
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Несмотря на то, что резьбовые соединения относятся к неподвижным, под воздействием на них знакопеременных сил, причинами возникновения которых являются вибрации, между витками резьбы возникает реверсивное скольжение, что, как было показано в предыдущих разделах, является необходимым условием для развития процессов изнашивания. Интенсивность изнашивания поверхностей трения отдельных витков резьбового соединения неодинакова вследствии неравномерности распределения осевых усилий по виткам. Наиболее интенсивно при реверсивном движении изнашиваются периферийные витки. Наличие вибраций особенно отрицательно может проявляться в контакте деталей, подверженных переменным напряжениям. Разрушение поверхности резьбового соединения происходит в соответствии с механизмом развития фреттинг-коррозии, описанным в предыдущем разделе.
Рассмотрим возможность развития фреттинг-коррозии на примере прессового соединения колеса с осью колесных пар подвижного состава. Колесо, у которого диаметр отверстия в ступице меньше диаметра подступичной части оси, с большим усилием напрессовывают на ось, в результате чего достигают прочного соединения колеса с осью.
Для обеспечения необходимой прочности соединения и предотвращения перенапряжения соединяемых частей колесной пары величину усилия напрессовки выбирают с учетом того, что усилие в сопряжении должно превышать силу трения, развиваемую на сопрягаемых поверхностях.
Величина контактного давления р зависит от материала, формы и размеров сопрягаемых элементов, в частности она прямо пропорциональна натягу. Величина натяга имеет особенно существенное значение. Малая его величина может не обеспечить необходимой прочности прессового соединения, а большая может вызвать опасные для прочности оси напряжения. Для отечественных вагонных колесных пар размер натягов выбирают в пределах 0,10—0,25 мм.
Поскольку усилия напрессовки, принимаемые при формировании колесных пар, в несколько раз превышают наибольшие силы, возникающие при движении вагона по прямым и кривым участкам пути и стремящиеся сдвинуть колесо с оси, то можно было бы считать прочность прессового соединения вполне достаточной. Однако в эксплуатации иногда возникают сдвиги колес на осях. Поэтому целесообразно уточнить влияние некоторых факторов, снижающих прочность прессового соединения.
Под действием вертикальной нагрузки Р верхние волокна подступичной части оси растягиваются в продольном направлении, а нижние сжимаются (рисунок).
Этим деформациям препятствуют силы трения, возникающие на посадочных поверхностях. Вследствии деформаций оси и действия сил трения возникают также деформации ступицы колеса. Поскольку величины деформаций оси и ступицы различны, а их разница по краям посадочных поверхностей при значительных силах Р превышает величину предельного упругого смещения, происходит проскальзывание этих поверхностей. При вращении колесной пары изменяется направление проскальзывающих волокон. Такое проскальзывание может стать причиной изнашивания в результате фреттинг-коррозии и снижает прочность соединения колеса с осью. О наличии зон проскальзывания OFA, O1BG, О1КС и ОED свидетельствует образование в этих местах продуктов коррозии. Кроме зон проскальзывания, имеется и зона неподвижного контакта OABO1CD.
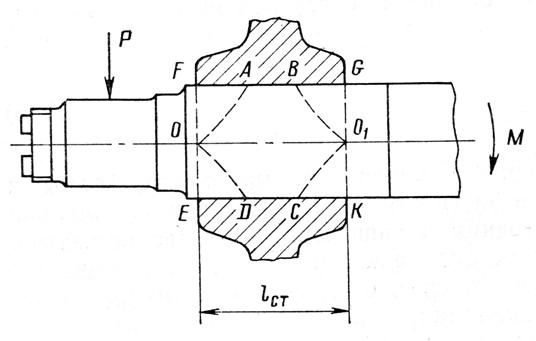
Рис. Зоны деформаций наружных слоев посадочных поверхностей подступичной части оси и ступицы колеса при действии вертикальной нагрузки [4]
Ее минимально необходимая длина и определяет возможность конструкционным методом добиться условий, при которых ослабления ступицы колеса в результате фреттинг-коррозии во время эксплуатации подвижного состава не происходит. Следует иметь в виду, что с увеличением нагрузки Р и обусловленных ею деформаций изгиба оси площадь зон проскальзывания возрастает, а зона неподвижного контакта уменьшается. Аналогичные зоны скольжения и неподвижного контакта возникают также при действии на колесную пару других нагрузок, вызывающих изгиб оси, например, горизонтальных поперечных сил, приложенных к гребню колеса. Такие силы могут достигать больших величин при движении вагона по крестовине стрелочного перевода и неблагоприятном сочетании некоторых факторов.
