
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Министерство образования и науки Республики Казахстан
Павлодарский государственный университет
им. С. Торайгырова
Факультет машиностроения, металлургии и транспорта
Кафедра машиностроения и стандартизации
ОПРЕДЕЛЕНИЕ СТРУКТУРЫ СТАНКОВ
Методические указания к выполнению практической работы № 2 по дисциплине «Металлорежущие станки» для студентов специальности 050712 – Машиностроение и 050732 – Стандартизация, метрология и сертификация (для внутривузовского пользования)
Павлодар
Кереку
2009
УДК 621.9(07)
ББК 63-5я7
К41
Рекомендовано к изданию заседанием кафедры машиностроения и стандартизации, факультета машиностроения, металлургии и транспорта Павлодарского государственного университета
им. С. Торайгырова
Рецензент:
– кандидат технических наук, профессор Павлодарского государственного университета им. С. Торайгырова
К41 Определение структуры станков: методические указания к практической работе № 2 по дисциплине «Металлорежущие станки» для студентов специальности 050712 – Машиностроение / сост. : – Павлодар : Кереку, 2009. – 23 с.
В методических указаниях изложены принципы получения поверхностей на металлорежущих станках, методы получения производящих линий и на этой основе принципы получения необходимых исполнительных движений и их реализации с помощью кинематических групп, определяющих кинематическую структуру станков. Студентам предлагается по заданному варианту обрабатываемой поверхности детали на основе изложенного теоретического материала составить структурную формулу станка.
Методические указания рекомендуются студентам машиностроительных специальностей вузов.
УДК 621.9(07)
ББК 63-5я7
© 2009
© ПГУ им. С. Торайгырова, 2009
За достоверность материалов, грамматические и орфографические ошибки ответственность несут авторы и составители
Введение
Трудно найти более разнообразные машины, чем металлорежущие станки. Для возможности изучения их принципа действия, анализа кинематической структуры, расчета параметров движений рабочих органов и их настройки для решения конкретных производственных задач, в данной работе студентам предлагается на конкретном примере изучить первоначальный этап в освоении методического подхода по изучению металлорежущих станков.
Упомянутый первоначальный этап будет заключаться в изложении принципа образования поверхностей, методов получения производящих линий и на этой основе определения видов формообразующих движений, реализуемых с помощью кинематических групп, и определения кинематической структуры станка. Выполнение данной работы позволит перейти к последующему этапу в освоении методики по изучению металлорежущих станков, а именно, перейти к построению кинематической структуры станка.
1 Цели и задачи практической работы
1.1 Цель практической работы – освоить принцип определения формообразующих движений и на этой основе научиться определять тип структуры станка.
1.2 Задачи практической работы:
– изучить теоретическую часть методического указания;
– согласно варианту задания определить производящие линии и методы их получения;
– определить вид формообразующих движений и записать структуру станка.
2 Теоретическая часть
2.1 Виды поверхностей и принципы их образования
Любая поверхность (плоскость, цилиндрическая, эвольвентная, винтовая и т. д.) может быть получена как след от перемещения одной линии по другой. Первая из них называется образующей производящей линией (ОПЛ), вторая – направляющей производящей линией (НПЛ). Например, цилиндрическую поверхность (рис. 1,а) можно получить как след от перемещения окружности 1 (ОПЛ) по прямой 2 (НПЛ). Эвольвентную поверхность зубчатого колеса (рис. 1,б) можно получить как след от перемещения эвольвенты 1 (ОПЛ) по прямой 2 (НПЛ).
Рисунок 1 – Примеры образования поверхностей
Приведенные в качестве примеров поверхности можно получить иным путем: цилиндрическую поверхность (рисунок 1,в) – перемещая прямую линию 1 (ОПЛ) по окружности 2 (НПЛ) и эвольвентную поверхность (рисунок 1,г) – перемещая прямую линию 1 (ОПЛ) по эвольвенте 2 (НПЛ). Аналогично можно получить плоскость, винтовую и другие поверхности. Дальнейшая задача будет заключаться в получении производящих линий на станке, а следовательно, и поверхности в целом.
