

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Поскольку энергия электронов значительно превышает энергию тяжелых частиц, скорости процессов диссоциации и ионизации, имеющих большие пороговые энергии, определяются главным образом электронным ударом.
НГП инертных газов содержит атомы, электроны, ионы и возбужденные атомы, а НГП молекулярных газов, кроме того, еще и образовавшиеся в результате диссоциации молекул свободные атомы и радикалы. Свободные атомы и радикалы имеют неспаренный электрон на внешней валентной оболочке и поэтому проявляет высокую химическую активность, вследствие чего их часто называют химически активными частицами (ХАЧ).
2.2. Механизмы и классификация процессов плазменного травления
В общем случае механизм плазменного травления можно представить следующим образом:
1. доставка молекул газа в зону разряда;
2. превращение молекул газа в ионы и ХАЧ под воздействием электронного удара;
3. доставка ионов и ХАЧ к поверхности материала, подвергаемого травлению;
4. адсорбция ионов и ХАЧ на поверхности материала;
5. химические реакции ХАЧ и физическое взаимодействие ионов с поверхностными атомами и молекулами;
6. десорбция продуктов реакции с поверхности материала;
7. отвод продуктов реакции из реактора.
По физико – химическому механизму взаимодействия частиц НГП с поверхностью обрабатываемого материала процессы плазменного травления можно разделить на три группы:
1. Ионное травление (ИТ) – травление, при котором поверхностные слои материалов удаляются только в результате физического распыления. Распыление осуществляется энергетическими ионами газов, химически не реагирующими с обрабатываемым материалом (обычно ионами инертных газов). Под энергетическими ионами и атомами понимаются частицы с энергией в диапазоне Е = 0,1 – 2,0 кэВ. Если поверхность обрабатываемого материала находится в контакте с плазмой (т. е. плазма является средой, в которой проходит процесс, и источником ионов, которые его осуществляют), то травление называют ионно – плазменным (ИПТ). Если поверхность образца не контактирует с плазмой, которая используется только как источник ионов, осуществляющих травление, то травление называют ионно – лучевым (ИЛТ). В процессе ИПТ поверхность обрабатываемого материала подвергается также воздействию излучения, электронов и нейтральных частиц. Однако на фоне интенсивного энергетического воздействия ионов их вклад в стимуляцию процесса распыления пренебрежительно мал (исключение могут составлять органические материалы, полимеризующиеся или деполимеризующиеся под действием электронов и излучения).
2. Плазмохимическое травление (ПХТ) – травление, при котором поверхностные слои материалов удаляются в результате химических реакций. Химические реакции происходят между ХАЧ и поверхностными атомами с образованием летучих продуктов, при этом поверхность обрабатываемого материала находится в контакте с плазмой. При ПХТ химические реакции стимулируются низкоэнергетическими электронной и ионной бомбардировками, а также воздействием излучения. Если же поверхность образца не контактирует с плазмой, которая используется только как источник ХАЧ, то такое травление называют травлением свободными атомами и радикалами или радикальным травлением (РТ). РТ осуществляется спонтанно без какой – либо стимуляции.
3. Реактивно – ионное травление (РИТ) – травление, при котором поверхностные слои материалов удаляются в результате как физического распыления энергетическими ионами, так и химических реакций между ХАЧ и атомами материалов. Если поверхность обрабатываемого материала находится в контакте с плазмой то травление называют реактивным ионно – плазменным (РИПТ). При РИПТ на поверхность образца воздействуют энергетические ионы, свободные атомы и радикалы, электроны и излучение. При этом процесс физического распыления может, как ускоряться, так и замедляться химическими реакциями, которые в свою очередь могут активироваться ионной и электронной бомбардировками, а также излучением. Если поверхность образца не контактирует с плазмой, которая используется только как источник энергетических химически активных ионов, то такое травление называют реактивным ионно – лучевым (РИЛТ). В процессе РИЛТ поверхность материала подвергается воздействию молекулярных или атомарных ионов, которые кроме физического распыления в результате ударной диссоциации и нейтрализации образуют ХАЧ, вступающие в химические реакции с обрабатываемым материалом. Химические реакции могут, как ускорять, так и замедлять процесс физического распыления.
ПХТ и РИПТ происходят в плазме химически активных газов, и в них поверхность обрабатываемого материала подвергается воздействию одинакового набора частиц: ионов, электронов, свободных атомов и радикалов, а также излучения. Поэтому очень важно уметь разделять эти процессы. В качестве условной границы разделения процессов ПХТ и РИПТ используется значение энергии ионов Еи, бомбардирующих поверхность образца. Если Еи < 100 эВ, то травление является плазмохимическим, если Еи >100 эВ - то РИПТ.