В целом, повышение натяга в прессовых соединениях может в значительной степени уменьшить повреждения от фреттинг-коррозии, что, однако, не исключает отрицательного влияния фреттинг-коррозии на сопротивление усталости.
4. Методы повышения долговечности
Для повышения долговечности неподвижных соединений могут использоваться различные конструктивно-технологические методы и методы, подавляющие физико-химические процессы, протекающие при фреттинг-коррозии. К конструктивно-технологическим относятся выбор рациональной конструкции, способствующий снижению уровня и концентрации напряжений в контакте; создание промежуточной среды; использование демпфирующих материалов; увеличение натяга для прессовых соединений. Конструктивными способами можно создавать условия, при которых вероятность проявления фреттинг-коррозии может снижаться или подавляться полностью. Другая группа предполагает использование средств защиты от коррозии, предотвращающих схватывание путем использования разнородных материалов при изготовлении деталей сопряжений, повышение твердости поверхностей трения, упрочнение контактирующих поверхностей, уменьшение термодинамической нестабильности системы, снижение трения, защита от электрохимической коррозии.
Для борьбы с фреттинг-коррозией следует уменьшать микроперемещения, понижать силы трения, сосредоточивать скольжение в промежуточной среде. Добиться уменьшения амплитуды проскальзывания можно, например, увеличением силы трения. Это, в свою очередь, может быть достигнуто как в результате уменьшения площади сопряжения деталей, повышения коэффициента трения за счет увеличения шероховатости, так и при нанесении на поверхность трения электролитических покрытий, что увеличивает фактическую площадь контакта сопрягаемых деталей. Однако при значительных микросмещениях эти покрытия сами обычно подвергаются фреттинг-коррозии и быстро изнашиваются.
Достаточно часто эффективным способом снижения износа является улучшение подвода смазки. Известно, что смазка на масляной или жировой основе способствует снижению износа при фреттинг-коррозии вследствии подавления коррозионных процессов на сопрягаемых поверхностях. Более эффективны смазки, в которых кислород имеет низкую растворимость и коэффициент диффузии. Наиболее рационально использовать консистентные смазки. Твердые смазки (свинец, индий, графит, дисульфид молибдена) иногда могут способствовать подавлению фреттинг-коррозии или существенно затормозить момент ее появления, однако их добавление в консистентные смазки может давать и отрицательный эффект. Неметаллические пленки типа фосфатных и анодных способствуют удержанию смазочного материала и, как следствие, снижению износа. Наиболее эффективными являются те смазочные материалы, которые обладают высокой адгезией к поверхности, выдерживают высокие давления, обладают высоким сопротивлением окислению, стабильностью свойств, низкие коэффициент диффузии и способность к растворению кислорода.
Одним из наиболее эффективных технологических способов борьбы с фреттинг-коррозией является нанесение на поверхность деталей различных многослойных мягких покрытий, имеющих низкое сопротивление текучести (медь, свинец, олово), которые выполняют роль разделяющего слоя и гасят возникающие в результате вибраций колебания. Часто не представляется возможным полное гашение колебаний, но добиться уменьшения амплитуды обычно удается. Перемещение контактирующих поверхностей можно исключить путем нанесения покрытий с малым модулем упругости, но при условии, если при данной амплитуде скольжения тангенциальная сила не достигнет предельной величины силы трения. Определенный эффект может быть достигнут увеличением твердости стали (например: закалкой или азотированием), что уменьшает взаимное внедрение неровностей деталей друг в друга и размер абразивных частиц, способствуя снижению интенсивности изнашивания.
