

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Қазақстан Республикасының Министерство
Білім және ғылым образования и науки
министрлігі Республики Казахстан
Д. Серікбаев атындағы ВКГТУ
ШҚМТУ им. Д. Серикбаева
УТВЕРЖДАЮ
декан факультета МиТ
______________
_______________2014 г.
Пісіру мен дәнекерлеу әдістері
Зертханалық жұмыстар бойынша әдістемелік
нұсқаулар
Специальные методы сварки и пайка
Методические указания по лабораторным
(практическим) работам
Специальность: 5В071200, «Машиностроение»
Специализация: «Технология и оборудование сварочного производства»
Өскемен
Усть-Каменогорск
2014
Методические указания разработаны на кафедре машиностроения и технологии конструкционных материалов на основании ГОСО РК 3.08.338 – 2011 для студентов специальности 5В071200 «Машиностроение».
Обсуждено на заседании кафедры «М и ТКМ»
Зав. кафедрой
Протокол № от 2014г.
Одобрено методическим советом факультета машиностроения и транспорта
Председатель
Протокол № ____ от _______________ 2014г.
Разработал
Должность профессор
Нормоконтролер
СОДЕРЖАНИЕ
1 Технология и оборудование газовой сварки | 4 |
2 Лабораторно-практическая работа «Электрическая контактная сварка» | 16 |
В методических указаниях представлены полные описания лабораторно-практических работ.
Каждая работа состоит из наименования, целей и задач, теоретической части изучаемого вопроса и рекомендаций по практическому выполнению с указанием итоговой таблицы или формы графика. Кроме того, указаны требования к отчету по работе и дан перечень основных вопросов для самопроверки.
1 ТЕХНОЛОГИЯ И ОБОРУДОВАНИЕ ГАЗОВОЙ СВАРКИ
1.1 Цель работы
Целью лабораторной работы является изучение:
- процесса сварки;
- техники сварки;
- устройства сварочного поста;
- назначения сварочных приборов и приспособлений.
1.2 Оборудование, приспособления, инструмент
- присадочная проволока;
- газовые баллоны;
- редукторы;
- шланги;
- газогенератор;
- газовая горелка;
- газовый резак;
- спецодежда.
1.3 Содержание работы
При газовой сварке для расплавления кромок соединяемых частей и вводимого присадочного материала используют тепло, выделяемое при сгорании горючих газов (ацетилен, пропан, бутан, пары керосина, водород и т. д.) в технически чистом кислороде. При этом максимальные температуры пламени равны соответственно 3100, 2750, 2500, 2400, 21000С. Наибольшее распространение получила ацетилено-кислородная сварка в связи с ее экономичностью и эффективностью при максимальном качестве соединений.
1.3.1 Кислород
Для сварочных работ используют газообразный кислород, который получают из воздуха методом его глубокого охлаждения (сжижения). Кислород поставляют к месту потребления в стальных баллонах голубого цвета под давлением 15МПа или в жидком виде – в специальных сосудах с хорошей теплоизоляцией. Для превращения жидкого кислорода в газ используют газификаторы или насосы с испарителями для жидкого кислорода.
Кислород имеет высокую химическую активность, образуя соединения со всеми химическими элементами, кроме инертных газов. Реакции соединения с кислородом протекают с выделением большого количества тепла.
При соприкосновении чистого газообразного кислорода с органическими веществами, маслами, жирами может произойти их самовоспламенение. Поэтому всю кислородную аппаратуру необходимо тщательно обезжиривать. Кислород способен образовывать в широких пределах взрывчатые смеси с горючими газами
1.3.2 Ацетилен (С2Н2)
Ацетилен является основным горючим газом для газовой сварки и резки металлов, температура его пламени при сгорании в смеси с технически чистым кислородом достигает 31500С (при избытке кислорода 34500С).
Технический ацетилен при нормальных давлении и температуре представляет собой бесцветный газ с резким специфическим запахом.
При использовании ацетилена необходимо учитывать его взрывоопасные свойства. Температура самовоспламенения ацетилена колеблется в пределах 240-6300С и зависит от давления и присутствия в нем различных веществ.
Повышение давления существенно снижает температуру самовоспламенения ацетилена.
Ацетилен с воздухом образует взрывоопасные смеси в пределах от 2,2 до 81% ацетилена по объему при нормальном атмосферном давлении, а с технически чистым кислородом – в пределах от 2,3 до 3% ацетилена. Наиболее взрывоопасны смеси, содержащие 7 – 13% ацетилена.
Присутствие окиси меди снижает температуру воспламенения ацетилена до 2400С. Поэтому категорически запрещается при изготовлении ацетиленового оборудования применение сплавов, содержащих более 70% меди.