2.2 Методы получения производящих линий
На металлорежущих станках производящие линии получаются с помощью вспомогательных элементов, например, с помощью режущих кромок инструментов. Движения вспомогательных элементов, с помощью которых получаются производящие линии поверхностей, называются формообразующими и обозначаются символами Фv – движение скорости резания, соответствующее обозначению Dг (главного движения) по ГОСТ 25762-83 и ФS – движение подачи, соответствующее обозначению DS по ГОСТ 25762-83.
С учетом вида вспомогательного элемента различают следующие методы получения производящих линий.
Первый случай – вспомогательный элемент выполнен в виде материальной линии. В этом случае различают два метода: метод копирования и метод обката.
1) Метод копирования
При использовании этого метода форма и протяженность вспомогательного элемента 1 соответствует форме и протяженности получаемой производящей линии 2 (рисунок 2).
Рисунок 2 – Метод копирования
Для реализации этого метода движения формообразования не нужны. Для получения производящей линии 2 достаточно линию 1 переместить в заданное положение. Например, профиль любой резьбы получается методом копирования, так как он (профиль резьбы) соответствует профилю режущих кромок инструмента.
2) Метод обката (огибания)
Форма и протяженность вспомогательного элемента 1 (рисунок 3) не соответствует получаемой производящей линии 2.
Рисунок 3 – Метод обката
Последняя получается как огибающая ряда последовательных положений вспомогательного элемента 1, занимаемых им при обкате получаемой производящей линии 2. Здесь необходимо создать одно движение формообразования – движение качения Ф вспомогательного элемента 1. Например, при накатывании поверхности роликом (рисунок 4) образующая производящая линия 1 получается методом копирования (копируется форма профиля продольного сечения ролика), для реализации которого движения формообразования не нужны.

Рисунок 4 – Пример получения поверхности с использованием метода обката
Направляющая производящая линия 2 получается методом обката реализуемого формообразующим движением качения ролика Ф.
Второй случай – вспомогательный элемент выполнен в виде материальной точки.
3) Метод следа
Рисунок 5 – Метод следа
Производящая линия 2 получается как след от движения точки 1 (рисунок 5). Для получения производящей линии 2 необходимо создать одно движение формообразования – движение Ф материальной точки 1. Так, при точении цилиндрической поверхности на токарном станке (рисунок 6) образующая производящая линия 1 (окружность) получается методом следа, реализуемого движением скорости резания Фv (движением материальной точки – вершины резца по окружности).
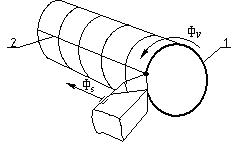
Рисунок 6
Направляющая производящая линия 2 (прямая) получается также методом следа, реализуемого движением подачи ФS (движением материальной точки – вершины резца по прямой). В итоге, для получения цилиндрической поверхности в целом необходимо создать два движения формообразования Фv и ФS.
г) Метод касания
Рисунок 7
Производящая линия 2 (рисунок 7) получается как огибающая ряда последовательных положений линий 3 (касательных), в свою очередь получаемых в результате движения материальных точек 1.
Этот метод реализуется двумя движениями формообразования: первое Ф1 – движение точек 1 для получения линий 3, второе Ф2 – для такого их расположения, которое соответствовало бы получаемой производящей линии 2.
Например, при фрезеровании резьбы фасонной фрезой (рисунок 8) образующая производящая линия 4, т. е. профиль резьбы, получается методом копирования, для реализации которого движения формообразования не нужны. Направляющая же производящая линия 2 (винтовая) получается методом касания, реализуемого двумя движениями формообразования: движением скорости резания Фv (Ф1 по рисунку 7), определяющего получение дуг окружностей от движения вершин зубьев (материальных точек) фрезы и движением подачи ФS (Ф2 по рисунку 7), определяющее такое их расположение, которое соответствует получаемой винтовой линии 2.
