

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
УДК 621.9.048.4
МЕТАЛЛОГРАФИЧЕСКИЕ ИССЛЕДОВАНИЯ БАББИТОВЫХ ПОКРЫТИЙ ПОДШИПНИКОВ СКОЛЬЖЕНИЯ С ПРОМЕЖУТОЧНЫМ СЛОЕМ ИЗ МЕДИ ИЛИ ОЛОВЯННОЙ БРОНЗЫ
*, д-р техн. наук, проф.;
**, канд. техн. наук;
В. С. Марцинковский***, д-р техн. наук, академик УТА;
Б. Антошевский****, д-р техн. наук, проф.;
*Сумский национальный аграрный университет
** Сумский государственный университет
***
**** Политехнический университет, г. Кельце, Польша.
ВВЕДЕНИЕ
Разработка мероприятий по увеличению срока службы машин до первого ремонта и обеспечение оптимального срока работы новых машин требуют решения ряда триботехнических задач, а именно: подбора материала и смазок для узлов трения, осуществления рациональной конструкции узла трения, соблюдения заданной технологии изготовления деталей, регламентированного режима технологической эксплуатации. В связи с этим исследования, направленные на совершенствование технологии изготовления подшипников скольжения (ПС), актуальны и своевременны.
ПОСТАНОВКА ЗАДАЧИ
На основании анализа технологии изготовления вкладышей ПС, изучения условий их работы и причин выхода из строя в [1] предлагается на стальную подложку перед лужением оловом наносить промежуточный слой из меди или оловянной бронзы. Это, по нашему мнению, обеспечит более прочное сцепление стальной подложки с баббитом, а также более интенсивный отвод тепла из зоны трения.
Существует большое количество различных методов нанесения покрытий из мягких металлов на стальные изделия (гальванический способ, металлизация напылением и др.). Сравнение их достоинств и недостатков позволило обоснованно выделить как наиболее перспективный метод электроэрозионного легирования (ЭЭЛ), обеспечивающий прочное сцепление нанесенного металла с подложкой, что является определяющим в выборе данной технологии.
В [2] описаны результаты исследований влияния различных технологических факторов на массоперенос (привес катода-детали и эрозию анода-электрода), шероховатость и др. качественные параметры при ЭЭЛ стали 20 медью и оловянной бронзой. Установлено, что лучшее качество покрытия (сплошность, шероховатость, равномерность и др.) достигается при использовании защитной среды - аргона. Рекомендованы энергетические режимы, соответствующие энергии разряда Wu = 0,2 –
- 0,4 Дж и обеспечивающие 100% сплошность, шероховатость Rz = 8 –
- 10 мкм, толщину слоя Dh = 0,03 - 0,04 мм.
ЦЕЛЬ РАБОТЫ
Целью настоящей работы является проведение металлографических исследований, направленных на изучение влияния материала легирующего электрода, энергетических режимов и среды легирования на качество структуры формируемых покрытий.
МЕТОДЫ РЕШЕНИЯ
Методика ЭЭЛ образцов стали 20 медью и оловянной бронзой БрО10Ц1,5Н подробно описана в [2]. Легирование осуществлялось на образцах площадью 1 см2 как в воздушной среде, так и в среде аргона. При этом использовались 7-й (напряжение холостого хода Uх. х = 67 В; рабочий ток Iр = 0,9 – 1,0 А; емкость накопительного конденсатора С = = 150 мкФ) и 9-й (Uх. х = 87 В; Iр = 1,1 – 1,3 А; С = 150 мкФ) режимы установки электроэрозионного легирования «УИЛВ – 8А», что соответствует энергиям разряда 0,2 Дж и 0,34 Дж. Подача аргона в зону легирования осуществлялась с помощью специального приспособления (рис. 1).
Для исследования структуры и измерения твердости поверхностного слоя использовали шлифы образцов после ЭЭЛ. Поверхность шлифа была ориентирована перпендикулярно к поверхности легирования. Перед изготовлением шлифа, для исключения краевого эффекта при легировании, торец образца фрезеровали на глубину не менее 2 мм. Для предупреждения смятия слоя, завалов края образец крепили с контртелом в струбцине.