Взрывоопасность ацетилена понижается при растворении его в жидкостях. Особенно хорошо он растворяется в ацетоне. В одном объеме технического ацетона при 200С и нормальном атмосферном давлении можно растворить до 20 объемов ацетилена. Растворимость ацетилена в ацетоне увеличивается с увеличением давления и понижением температуры.
Ацетилен получают при разложении водой карбида кальция (СаС2) по реакции
![]()
Непосредственно на рабочем месте газосварщика аустилен либо находится в баллонах белого цвета, либо получают из карбида кальция в газогенераторе.
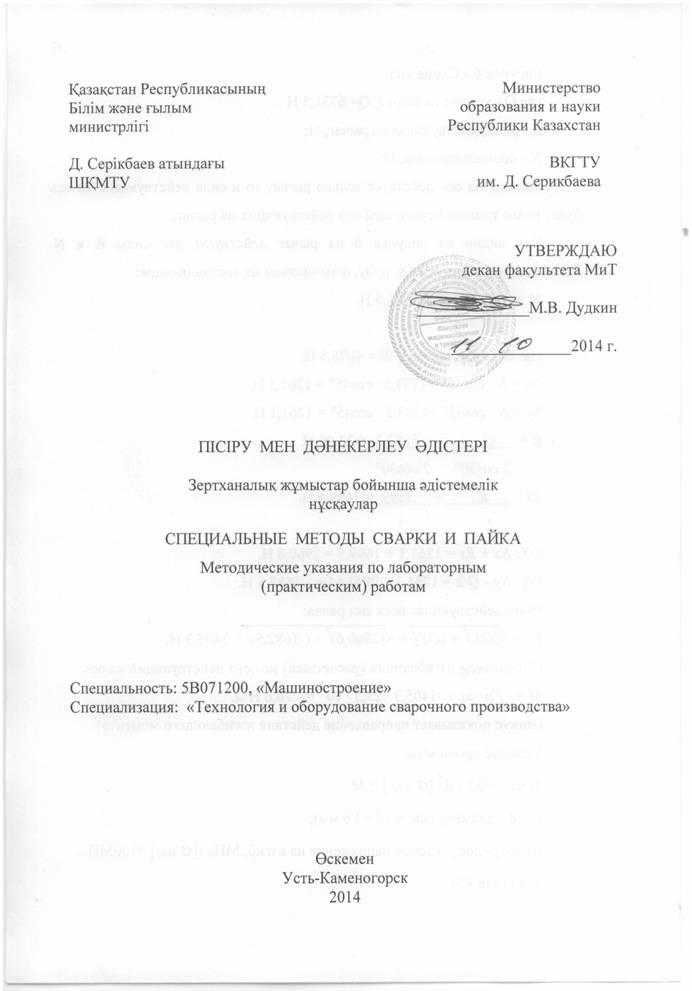
1.3.3 Кислородно-ацетиленовое пламя
Строение аустилено-кислородного пламени показано на рисунке 1. Оно характерно также для большинства газокислородных смесей.
1 – ядро; 2 – восстановительная зона; 3 – факел пламени
Рисунок 1 – Схема строения газокислородного пламени.
Ядро 1 пламени состоит из смеси холодных газов с четко выраженными границами. В зоне 2 ацетилен сгорает в чистом кислороде при их соотношении 1:1 по реакции
![]() (1)
(1)
Эта зона характеризуется восстановительной атмосферой за счет наличия СО и Н2 и максимальной температурой 31500С. При плавлении и сварке этой зоной процесс протекает эффективно и с минимальным окислением металла шва.
В наружной зоне продукты неполного сгорания дожигаются за счет кислорода окружающего воздуха по реакции
![]() (2)
(2)
При этом формируется факел пламени 3, который используется для дополнительного подогрева свариваемых кромок и шва.
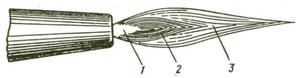
В зависимости от соотношения газов в смеси пламя может быть нормальным (рисунок 1), науглераживающим (ацетиленовым) и окислительным (рисунок 2).
а) – нормальное; б – науглероживающее; в - окислительное
Рисунок 2 – Виды ацетилено-кислородного пламени.
При избытке ацетилена (рисунок 2.б) ядро увеличивается, приобретает расплывчатые очертания и начинает коптить. Такое пламя используется при сварке высокоуглеродистых сталей и чугунов. При избытке кислорода ядро пламени укорачивается и заостряется. Такое пламя, несмотря на более высокую температуру в 34500С, вызывает окисление компонентов сплавов и для сварки не должно использоваться.