Рисунок 8 – Схема нарезания резьбы на резьбофрезерном станке
Таким образом, для получения любой поверхности необходимы образующая и направляющая производящая линии, каждую из которых можно получить одним из выше рассмотренных четырех методов. Поэтому метод получения поверхности в целом будет зависеть не только от метода получения каждой производящей линии в отдельности, но и от сочетания этих методов.
При этом необходимо научиться различать какая из производящих линий является образующей и какая направляющей. Если при получении поверхности одна из производящих линий получается методом копирования, то она является образующей. Если при получении поверхности ни одна из производящих линий не получается методом копирования, то образующей линией будет та, которая получается движением скорости резания (быстрым движением формообразования), а направляющей та, которая получается движением подачи.
2.3 Исполнительные и элементарные движения
В рассмотренном примере нарезания резьбы фасонной фрезой при получении винтовой линии говорилось о винтовом движении фрезы относительно заготовки. Это движение является исполнительным движением формообразования (движением круговой подачи ФS, рисунок 8). Задачей исполнительного движения является получение заданной траектории (в рассмотренном примере винтовой линии). На самом же деле винтовое движение фрезы относительно заготовки реализуется вращательным движением заготовки и согласованным с ним поступательным перемещением фрезы вдоль оси заготовки. Составные движения на станке, с помощью которых получается заданное исполнительное движение, называются элементарными. Вращение заготовки и поступательное перемещение фрезы являются элементарными движениями. Их задача заключается в получении заданного исполнительного движения (в рассмотренном примере – винтового движения фрезы относительно заготовки).
При нарезании резьбы резцом на токарно-винторезном станке исполнительным движением формообразования является винтовое движение резца относительно заготовки. Вращение заготовки и согласованное с ним поступательное перемещение резца являются элементарными движениями (по аналогии с рассмотренным примером нарезания резьбы фрезой). Но те же вращательное движение заготовки и поступательное перемещение резца каждое в отдельности при точении цилиндрической поверхности являются исполнительными движениями. Это связано с тем, что, при точении задачей вращательного движения является получение образующей производящей линии, то есть траектории в виде окружности, а задачей поступательного движения – получение направляющей производящей линии, то есть траектории в виде прямой линии.
Вращательное элементарное движение обозначается буквенным символом В, а поступательное – буквенным символом П. Для того,
чтобы можно было различать элементарные движения им присваивают порядковые номера в виде цифровых индексов. Исполнительное движение формообразования обозначается буквенным символом Фv (скорости резания) или ФS (скорости подачи) с одним или несколькими элементарными движениями. Например, винтовая линия резьбы при ее нарезании резцом (рисунок 9) получается методом следа исполнительным формообразующим движением скорости резания Фv(В1П2), где В1 – элементарное вращательное движение шпинделя с заготовкой, а П2 – согласованное с ним элементарное поступательное движение резца.
Рисунок 9 – Принцип получения винтовой линии
При точении цилиндрической поверхности исполнительным движением скорости резания будет движение Фv(В1), а поступательным движением скорости подачи – ФS(П2). В этом случае взаимосвязи между В1 и П2 не требуется. Одноэлементарное исполнительное движение называется простым, двух - и более элементарное движение называют сложным. Для получения требуемых производящих линий (траекторий) на станке необходимо знать параметры движений, которые надо настроить.
2.4 Параметры движений
Любое движение происходит в пространстве и времени, поэтому оно оценивается параметрами пространства и времени.