Рисунок 1 - Приспособление для подачи газа в зону легирования
Затем шлиф подвергался химическому травлению для выявления структуры в реактиве. Для стали 20 применяли обычный стандартный реактив–3% - й раствор азотной кислоты в этиловом спирте.
После изготовления шлифы исследовали на оптическом микроскопе «Неофот-2», где проводилась оценка качества слоя, его сплошности, толщины и строения зон подслоя – диффузионной зоны и зоны термического влияния. Одновременно проводился дюрометрический анализ на распределение микротвердости в поверхностном слое и по глубине шлифа от поверхности. Замер микротвердости проводили на микротвердомере ПМТ-3 вдавливанием алмазной пирамиды.
ОЖИДАЕМЫЕ РЕЗУЛЬТАТЫ
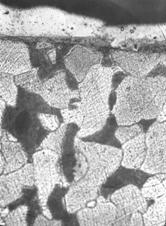
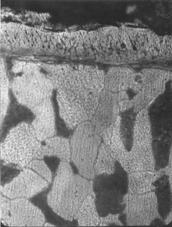
Исследование микрошлифов показало, что при легировании на воздухе толщина формируемых слоев не равномерная и составляет для меди 30 – 50 мкм и 30 – 70 мкм, а для оловянной бронзы 30 – 70 мкм и 40 –
- 80 мкм (рис 2 а, в) соответственно для 7-го и 9-го режимов легирования. При этом сплошность слоя находится на уровне ~ 90%. При легировании в среде аргона равномерность слоя значительно возрастает и составляет при ЭЭЛ на тех же режимах, соответственно для меди около 20 мкм и
30 мкм, а для оловянной бронзы 30 мкм и 40мкм (рис. 2 б, г). Сплошность слоя при этом практически для обоих материалов электродов и для применяемых режимов легирования находится на уровне 100%.
Таким образом, увеличение коэффициента массопереноса при легировании в защитной среде аргона по сравнению с легированием на воздухе [2] объясняется тем, что защитная среда, предохраняя зону легирования от окисления, вносит свои положительные коррективы в формирование поверхностного слоя, обеспечивая увеличение равномерности и сплошности покрытий.

а) х 400 б) х 400

в) х 400 г) х 400
Рисунок 2 - Микроструктура поверхностных слоев стали 20 после ЭЭЛ оловянной бронзой БрО10Ц1,5Н: на воздухе - режим 7 и 9 соответственно а, в; в среде аргона - режим 7 и 9 соответственно б, г
При рассмотрении микроструктуры поверхностного слоя стали 20 с покрытием из меди и оловянной бронзы как на воздухе, так и в среде аргона, можно отметить, что поверхностный слой состоит из двух зон (рис. 2). Вверху расположен «белый слой» (слой, не травящийся обычными реактивами, применяемыми к основе). Ниже располагается зона более темного травления – переходной слой с переменной концентрацией диффузионного характера. Иногда различают третью зону – зону термического влияния (ЗТВ), наличие которой и глубина воздействия определяется величиной энергии разряда. Следует отметить, что для закаленных деталей эта зона может быть зоной отпуска, твердость которой ниже твердости основного металла. В данном случае, когда используются образцы стали 20 в состоянии поставки, микротвердость в зоне термического влияния может повышаться за счет закалочных процессов.
Характер взаимного распределения элементов в поверхностных слоях при ЭЭЛ свидетельствует о высокой подвижности атомов в кристаллической решетке металлов, подвергнутых воздействию импульсных разрядов [3, 4]. Подобные явления наблюдаются при воздействии на твердое тело факела искрового разряда [5], лазерного излучения [6, 7] и других локальных энергетических воздействий.
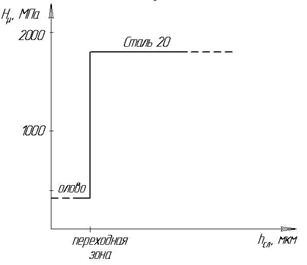
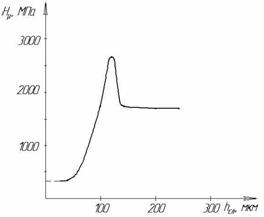
Дюрометрический анализ показывает, что при легировании медью и оловянной бронзой в различных средах микротвердость на поверхности слоя составляет соответственно Нm = 850 – 900 МПа и Нm = 1050 –
1150 МПа. По мере углубления она плавно увеличивается до микротвердости ЗТВ (2500 – 3000 МПа) и затем переходит в микротвердость основного металла Нm = 1750 – 1800 МПа. Толщина ЗТВ с микротвердостью выше микротвердости основного металла при легировании на 9-м режиме на воздухе достигает 50 мкм, а в среде аргона 40 мкм. Снижение толщины ЗТВ при легировании в среде аргона по сравнению с легированием на воздухе объясняется охлаждением зоны ЭЭЛ струей подаваемого газа.
На рис. 3 показана микроструктура (а) и распределение микротвердости в граничной зоне (б) между сталью 20 и оловом, нанесенным с использованием традиционной технологии - лужением. Как видно из рисунка переходной слой между оловом и подложкой (сталью 20) отсутствует. Микротвердость резко изменяется по величине от 310 – 340 МПа (олово) до 1750 – 1800 МПа (сталь 20). Олово, в данном случае, удерживается на стальной подложке только за счет адгезии (прилипания) – возникновения молекулярной связи между поверхностными слоями соприкасающихся разнородных твердых тел.