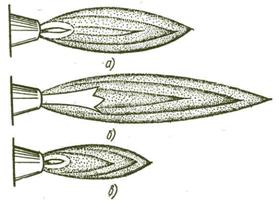
1.3.4 Способы сварки
В зависимости от направления перемещения горелки и присадочного прутка по шву различают левый и правый способы сварки. При левом способе (рисунок 3.а) впереди перемещается присадочный пруток, а за ним горелка. Левый способ более простой и применяется для сварки малых толщин до 3 мм.
а – левый; б – правый; 1 – присадочный пруток; 2 – газовая горелка
Рисунок 3 – Способы газовой сварки
При правом способе впереди перемещается горелка, а за ней присадочный пруток (рисунок 3.б). Правый способ сложнее, но более производительный и позволяет эффективно воздействовать на жидкую металлическую ванну (перемешивать, поддерживать, перемещать).
Вертикальные швы выполняют левым способом, а горизонтальные и потолочные – правым. Для лучшего перемешивания металла необходимо конец присадочного прутка погружать в расплавленную ванну и совершать им колебательные движения. Диаметр присадочного прутка выбирают примерно равным свариваемой толщине, но не более 4-5 мм. Присадочный пруток берут того же состава, что и основной металл. Мощность горелки выбирают из расчета 120-150 л/час на 1 мм толщины свариваемого металла. При сварке листов разной толщины мощность горелки выбирают по большей толщине.
Легированные стали и цветные металлы сваривают с применением флюсов, соответствующих составов.
1.3.5 Оборудование сварочного поста
Устройство сварочного поста может отличаться только способом поставки ацетилена:
- поставка ацетилена в баллоне;
- выработка ацетилена на месте сварки в газогенераторе.
На рисунке 17 представлен первый вариант схемы сварочного поста.
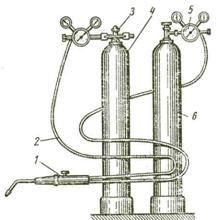
1 – горелка; 2 – шланг; 3 – вентиль; 4 – кислородный баллон; 5 – ацетиленовый редуктор; 6 – баллон с ацетиленом
Рисунок 4 – Схема газосварочного поста с питанием от баллонов.
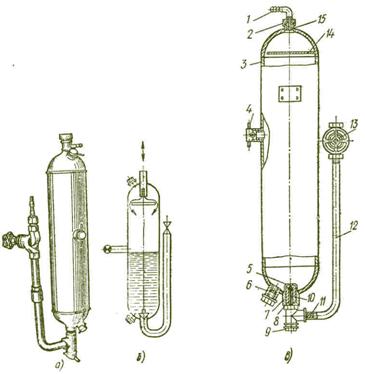
1.3.6 Баллоны для сжатых газов
Для транспортировки и хранения сжатых, сжиженных и растворенных газов под давлением выше атмосферного применяются стальные баллоны различной емкости (рисунок 4). Наибольшее применение получили баллоны емкостью 40 л.
Кислородные баллоны окрашиваются в голубой цвет, с надписью «Кислород» черной краской. Ацетиленовые баллоны окрашиваются в белый цвет, с надписью «Ацетилен» красной краской.
В горловине баллона имеется отверстие с резьбой, куда ввертывается запорный вентиль. Сверху вентиль закрывается предохранительным колпаком, который навертывается на верхнюю резьбу горловины. На нижнюю часть баллона прочно насажен башмак, обеспечивающий устойчивость баллона в вертикальном положении. Запорный вентиль ацетиленового баллона делается из стали, а кислородный вентиль может быть из медного сплава.
В отличии от кислородных, ацетиленовые баллоны наполняются пористой массой и ацетоном. Пористая масса (березовый активированный уголь) уплотняется и пропитывается ацетоном из расчета 225-230 г/л емкости. Давление ацетилена в баллоне около 2,0 МПа (20 кг/см2). Давление кислорода в баллоне около 15 МПа (150 кг/см2).

1 – опорный башмак; 2 – корпус; 3 – кольцо; 4 – запорный вентиль; 5 – предохранительный колпак
Рисунок 5 – Кислородный баллон.
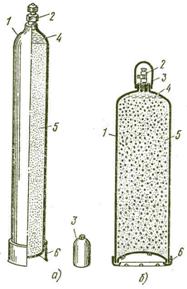
а – бесшовный; б – сварной БАС – 1 –58; 1 – корпус; 2 – запорный вентиль; 3 – предохранительный колпак; 4 – газовая подушка; 5 – пористая масса с ацетоном; 6 – опорный башмак
Рисунок 6 – Ацетиленовые баллоны.