Параметры пространства:
1) траектория – форма образующей или направляющей производящей лини (окружность, профиль зубчатого венца, винтовая линия и т. д.);
2) скорость движения вспомогательного элемента (скорость вращения шпинделя с режущим инструментом или заготовкой, скорость подачи);
3) направление движения (направление подачи на токарном станке справа налево или слева направо и т. д.);
4) путь – протяженность траектории (при нарезании резьбы, например, это длина резьбовой части детали с учетом величины врезания и перебега);
5) исходное положение вспомогательного элемента (резца, фрезы и т. д.) – это положение, соответствующее началу движения вспомогательного элемента.
Параметры времени:
1) момент начала движения – это относительное положение данного движения в общем цикле движений (быстрый отвод режущего инструмента после рабочего хода и др.);
2) характер движения: прерывистое (периодическая подача на поперечно-строгальном станке) или непрерывное движение (подача на токарном станке и т. д.).
Таким образом, чтобы получить на станке заданную поверхность, необходимо настроить параметры движения: траекторию, скорость, направление, путь и исходное положение. Параметры времени определяются конструкцией станка и его назначением.
2.5 Классификация исполнительных движений
До сих мы говорили только об исполнительных формообразующих движениях скорости резания и подачи. Эти движения образуют первую (основную) группу исполнительных движений на станке, определяющих получение заданных траекторий. Но на станках имеют место и неформообразующие исполнительные движения: врезания, вспомогательные, деления и управления. Познакомимся с ними на примере нарезания многозаходной резьбы резцом (рисунок 10). Формообразующим исполнительным движением в этом примере является движение скорости резания Фv(В1П2). Для получения полного профиля резьбы необходимо периодически производить поперечное перемещение резца П3, то есть осуществлять движение врезания, условная краткая запись которого имеет вид – Вр(П3). Подобные исполнительные движения относят к группе установочных и используют в основном при наладке станка на заданный размер. Возникающую при этом погрешность называют погрешностью наладки.
Рисунок 10 – Схема движений резца при нарезании резьбы; d – наружный диаметр резьбы, d1 – внутренний диаметр и d2 – средний диаметр резьбы
Возврат резца в исходное положение после очередного прохода осуществляется вспомогательными движениями Всп(П4) и Всп(П5). Вспомогательные движения, как правило, не оказывают влияния на формирование какой бы то ни было погрешности.
При нарезании многозаходной резьбы производят делительный поворот заготовки Д(В5) при разомкнутой кинематической цепи. Погрешность исполнительного движения деления может отразиться на точности расположения данного элемента детали относительно других элементов, например, положение данного витка резьбы относительно других при нарезании многозаходной резьбы.
Для управления циклом работы станка используются различные движения управления, например, У(В6), где В6 – поворот рукоятки для включения шпинделя на вращение в прямом направлении и т. д.
Особое внимание будет обращено нами на формообразующие исполнительные движения скорости резания и подачи, т. к. в основном они определяют структуру станка.
2.6 Понятие о кинематической группе
Обратимся к знакомому примеру нарезания резьбы резцом (рисунок 11). Для получения винтовой линии необходимо создать винтовое движение скорости резания Фv(В1П2).
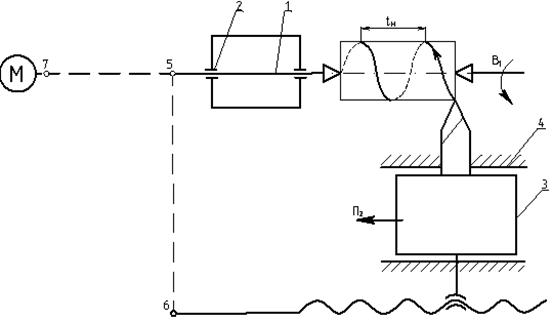
Рисунок 11 – Кинематическая группа создающая движение скорости резания Фv(В1П2)
Вращательное элементарное движение В1 можно получить с помощью вращательной кинематической пары 1-2 (шпиндель − опоры качения или скольжения шпинделя), поступательное элементарное движение П2 − с помощью поступательной кинематической пары 3 − 4 (суппорт − направляющие станины).
