:
1 - стояк; 2 - разгонные трубы; 3 - камера сгорания; 4 - сопло; 5 - приемо-раздаточный бункер; 6 - шнековый питатранспортер; 8 - бункер готовой продукции; 9 - воздушно-проходной сепаратор; 10 - батарейные циклоны; 11 - шлюзовые затворы; 12 - трубопровод ретура: 13 - мокрый скруббер; 14 – дымосос
Осадок захватывается потоком газа и выбрасывается через разгонные трубы в стояк сушильной камеры 1. В стояке 1 оба потока сталкиваются, в результате чего происходит измельчение частиц осадка, увеличение суммарной площади поверхности тепло - и массообмена, что способствует интенсивной сушке осадка.
Из сушильной камеры газовая взвесь выносится в воздушно-проходной сепаратор 9, в котором происходит доосушка осадка с одновременным разделением газовой взвеси. Отходящие газы отсасываются в батарейные циклоны 10 и затем дымососом 14 подаются в мокрый скруббер 13. Высушенный осадок выводится из сепаратора через шлюзовые затворы 11 и подается в бункер готовой продукции. Туда же направляется пыль, уловленная в циклонах.
Для установки в качестве топки применяют камеры сгорания авиационных двигателей, например, РД-ЗМ-50, переведенные на газообразное топливо. Применяемые в настоящее время сушилки со встречными струями имеют производительность по испаряемой влаге 3-5 т/ч.
К сушилкам конвективного типа относятся сушилки с так называемым кипящим, или псевдоожиженным, слоем. Их широко применяют в химической промышленности для сушки зернистых, сыпучих, а в ряде случаев и пастообразных материалов. Продолжительность сушки материала в кипящем слое резко сокращается. Преимущества этого способа сушки заключаются в интенсивном перемешивании твердых частиц и теплоносителя, в большей площади поверхности контакта фаз, а также в простоте конструкции сушилки.
При подаче воздуха через слой зернистого материала снизу последний фильтруется. С повышением скорости газа увеличивается давление на частицы и при достижении критической скорости (скорость псевдоожижения) частицы поднимаются и хаотически циркулируют в слое. При этом перепад давлений в слое практически становится постоянным. С дальнейшим ростом скорости газа частицы выносятся из слоя частиц (пневмотранспорт).
В состоянии псевдоожижения частицы твердого материала интенсивно перемешиваются в слое, в результате чего увеличивается площадь поверхности контакта фаз, а температуры и концентрации во всем объеме выравниваются. Скорость процессов при этом резко возрастает. Таким образом, использование кипящего слоя для сушки материалов позволяет добиться ее равномерности при высокой интенсивности процесса.
Возможность регулирования температуры и времени пребывания материала в сушилке до некоторой степени компенсирует недостаток, связанный с повышенными расходами электроэнергии для создания давления воздуха в 0,003-0,005 кПа (300-500 мм вод. столба).
В сушилках с кипящим слоем обычно сушат продукт с размерами зерен от 0,1 до 5 мм. Как правило, эти сушилки отличаются высокой надежностью. Сушка производится горячим воздухом либо горячими дымовыми или инертными газами. Сушилки с кипящим слоем делятся по технологическому назначению на периодические, полунепрерывные и непрерывные.
Сушилки периодического действия используются в основном для мелких производств. Наибольшее распространение получили сушилки непрерывного действия. Схема сушилки непрерывного действия представлена на рис. 15.

Рис. 15 − Схема сушилки с псевдоожиженным слоем:
1 − насос; 2 − теплообменник; 3 − загрузочный бункер; 4 − шнек-питатель; 5 − циклон; 6 − корпус; 7 − выгрузка высушенного осадка; 8 − опорно-распределительная решетка; 9 − транспортер.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 |