1.3.7 Ацетиленовые генераторы для получения ацетилена на рабочем месте
В случае отсутствия ацетиленовых баллонов используют ацетиленовые газогенераторы, в которых ацетилен получают разложением кускового карбида кальция (СаС2) водой:
![]() (3)
(3)
Согласно ГОСТ5190-67 газогенераторы выпускаются низкого (до 0,1 кг/см2), среднего (0,1 – 1,5 кг/см2) и высокого (свыше 1,5 кг/см2) давления, стационарного и передвижного типов (рисунок 20).
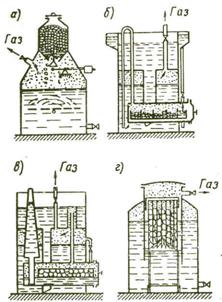
Рисунок 7 – Схемы систем ацетиленовых генераторов.
По способу воздействия карбида кальция с водой и регулирования выработки ацетилена генераторы делятся на системы:
1) «Карбид в воду» (рисунок 7.а);
2) «Вода на карбид» (рисунок 7.б);
3) «Вода на карбид и вытеснение воды» (рисунок 7.в);
4) «Контактная система» (рисунок 7.г).
Наиболее легким переносным аппаратом для выполнения работ в монтажных условиях и приспособленным для использования на открытом воздухе в зимнее время является генератор АСМ-1-58 (рисунок 8). Он работает по контактной системе; состоит из вертикального цилиндрического корпуса 1 со сферическими днищами. В верхнее днище встроена горловина, через которую в корпус ставят корзину 2 с карбидом. Корзина укреплена на крышке 3, плотное закрывание которой достигается болтом 4 и траверсой 5. Нижняя часть корпуса 7, используемая как промыватель, отделена от верхней перегородкой 8 и соединяется с ней трубкой 9. Загруженную карбидом корзину устанавливают в шахту 10, заполненную водой до определенного уровня. При контакте карбида с водой происходит выделение ацетилена, который по трубке 9 попадает в промыватель и оттуда через водяной затвор 6 отбирается на потребление. При чрезмерном повышении давления ацетилена вода из шахты 10 будет вытесняться в другую часть корпуса генератора и реакция выделения ацетилена прекратится. При снижении давления вода вновь войдет в контакт с карбидом кальция.
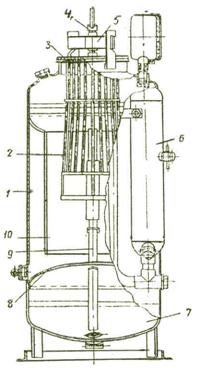
Рисунок 8 – Ацетиленовый генератор АСМ-1-58.
1.3.8 Предохранительные затворы
Предохранительные затворы предназначены для защиты трубопроводов и ацетиленовых генераторов от проникновения в них взрывчатой волны кисродоно-ацетиленового пламени при обратном ударе от сопла горелки (резака). Они могут быть водяные (жидкостные) или сухие.
Жидкостные водяные затворы среднего давления не имеют открытого сообщения с атмосферой. Конструктивно они могут быть мембранными - с разрывающейся мембраной и безмембранные – без предохранительной мембраны. Последние имеют более прочный корпус, в котором и гасится взрыв. Затвор среднего давления безмембранного типа показан на рисунке 9. В нем одностороннее движение газа обеспечивает шариковый обратный клапан, а полную герметизацию от пламени обратного удара – вода, заливаемая в предохранительный затвор.
а – внешний вид; б – схема работы; в – устройство; 1 – труба – ниппель; 2 – накидная гайка; 3 – корпус; 4 – контрольный кран; 5 – колпачок; 6 – сливной штуцер; 7 – бобышка; 8 – шариковый обратный клапан; 9 – пробка; 10 – седло; 11 – сетка; 12 – газоподводящая труба; 13 – вентиль; 14 – диск – отражатель; 15 – штуцер для залива воды
Рисунок 9 – Безмембранный жидкостный предохранительный затвор среднего давления ЗСП-7-67
1.3.9 Газовые редукторы
Редукторы предназначены для понижения давления газа, поступающего в него из баллона или распределительного трубопровода и автоматического поддержания заданного давления постоянным. Классификация редукторов по назначению: Б – баллонные; Р – рамповые; С – сетевые. По типу: А – ацетиленовые; К – кислородные; В – водородные; М – метановые; П – пропан-бутановые. По схеме регулирования: О – одноступенчатые; Д – двухступенчатые.
Кислородные, водородные и пропан-бутановые редукторы присоединяются к вентилю баллона накидной гайкой, а ацетиленовый хомутом. У накидной гайки кислородного редуктора – правая резьба, а у водородного и пропан-бутанового – левая резьба.
Кислородные редукторы понижают давление газа от 15 до 0,3 МПа (от 150 до 3 кг/см2), ацетиленовые от 1,6 до 0,03 МПа (от 16 до 0,3 кг/см2).