Если движения В1 и П2 сообщать от отдельных источников (на рисунке не показано), то получим два исполнительных движения: скорости резания Фv(В1) и подачи ФS(П2), т. е. как при точении. Для того, чтобы нарезать резьбу надо иметь жесткую связь 5 − 6, при помощи которой вращение шпинделя В1 непременно вызвало бы согласованное с ним поступательное движение П2. Связь 5 – 6 формирует траекторию исполнительного движения (в нашем примере шаг винтовой линии) и называется внутренней связью.
Для получения исполнительного движения необходим также источник движения в виде, например, электродвигателя М. Для соединения источника движения М с внутренней связью имеется внешняя связь 7− 5.Внешняя связь обеспечивает скоростъ резания или скорость подачи. Электродвигатель, внешняя и внутренняя связи образуют кинематическую группу.
Если при помощи кинематической группы создается простое (одноэлементарное) исполнительное движение, то такая группа называется простой. Если же при помощи кинематической группы
создается сложное (двух-, трехэлементарное) исполнительное движение, то такая группа является сложной.
Например, при точении структура токарного станка состоит из двух простых кинематических групп, т. к. одна кинематическая группа создает простое исполнительное движение скорости резания Фv(В1), обеспечивающего получение траектории в виде окружности, а другая – простое исполнительное движение подачи ФS(П2), обеспечивающего получение траектории в виде прямой. Характерной особенностью простых кинематических групп является то, что в них внутренняя связь существует в виде простой кинематической пары (а не кинематической цепи, как в сложной группе). Так, в кинематической группе, создающей исполнительное движение Фv(В1), внутренней связью является вращательная кинематическая пара шпиндель–опоры качения шпинделя, т. к. именно эта пара определяет получаемую траекторию – окружность. То же можно сказать и о группе, создающей движение подачи ФS(П2). Внутренней связью здесь будет кинематическая пара суппорт − направляющие станины. Эта пара создает траекторию − прямую линию. Одна или несколько кинематических групп (простых или сложных) образуют структуру станка. Рассмотрим существующие структуры формообразующей части станка.
2.7 Типовые структуры формообразующей части станка
Если на станке создается одно исполнительное движение формообразования (как при нарезании резьбы), то структура станка будет определяться кинематической группой, при помощи которой создается это движение. Но чаще на станке создается несколько движений формообразования. Структура такого станка будет зависеть от количества кинематических групп и их вида.
Все структуры формообразующей части станков подразделяются на три класса.
Первый класс, если кинематическая структура состоит из одной или нескольких кинематических групп, каждая из которых создает простое исполнительное движение формообразования, то такая структура называется элементарной и обозначается буквой Э.
Второй класс, если структура станка состоит из одной или нескольких кинематических групп, каждая из которых создает сложное исполнительное движение формообразования. Такая структура называется сложной и обозначается буквой С.
Третий класс, если кинематическая структура станка состоит из кинематических групп, создающих и простые, и сложные исполнительные движения формообразования. Такая структура называется комбинированной и обозначается буквой К.
В общем случае структура станка обозначается буквенным символом одного из вышеуказанных классов с двумя цифрами. Первая цифра указывает на количество кинематических групп, а вторая – на общее количество элементарных движений. Так, при точении цилиндрической детали токарно-винторезный станок имеет структуру Э22. Первая кинематическая группа создает простое движение скорости резания Фv(В1), а вторая – простое движение подачи Фs(П2), элементарных движений всего два (В1 и П2). При нарезании резьбы резцом тот же токарно-винторезный станок имеет структуру С12 с одной кинематической группой, создающей сложное (двухэлементарное) исполнительное движение скорости резания Фv(В1П2).
При нарезании резьбы фасонной дисковой или гребенчатой фрезой (рисунок 8) станок имеет структуру К23. Первая кинематическая группа создает простое исполнительное движение скорости резания Фv(В1), а вторая – сложное исполнительное движение круговой подачи ФS(В2П3), элементарных движений всего 3 (В1, В2 и П3).