а) х 400 б)
Рисунок 3 - Микроструктура (а) и распределение микротвердости (б) в поверхностном слое стали 20 с лужением оловом
Иная структура и распределение микротвердости в граничной зоне при ЭЭЛ стали 20 медью или оловянной бронзой. В этом случае между оловом и медью или оловом и компонентами оловянной бронзы образуются твердые растворы замещения, обеспечивающие более прочную связь. В свою очередь, прочная связь между стальной подложкой и медью или оловянной бронзой обеспечивается ЭЭЛ, что подтверждается наличием в сформированных слоях диффузионной зоны (рис. 2). Микротвердость в переходной зоне первоначально плавно повышается от 210 - 230 МПа (олово) до 2700 – 2800 МПа (ЗТВ), а затем плавно снижается до микротвердости металла основы (рис. 4). На рис. 4 представлены микроструктуры одного и того же участка шлифа стали 20 с покрытием из меди, сформированным ЭЭЛ на 9-м режиме. На рис. 4 а показан нетравленый шлиф для лучшего изображения отпечатков алмазной пирамиды, полученных при измерении микротвердости, а на рис. 4 б изображен участок после травления с целью выявления качества слоя, его сплошности, толщины и строения зон подслоя.

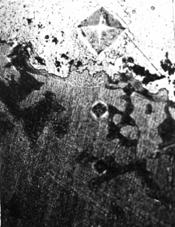
а) х 200 б) х 400
 |
в)
Рисунок 4 - Микроструктура (а, б) и распределение микротвердости (в) в переходном слое при ЭЭЛ стали 20 медью и последующем лужении оловом
ВЫВОДЫ
Таким образом, на основании проведенных исследований получены следующие результаты:
1 Металлографическими исследованиями подтверждено, что лучшее качество поверхностного слоя (сплошность до 100%, равномерность и др.) при ЭЭЛ стали 20 медью и оловянной бронзой достигается
при использовании защитной среды - аргона. Наиболее рациональным режимом легирования является 9-й режим (Uх. х = 87 В; IР. = 1,1 – 1,3 А; С = 150 мкФ), что соответствует энергии разряда 0,34 Дж.
2 ЭЭЛ стали 20 медью или оловянной бронзой обеспечивает прочное соединение нанесенного металла с основой, о чем свидетельствует наличие на микрофотографиях диффузионной зоны – зоны взаимного перераспределения элементов покрытия и переходного слоя.
3 Использование в качестве подложки стали 20 в состоянии поставки (без термообработки), обуславливает наличие под диффузионной зоной – ЗТВ с микротвердостью выше микротвердости основы.
SUMMARY
The strong joining of inflicted metal with basis is provided while electroerosional alloying of steel 20 by copper or tinny bronze with use of argon as a defensive ambience. Moreover, quality of the formed layer is higher than quality during alloying on air.
СПИСОК ЛИТЕРАТУРЫ
1. , Марцинковский изготовления и эксплуатации подшипников скольжения // Вісник Сумського державного університету. - 2004.-
№ 2 (61).- С. 151-156.
2. , , Исследование закономерностей массопереноса при электроэрозионном легировании стали 20 медью или оловянной бронзой.
3. Андреев легирование деталей, работающих в условиях термоциклического нагружения // Электронная обработка материалов - 1973.- № 2.- С. 23-25.
4. Ревуцкий распределения элементов в электроискровых покрытиях с помощью радиоактивных изотопов // Там же.- 1981.- № 6.- С. 32-38.
5. Золотых устойчивость термодинамически нестабильных атомных смесей, полученных в искровом импульсном разряде //Там же.- 1977.- № 3.- С. 24-27.
6. Гуревич лазерного излучения на подвижность атомов железа // Физика и химия обработки материалов.- 1977.- № 2.- С. 7-9.
7. Гуревич многократного лазерного воздействия на массоперенос в железе / Металлографика, 1978. – Вып. 73. – С. 80-83.
Поступила в редакцию 14 июня 2004г.