Балонный, одноступенчатый кислородный редуктор приведен на рисунке 10.
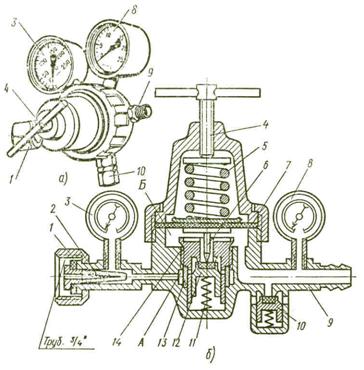
а – внешний вид, б – внутреннее устройство; 1 – накидная гайка, 2, 13 – фильтры, 3, 8 – манометры, 4 – регулирующий винт, 5 – нажимная пружина, 6 – толкатель, 7 – мембрана, 9 – ниппель, 10 – предохранительный клапан, 11 – запорная пружина, 12 – редуцирующий клапан, 14 – седло; А – камера высокого давления, Б – рабочая камера
Рисунок 10 – Баллонный одноступенчатый кислородный редуктор.
При вращении регулировочного винта 4 нажимная пружина 5, воздействуя через диск на мембрану 7 и толкатель 6, отжимает редуцирующий клапан 12 от седла 14. Газ из камеры высокого давления А переходит в рабочую камеру Б и через ниппель 9 в шланги. При достижении необходимого давления в камере Б мембрана 7 сжимает пружину 5 и клапан 12 садится на седло 14. Редуцирование прекращается. С момента отбора газа редуцирование возобновляется.
1.3.10 Шланги
Шланги служат для подвода к горелке (резаку) газов. Изготавливаются они из вулканизированной резины с одним или несколькими слоями хлопчатобумажной ткани (армирование для прочности).
Кислородные шланги выдерживают давление до 1 МПа (10 кг/см2), ацетиленовые до 0,3 МПа (3 кг/см2). Длина шлангов должна быть не менее 5 метров.
При использовании в качестве горючего керосина или бензина применяют шланги из бензостойкой резины.
Закрепление шлангов на ниппелях горелок, резаков, редукторов, газогенераторов производится в помощью металлических хомутов.
1.3.11 Сварочные горелки
Сварочная горелка является основным инструментом газосварщика. Это устройство, которое предназначено для смешивания горючего газа с кислородом и получения устойчивого высокотемпературного пламени.
По принципу действия горелки бывают инжекторные и безинжекторные (при газовой сварке, как правило, смешиваются два газа, которые находятся под разным давлением и это различие составляет 10 – 15 раз).
Поэтому наибольшее применение находят инжекторные горелки. В них горючая смесь образуется за счет инжектирования (подсоса) горючего газа (низкое давление) кислородом (высокое давление). Устройство такой горелки показано на рисунке 11, а разрез инжекторного устройства на рисунке 12.
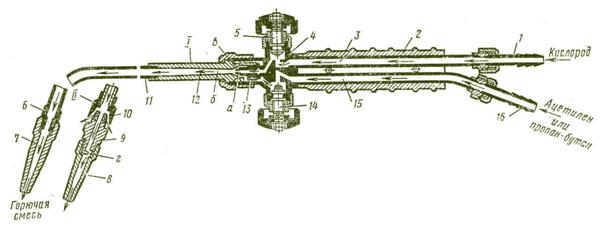
1 – кислородный ниппель, 2 – рукоятка, 3 – кислородная труба, 4 – корпус, 5 – регулирующий кислородный вентиль, 6 – ниппель наконечника, 7 – мундштук ацетилено-кислородной горелки, 8 – мундштук пропан-бутан-кислородной горелки, 9 – штуцер, 10 – подогреватель, 11 – трубка горючей смеси, 12 – трубка смесительной камеры, 13 – инжектор, 14 – регулирующий вентиль горючего газа, 15 – трубка горючего газа, 16 – ниппель горючего газа; а – канал малого сечения, б – канал смесительной камеры, в – зазор между стенками смесительной камеры и корпусом инжектора, г – боковые отверстия в штуцере; I – сменный наконечник для ацетилено-кислородной горелки, II – сменный наконечник для пропан-бутан-кислородной горелки
Рисунок 11 – Устройство и принцип работы инжекторной сварочной горелки.
Кислород проходит по центральному каналу, выходит в смесительную камеру с высокой скоростью и, расширяясь, теряет давление. При этом происходит подсос ацетилена. Для нормальной работы инжекторной горелки давление кислорода должно быть 0,2 – 0,4 МПа (2 – 4 кг/см2), а ацетилена может быть 0,001 – 0,01 МПа (0,01 – 0,1 кг/см2).