На основании вышеизложенного нетрудно видеть, что на практике могут иметь место структуры станков, представленные в таблице 1.
Таблица 1
Кол-во групп | 1 | 2 | 3 | ||||||||||||
Кол-во элементарных движений | 1 | 2 | 3 | 4 | 2 | 3 | 4 | 5 | 6 | 3 | 4 | 5 | 6 | 7 | |
КЛАССЫ | Э | Э11 | - | - | - | Э22 | - | - | - | - | Э33 | - | - | - | - |
С | - | С12 | С13 | С14 | - | - | С24 | С23 | С26 | - | - | - | С36 | С37 | |
К | - | - | - | - | - | К23 | К24 | К25 | К26 | - | К34 | К35 | К36 | К37 |
3 Варианты заданий
Варианты заданий | ||
№ варианта | Эскиз детали и другие исходные данные | Модель станка |
1 1.1 1.2 1.3 |
Обрабатывается поверхность диаметром d1 = 50мм; квалитет точности – 9, ℓ1 = 500мм, ℓ3 = 200мм Обрабатывается поверхность диаметром d1 = 50мм; квалитет точности – 7, ℓ1 = 500мм, ℓ3 = 200мм Обрабатывается поверхность диаметром d2 на длине ℓ2; d2 = 40мм, ℓ2 = 30мм, квалитет точности – 7 Примечание: ширина шлифовального круга больше ℓ2 | 16К20 3Е153 3Е153 |
2 2.1 2.2 2.3 |
Обрабатывается коническая поверхность длиной ℓ3; d2 = 40мм, d3 = 50мм, ℓ3 = 50мм, ℓ1 = 350мм, квалитет точности – 9 Обрабатываются поверхности диаметром d1, d2 (коническая поверхность), d3 на длине ℓ4: d1 = 30мм, d2 = 40мм, d3 = 50мм, ℓ1 = 220мм; ℓ2 = 30мм, ℓ3 = 50мм, ℓ4 = 100мм. Квалитет точности – 9 Обрабатываются поверхности диаметром d1, d2 (коническая поверхность), d3 на длине ℓ4; d1 = 30мм, d2 = 40мм, d3 =50мм, ℓ1 = 220мм; ℓ2 = 30мм, ℓ3 = 50мм, ℓ4 = 100мм Квалитет точности – 8 | 16К20 1722 16К20Ф3 |
3 3.1 3.2 3.3 3.4 |
d1 = 30мм, d2 = 24мм, ℓ3 = 100мм, ℓ1 = 170мм, ℓ2 = 30мм. Резьба трапецеидальная, Тr 30х4(Р2) – 8е9h шаг резьбы Р = 2мм, двухзаходная d1 = 30мм, d2 = 24мм, ℓ3 = 100мм, ℓ2 = 30мм, ℓ1 = 170мм. Резьба метрическая, М 24 – 8е8h (на диаметре d2) Тr 30х4(Р2) – 6е7h, ℓ1 = 170мм, ℓ3 = 100мм, ℓ2 = 30мм. d1 = 30мм, d2 = 24мм, ℓ1 = 170мм, ℓ2 = 30мм, ℓ3 = 100мм Винтовая канавка для смазки на диаметре 30мм, шаг винтовой канавки Т = 1200мм, квалитет точности – 9 | 16К20 5Б63 5П822 6Н82 и делительная головка |
4 4.1 4.2 |
ℓ1 = 70мм, d1 = 10мм, d2 = 6мм (М 1:1), Квалитет точности – 8 ℓ1 = 70мм, d1 = 10мм, d2 = 6мм (М 1:1), Квалитет точности – 8 | 1А12П 1А616Ф3 |
5 5.1 5.2 5.3 |