Способствовать исключению коррозионной компоненты механизма фреттинг-изнашивания можно и нанесением таких защитных покрытий, как латунирование, нанесение фторуглеродного покрытия "Аспект – модификатор", твердосмазочного покрытия ВФП-5, вибронакатка. Дисперсная структура поверхностных слоев таких покрытий препятствует реализации дислокационного механизма деформационного упрочнения, а в последствии и разупрочнения поверхностных слоев материала детали с последующим разрушением, приводящим к появлению износа. Это происходит потому, что размер дисперсных частиц соизмерим с длиной свободного пробега дислокаций вследствие чего они, выходя на границы поверхности, не образуют скопление дислокаций.
Ряд исследователей в качестве эффективного способа повышения фреттинг-коррозионной стойкости предлагают нанесение тонких покрытий методом ионного осаждения из плазмы дугового разряда в парах материала эрозии катода (метод конденсации с ионной бомбардировкой).
Целесообразно избегать применения однородных сплавов, алюминия, титана и коррозионно-стойких сталей без покрытий. Эффективными являются методы механической, термической и химико-термической обработки, гальванические покрытия и химическая обработка поверхностей, нанесение пластмассовых пленок и полимерных покрытий (наиболее эффективны дробеструйная обработка, лужение, композиционное борирование). Однако следует помнить, что нанесение покрытий часто приводит к снижению усталостной прочности материала, может способствовать его наводороживанию и, как следствию, охрупчиванию. Можно использовать нанесение гальванических покрытий в качестве протекторной защиты, что тоже препятствует развитию коррозионных процессов при условии работы сопряжения в электролитической среде.
Заполнение зазора между деталями неподвижного соединения (в том числе и резьбовых соединений) пластичными и упругими материалами, может способствовать как подавлению фреттинг-коррозии, так и их герметизации. Последнее особенно важно для резьбовых соединений трубопроводов, работающих под давлением (например, тормозной сети вагонов). С целью обеспечения герметичности зазоры между контактирующими поверхностями должны быть максимально заполнены упруго и пластически деформированным материалом промежуточного тела, либо материалом одной из контактирующих деталей. Это определяется силой сжатия поверхностей контакта, при которой происходит максимальное внедрение микронеровностей твердой поверхности в контртело или в материал прокладки (при заполнении материалом уплотнения пространства между микронеровностями твердой поверхности).
Контрольные вопросы
1. Что такое неподвижное соединение (приведите примеры) ?
2. Какие условия являются необходимыми для проявления фреттинг-коррозии?
3. Какие внешние факторы влияют на фреттинг-коррозию?
4. Как условия эксплуатации воздействуют на работу неподвижных соединений?
5. Какие основные признаки развития фреттинг-коррозии вы знаете?
6. Каков механизм фреттинг-коррозии?
7. Какое влияние на процесс фреттинг-коррозии оказывает состав окружающей среды?
8. Какие процессы происходят в зоне контакта деталей неподвижных соединений?
9. Какие условия определяют возможность возникновения фреттинг-коррозии в резьбовых соединениях?
10. Почему от герметичности соединений тормозной сети вагонов зависит безопасность движения поездов?
11. Какие условия определяют возможность возникновения фреттинг-коррозии в прессовых соединениях?
12. Как длина прессового соединения определяет возможность ослабления ступицы колеса?
13. Какие существуют способы борьбы с фреттинг-коррозией?
14. Что следует учитывать при выборе материалов для изготовления деталей неподвижных прессовых соединений?
Рекомендуемая литература
1. , , Шевеля -коррозия металлов. Киев:Техника, 1974.272 с.
2. , , Тимофеев подтверждение малоцикловой усталостной природы фреттинг-изнашивания поверхностных слоев металлов //Трение, износ, смазка (электр. ресурс). 2000. Т.2, №3. 9 с.
3. О природе разрушения поверхности металлов при трении. М.: Наука, 1979. 118 с.
4. Вагоны: Учебник для вузов ж.-д. трансп. /Под ред. . 3-е изд., М.:Транспорт, 1980. 439 с.
5. Гаркунов . М.: Машиностроение, 1985. 424 с.
6. Основы трибологии (трение, износ, смазка): Учеб. для техн. вузов / Под ред. . М.: Центр «Наука и техника», 1995. 778 с.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 |