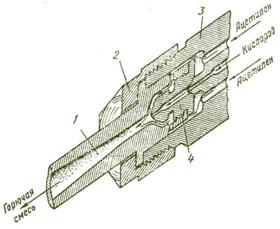
1 – смесительная камера, 2 – накидная гайка, 3 – корпус горелки, 4 – инжектор
Рисунок 12 – Разрез инжекторного устройства.
1.4 Порядок выполнения работы
- ознакомиться с технологией процесса сварки;
- изучить принцип действия газосварочного оборудования;
- проверить свои знания на имеющемся оборудовании: газогенератор, баллоны, редуктор, горелка, резак;
- составить и защитить отчет.
1.5 Содержание отчета
- цель работы;
- краткая теоретическая часть;
- изобразить принципиальные схемы оборудования: газогенератор, предохранительный затвор, редуктор, горелка;
- выводы по работе.
1.6 Вопросы для самопроверки
- регулировка сварочного пламени;
- способы газовой сварки;
- горючие газы и их характеристика;
- принцип работы и назначение: газогенератора, баллона, редуктора, шлангов, предохранительного затвора, горелки.
2 ЭЛЕКТРИЧЕСКАЯ КОНТАКТНАЯ СВАРКА
2.1 Цель работы
- изучить принцип электроконтактной сварки;
- ознакомиться со способами сварки;
- изучить устройство машины для точечной сварки;
- произвести сварку на точечной и шовной машинах.
2.2 Оборудование, приспособления, инструмент
- машина для точечной электроконтактной сварки;
- машина для шовной электроконтактной сварки;
- образцы для сварки;
- спецодежда;
- защитные очки.
2.3 Содержание работы
Контактная сварка относится к способам сварки давлением с кратковременным контактным нагревом места соединения проходящим точкам и осадкой разогретых заготовок. Характерная особенность этого процесса - быстрота пластической деформации, в ходе которой формируется сварное соединение.
Способы контактной сварки получили наибольшее промышленное применение благодаря простоте выполнения и высокой производительности.
Электрическая контактная сварка является термомеханическим процессом, при котором место соединения заготовок разогревается проходящим по металлу электрическим током, причем максимальное количество теплоты выделяется в месте сварочного контакта за счет его высокого электросопротивления. Типы сварных соединений представлены на рисунке 1.
По принципу формирования сварного соединения различают стыковую, точечную, рельефную, роликовую (шовную) электрическую контактную сварку.
2.3.1 Стыковая сварка
Стыковая сварка (рисунок 1.а) – вид контактной сварки при котором соединяемые детали свариваются по всей плоскости их соприкосновения.
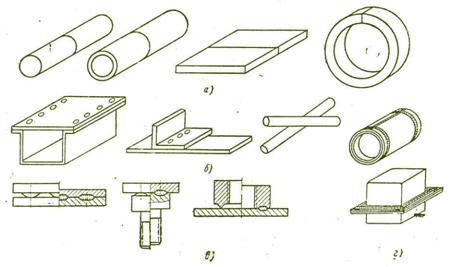
Рисунок 1 – Основные типы соединений.
Принципиальная схема стыковой контактной электросварки приведена на рисунке 2.
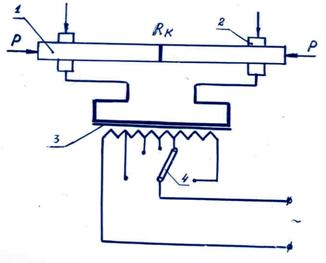
1 – свариваемые детали; 2 – токоподводы; 3 – сварочный трансформатор; 4 – переключатель ступеней.
Рисунок 2 – Схема стыковой сварки.
Сопротивление RК между свариваемыми заготовками является наибольшим в сварочной цепи, т. к. поверхности стыка имеют неровности и соприкасаются в отдельных точках. В результате высокой плотности тока в точках контакта металл в зоне сварки нагревается до термопластичного состояния или до плавления. Поэтому существует два способа стыковой сварки – сопротивлением (в твердом состоянии) и оплавлением (в твердо-жидком состоянии).
При сварке сопротивлением свариваемые детали, закрепленные в зажимах осадочного механизма машины, приводятся в соприкосновение под некоторым начальным давлением Рн, после чего включается электрический ток. После нагрева зоны сварки до температуры пластического состояния металла прикладывают осадочное давление Рос и выключают ток. За счет выдавленного при осадке металла в месте соединения образуется утолщение.
Стыковая сварка сопротивлением применяется для соединения деталей со сплошным сечением (круг, квадрат), с диаметром или с размерами сторон не более 20 мм, а также толстостенных труб.