ℓ1 = 80мм, ℓ2 = 60мм, ℓ3 = 60мм, h1 = 40мм, h2 = 20мм Фрезерование поверхности А, h1 по 8-му квалитету точности ℓ1 = 80мм, ℓ2 = 60мм, ℓ3 = 60мм, h1 = 40мм, h2 = 20мм Фрезерование поверхности А, h1 по 8-му квалитету точности ℓ1 = 80мм, ℓ2 = 60мм, ℓ3 = 60мм, h1 = 40мм, h2 = 20мм Строгание поверхности А, h1 по 8-му квалитету точности | 6Т80Ш 6Т10 7305 |
6 6.1 6.2 6.3 6.4 | Зубчатое колесо
Прямозубое Z = 60, m = 3, степень точности – 8 Прямозубое Z = 60, m = 3, степень точности – 8 Косозубое Z = 60, m = 3, степень точности – 8 Прямозубое Z = 30, m = 5, степень точности – 6 Режущий инструмент – дисковый шлифовальный круг с периферийной частью, соответствующей профилю зуба производящей рейки | 5А122Е 5Б310П 5Б310П 5Д833 |
7 7.1 7.2 7.3 |
ℓ1 = 400мм, ℓ2 = 360мм, ℓ3 = 280мм, h1 = 300мм, h2 = 160мм, h3 = 20мм, Фрезерование поверхности А, квалитет точности – 8 ℓ1 = 400мм, ℓ2 = 360мм, ℓ3 = 280мм, h1 = 300мм, h2 = 160мм, h3 = 20мм, Растачивание отверстий d1 = 60мм, Вариант 1-ый: без поворота стола Вариант 2-ой: с поворотом стола, квалитет точности – 7 ℓ1 = 400мм, ℓ2 = 360мм, ℓ3 = 280мм, h1 = 300мм, h2 = 160мм, h3 = 20мм, Подрезка торцов (плоскости А) с планшайбы: d1 = 60мм, d2 = 90мм, квалитет точности 8 | 2Л614 2Л614 2Л614 |
8 8.1 8.2 8.3 |
Тонкое фрезерование поверхности А ℓ1 = 200мм, ℓ2 = 150мм, ℓ3 = 75мм, b1 = 120мм, b2 = 100мм h1 = 50мм, h2 = 20мм, h3 = 30мм, квалитет точности 7 Тонкое растачивание отверстий d1 = 30мм, d2 = 50мм, ℓ1 = 200мм, ℓ2 = 150мм, ℓ3 = 75мм, b1 = 120мм, b2 = 100мм, b3 = 60мм, h1 = 50мм, h2 = 20мм, h3 = 30мм, квалитет точности 7 Шлифование отверстий d1 = 30мм, d2 = 50мм, ℓ1 = 200мм, ℓ2 = 150мм, ℓ3 = 75мм, b1 = 120мм, b2 = 100мм, b3 = 60мм, h1 = 50мм, h2 = 20мм, h3 = 30мм, квалитет точности 6 | 2В430 2В430 Координатно-шлифо-вальный 3283 |
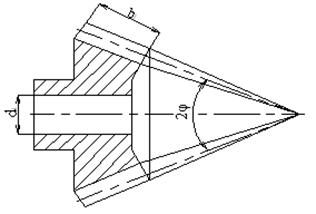
9 9.1 9.2 |
Нарезать прямозубое коническое колесо: Z = 35, m = 2, d = 25мм, b = 20мм, 2φ =600 Нарезать коническое зубчатое колесо с круговой формой зуба по длине: Z = 35, m = 2, d1 = 25мм, b = 20мм, 2φ =600 | 5236П 5С23П |
10 10.1 10.2 |
D = 100мм, D1 = 150мм, b1 = 50мм, b2 = 40мм, Шлицевое отверстие 100х4х9Н (Z = 24, m = 4) D = 100мм, D1 = 150мм, b1 = 50мм, b2 = 40мм, Шлицевое отверстие 100х4х7Н (Z = 24, m = 4) | 7Б420 (единичное) 7Б520 (массовое) |


4 Порядок выполнения практической работы
1) Изучить теоретическую часть и переписать вариант задания (с эскизом).