2.3. Требования к рабочим газам для плазменного травления
Поскольку большинство плазменных процессов травления различных функциональных слоев СБИС происходит с участием ХАЧ, то к рабочим газам, используемым в процессах травления предъявляется определенные требования:
1. возможность образования летучих и стабильных продуктов реакции при температуре процесса Тпр. В первом приближении летучесть продуктов реакции можно оценивать по температуре кипения Ткип. или испарения Тисп. продуктов реакции при нормальном давлении. Если Тпр. << Тисп. Травление материала химически активными частицами невозможно, т. к. в результате реакции на поверхности материала образуется нелетучее соединение, которое маскирует материал;
2. обеспечение при разложении в плазме газового разряда максимального выхода энергетических и химически активных частиц, способных взаимодействовать с обрабатываемым материалом;
3. обеспечение требуемых технологических параметров процесса (скорость травления, селективность, анизотропия и др.);
4. отсутствие токсичности и взрывоопасности, коррозионного воздействия и загрязнения стенок реактора, внутрикамерных устройств и откачных магистралей, а также деградирующего воздействия на масла вакуумных насосов.
Необходимость травления широкого спектра материалов вызвала появление большого числа рабочих газов, как однокомпонентных, так и многокомпонентных. В основном для плазменного травления материалов используются галогеносодержащие соединения, а также их смеси с кислородом, водородом и инертными газами. Общая формула соединений класса фреонов имеет вид:
![]()
где к, l, m, n - количество атомов углерода, водорода, хлора и фтора (брома) в молекуле фреона. Название (номер фреона) соответственно записывается как F (фреон) - ( к - 1) (l+ 1)(m). Например, соединением C3F8 называют фреон 218.
2.4. Операционные параметры плазменного травления
Основными рабочими параметрами, определяющими характеристики процесса ПТ, являются:
- мощность разряда,
- рабочее давление,
- расход газа и способ его подвода к обрабатываемой поверхности,
- температура подложек,
- состав используемого газа.
Имеется ряд легко контролируемых параметров процесса, который можно использовать для регулирования его основных характеристик, таких, как скорость травления, селективность, разрешение, профиль рельефа, равномерность травления. К наиболее очевидным факторам, определяющим травление, относятся состав газа, его расход, давление и потребляемая мощность или входное напряжение. Влияние этих и других контролируемых параметров на такие факторы, как энергетика частиц, химические процессы в газовой фазе и на поверхности, электрические характеристики, трудно выделить из-за сложной природы их взаимодействия.
2.4.1. Расход газа
Расход газа является важным технологическим параметром в процессах плазменного травления. С одной стороны, контроль скорости протока газа необходим для определения полезного расхода газа, что немаловажно для технико-экономических показателей операций ПТ. С другой стороны, контроль протока газа существенен при исследовании химических реакций, так как позволяет получить кинетические кривые, характеризующие зависимость концентраций компонентов плазмы от времени начала химической реакции (входа исследуемого газа в плазму) или конца воздействия разряда (после выхода газа из его зоны).
Скорость травления зависит от скорости генерации активных частиц, скорости их потребления и скорости удаления продуктов реакции. Избыточный расход газа при постоянном давлении приводит к уменьшению времени пребывания и, следовательно, к уменьшению скорости генерации активных частиц, если мощность поддерживается постоянной. В противном случае при сравнительно малых расходах газа обеднение среды в процессе травления также приводит к снижению скорости травления (см. рис. 2.1).
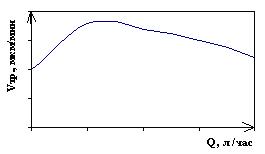
Рисунок 2.1. Типовая зависимость скорости травления от расхода рабочего газа.
Скорость травления данной поверхности может быть использована для расчета выхода основного продукта взаимодействия, например, тетрафторида кремния, образующегося при травлении кремния.
Поскольку использование реагента связано с площадью поверхности, подлежащей травлению, скорость травления R может также рассматриваться в связи с так называемым загрузочным эффектом:
где G - скорость генерации активных частиц, В – константа скорости реакции, τ - время жизни активных частиц в отсутствие подвергаемого травлению материала, А - площадь поверхности материала, подвергаемого травлению, К - константа, определяемая природой материала и геометрией реактора. Этот эффект существен в реакторах для групповой обработки, в которых эффективная площадь поверхности изменяется в зависимости от числа пластин в процессе или от неоднородности поверхности разных пластин.
Более тонкий подход связан с рассмотрением локальных изменений скорости травления из-за больших различий в распределении экспонированных площадей на одной пластине. Далее, уменьшение площади при приближении к завершению травления может привести к значительному увеличению концентрации активных частиц и возникновению бокового подтравливания и нежелательного перетравливания. Эту проблему иногда удается решить за счет правильного выбора материалов для электродов, которые могут действовать как поглотители активных частиц.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 |