Прочность стыка, сваренного способом сопротивления, обычно ниже прочности основного металла. Преимуществом этого способа является отсутствие грата (выдавленных из зоны соединения жидкого металла и шлака), что особенно важно при сварке труб.
2.3.2 Сварка оплавлением
Сварку оплавлением осуществляют при непрерывном или прерывистом процессе.
В начале процесса сварки непрерывным оплавлением концы свариваемых деталей, находящиеся под напряжением сварочной цепи, сводят до легкого соприкосновения. Вследствие слабого контакта и касания торцовых поверхностей свариваемых деталей отдельными выступами происходит быстрый разогрев металла до жидкого состояния с образованием перемычек. Электрический ток, протекая через эти перемычки, нагревает металл до кипения. Под действием давления паров и электромагнитных сил сварочного контура расплавленный металл выбрасывается из стыка. На рисунке 3 схематически показано развитие процесса оплавления по сечению стыка.
Для обеспечения непрерывного процесса необходимо сближать торцы деталей по мере их оплавления. Высокая температура, развиваемая при этом процессе, разогревает близлежащие зоны металла до температуры пластического состояния. Под действием осадочного давления жидкий металл выдавливается в виде грата; сварка происходит между слоями металла, находящимися в пластическом состоянии.
Стыковой сваркой оплавлением можно соединять детали со сплошным и развитым сечением, а также детали с тонкими стенками. При этом форма сечения деталей не имеет такого значения, как при сварке сопротивлением.
Прочность сварных соединений при стыковой сварке оплавлением, как правило, близка к прочности основного металла. Однако, выдавленный жидкий металл формируется вокруг сварного соединения в виде местного утолщения грата. Грат после сварки необходимо удалять любым способом резки.
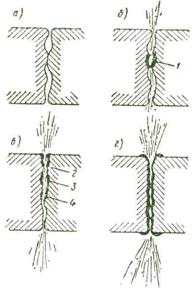
Рисунок 3 – Схема развития процесса сварки встык оплавлением.
2.3.3 Точечная сварка
Точечная сварка (рисунок 1.б) – вид контактной сварки, при которой заготовки соединяются в отдельных точках. При точечной сварке заготовки собирают в нахлестку и зажимают с некоторым усилием Р между двумя медными электродами, подводящими ток к месту сварки (рисунок 4).
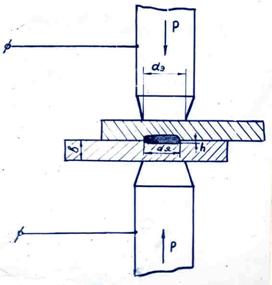
Рисунок 4 – Принципиальная схема точечной контактной сварки.
Соприкасающиеся с медным электродом поверхности свариваемых заготовок нагреваются медленнее их внутренних слоев. Нагрев продолжают до пластического состояния внешних слоев и до расплавления внутренних слоев. Затем выключают ток и формируют соединение под давлением. В результате образуется литая сварная точка.
Диаметр сварной точки dя (диаметр ядра) может достигать диаметра рабочей поверхности электрода сварочной машины.
Диаметр рабочей (контактной) поверхности электрода (dэ) выбирают в зависимости от толщины свариваемых листов:
- при толщине листа S до 3 мм dэ = 2S + 3, мм;
- при толщине листа S более 3 мм dэ = 1,5S + 5 мм.
Прочность соединения листового материала точечной контактной сварки зависит от правильного выбора режима и соблюдения технологии.
Режим сварки определяется величиной сварочного тока, длительностью его протекания через контактные поверхности и усилием сжатия.
При правильном определении режима сварки диаметр ядра составляет (1 – 1,5) dэ или (3 – 4) b, где b – толщина свариваемого листа, а величина проплавления h – 20% от b (рисунок 4).
2.3.4 Роликовая (шовная) контактная сварка
Роликовая (шовная) контактная сварка применяется для соединения листового металла толщиной до 3 мм сплошным герметичным швом перекрывающимися точками (рисунок 5). Сварка выполняется с помощью двух вращающихся медных роликов (электродов), между которыми сжимаются свариваемые листы. Верхний ролик приводится во вращение от электродвигателя переменного тока через редуктор и коническую пару шестерен.
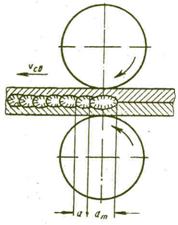
Рисунок 5 – Принципиальная схема роликовой (шовной) сварки.
К роликам подводится ток от вторичной цепи сварочного трансформатора.
Роликовую сварку часто применяют при сборке из двух штампованных заготовок баков и других герметезированных емкостей из листового металла (рисунок 6).