2) Уяснить назначение станка, познакомиться с технической характеристикой (по литературным источникам).
3) Определить формообразующие узлы, выбрать режущий инструмент (по справочнику) и составить схему обработки.
4) Определить методы получения производящих линий, элементарные движения, вид и количество формообразующих движений.
5) На схему обработки нанести элементарные движения и на основе изложенной в теоретической части методики определить вид и количество кинематических групп, создающих формообразующие движения, записать структуру станка.
6) Дать краткую характеристику каждой кинематической группе (сложная, простая, что собой представляет внутренняя связь, внешняя связь и источник движения).
7) Сделать пояснения по наличию и принципу реализации движений врезания, деления, вспомогательных движений.
Контрольные вопросы
1. Назовите принцип получения поверхности.
2. Дайте характеристику получения производящей линии методом копирования.
3. Дайте характеристику получения производящей линии методом обката.
4. Дайте характеристику получения производящей линии методом следа.
5. Дайте характеристику получения производящей линии методом касания.
6. Дайте определение исполнительному и элементарным движениям. Приведите примеры исполнительных и элементарных движений.
7. Назовите параметры движений (параметры пространства и времени). Приведите примеры параметров движений.
8. Назовите исполнительные движения, которые имеют место на металлорежущих станках. Приведите примеры.
9. Дайте характеристику кинематической группе на примере токарно-винторезного станка для случая нарезания резьбы резцом.
10. Дайте характеристику кинематическим группам создающим движения скорости резания и подачи при точении цилиндрической поверхности на токарно-винторезном станке.
11. Дайте определение простой, сложной и комбинированной структурам станка. Приведите соответствующие примеры с записью структуры станков.
Литература
1 , , Носинов -рованные металлорежущие станки общемашиностроительного применения. Справочник. – М. : Машиностроение, 1983. – 287 с.
2 , , ред. Справочник технолога-машиностроителя. – М. : Машиностроение, 1985. – Том 2. − 496 с.
3 , ред. Проектирование металлорежущих станков и станочных систем. Справочник – учебник в трех томах. Проектирование станков. – М. : Машиностроение, 1994. – Том 1. –444 с.
4 , , Покровский станки. Альбом общих видов, кинематических схем и узлов. – Л. : Машиностроение, 1972. – 306 с.
5 Металлорежущие станки, выпускаемые в СССР (в странах СНГ). Справочно-информационный материал. – М. : КНТЦ ЭНИКС, ЭНИМС, 1990. – 425 с.
6. . Кинематическая структура металлорежущих станков. – М. : Машиностроение, 1970. – 407с.
7. , и др. Металлорежущие станки. – М. : Машиностроение, 1980. – 500 с.
8. Кочергин и расчет металлорежущих станков и станочных комплексов. – Минск : Высшая школа, 1991. – 382 с.
Содержание
Введение……………………………………………………………...3
1 Цели и задачи практической работы……………………………….4
1.1 Цель практической работы……………………………….................4
1.2 Задачи практической работы………………………………………..4
2 Теоретическая часть………………………………………………....4
2.1 Виды поверхностей и принципы их образования………………….4
2.2 Методы получения производящих линий………………………....5
2.3 Исполнительные и элементарные движения……………………...9
2.4 Параметры движений……………………………………………...10
2.5 Классификация исполнительных движений……………….....….11
2.6 Понятие о кинематической группе ……………………...……….12
2.7 Типовые структуры формообразующей части станка………......14
3 Варианты заданий ………………………………………………....16
4 Порядок выполнения практической работы…..…………………20
Контрольные вопросы……………………………………………...21
Литература……………………………………………………….…22