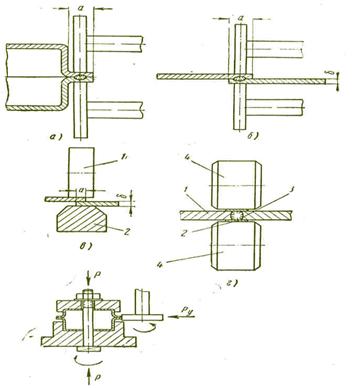
Рисунок 6 – Типы соединений при роликовой сварке.
2.3.5 Электрическая контактная сварка
Все способы электрической контактной сварки характеризуются следующими положительными свойствами:
- высокая скорость нагрева металла, следовательно, высокая производительность процесса сварки;
- минимальная зона нагрева металла, не допускающая больших внутренних напряжений в свариваемых заготовках;
- достаточно высокая прочность сварного соединения;
- возможность максимальной автоматизации процесса сварки.
Электрическая контактная сварка широко применяется в машиностроении, приборостроении, в автомобильной и тракторной промышленности при изготовлении кузовов и кабин, топливных баков, клапанов двигателей внутреннего сгорания, штоков, тяг и других деталей.
2.3.6 Оборудование для электрической контактной сварки
Принципиальная электрическая схема устройства контактной машины одинакова для всех способов сварки (рисунок 7). Ее основными элементами являются вторичная цепь машины, состоящая из электродов 1, хоботов (клнсолей) 2, гибких токоведущих шин 3 и вторичного витка 4 трансформатора 5 и первичной цепи, состоящей из первичной обмотки 6 с переключателем ступеней 7, контактора К1 для включения и выключения сварочного трансформатора через контакты 8, реле времени 9, выключателя включения и выключения машины 10.
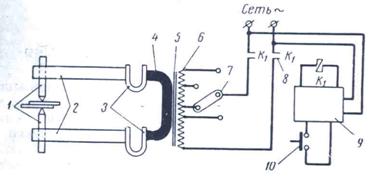
Рисунок 7 – Принципиальная электрическая схема машин для точечной сварки.
Кинематическая схема простейшей точечной машины МТП-25М показана на рисунке 8. Данная машина относится к точечным машинам малой мощности с педальным пружинным механизмом сжатия и радиальным ходом верхнего электрода.
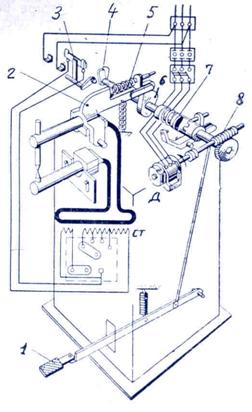
Рисунок 8 – Кинематическая схема точечной машины МТП-25М.
Точечная машина МТП-25М предназначена для автоматической сварки деталей из малоуглеродистой стали толщиной до 1,5 + 1,5 мм. На машинах этого типа допускается сварка деталей толщиной до 3 + 3 мм в неавтоматическом режиме.
После включения электродвигателя Д через червячный редуктор 8 постоянно вращает первичный вал с посаженной на нем половинкой зубчатой разъемной муфты сцепления. При нажатии ножной педали 1 освобождается полумуфта 7, которая под действием собственной пружины сцепляется с другой половиной, и кулачковый распределительный вал начинает вращаться. При этом эксцентриковый кулачок 6 поворачивает кронштейн 2 с верхним электродом до тех пор, пока не произойдет зажатие свариваемого изделия между электродами.
Дальнейший поворот кулачка приведет к сжатию пружины 5 и созданию необходимого давления на электродах. После этого токовые кулачки 4 замыкают контакты двухполюсного механического контактора 3, включающего сварочный трансформатор. По окончании сварки контакты контактора размыкаются и отключают сварочный трансформатор от сети. Дальнейшее вращение кулачкового вала приведет к снятию давления и подъему верхнего электрода. Если педаль держать нажатой, то цикл зажатия деталей и сварки повторится. Время сварки регулируется с помощью токовых положения кулачков.
2.4 Порядок выполнения работы
- изучить материал данных методических указаний;
- составить технический отчет;
- изучить устройство имеющихся контактных машин и провести сварку двух пластин на точечной и шовной машинах.
2.5 Содержание отчета
- цель работы;
- краткая теоретическая часть с основными определениями;
- схема способов сварки (рисунки 2, 4, 5);
- краткое теоретическое введение с указанием параметров;
- принципиальная электросхема машины с описанием точечной контактной сварки на мягких и жестких режимах (рисунок 7);
- описание опытов;
- выводы по работе.
2.6 Вопросы для самопроверки
- основные способы контактной электросварки;
- термофизические процессы в зоне формирования сварного соединения;
- области применения способов сварки;
- принципиальное устройство сварочного оборудования.
