

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
УДК 669.2.02.09
, 1, 1,
Б. Хавалкайрат1 2
(1ТОО «ХайдроТексМеталс» Алматы, республика Казахстан,
2Казахский национальный технический университет имени
Алматы, республика Казахстан)
ВСКРЫТИЕ НИКЕЛЬ-КОБАЛЬТСОДЕРЖАЩЕЙ РУДЫ МЕТОДОМ СОЛЯНОКИСЛОГО ВЫЩЕЛАЧИВАНИЯ
Аннотация. В статье приведены результаты исследования по выщелачиванию никеля, кобальта и железа из окисленной руды Кемпирсайского никеленосного массива. В качестве растворителя использовали растворы соляной кислоты. Эксперименты проводились в диапазоне температур 50-80 оС и при разном времени выщелачивания (2-6 часов). Определены оптимальные условия процесса выщелачивания исходных материалов, позволяющие с высокой эффективностью перевести ценные компоненты из руды в жидкую фазу. В результате выполненных работ установлено, что при температуре 65 оС и продолжительности процесса от 2-4 часа, извлечение целевых компонентов в раствор составляет: Ni – 99,8 %, Co – 98,7 %, Fe – 99,3 %.
Ключевые слова: окисленная никель-кобальтсодержащая руда, соляная кислота, выщелачивание, извлечение целевых компонентов.
Введение. Необходимость создания эффективной технологии по переработке окисленных никель-кобальтсодержащих руд обусловлена тем фактом, что, имея значительные запасы по никелю более 3,0 млн. т, в Республике Казахстан в настоящее время не существует своей никель-кобальтовой подотрасли. Окисленные никелевые руды Казахстана характеризуется низким содержанием целевого металла, пестротой минералогического состава, мелкодисперсностью.
На сегодняшний день технологических схем, применяемых для переработки окисленных никель-кобальтсодержащих руд, опробованных в мировой практике, всего четыре:
– пирометаллургическая схема с получением ферроникеля (безвозвратные потери Со);
– автоклавное сернокислотное выщелачивание («Моа» Куба);
– аммиачное выщелачивание («Никаро» Куба);
– автоклавное аммиачное выщелачивание («Форт Соскочеван», Канада),
но они не дали положительных результатов по технико-экономическим показателям применительно к переработке отечественных низкокачественных руд [1, 2]. Авторами предложен метод кислотного выщелачивания окисленных никель-кобальтовых руд при атмосферном давлении и температуре 60-80 ºС, с использованием в качестве растворителя азеотропной соляной кислоты.
Методика и результаты исследований.
Для проведения экспериментов была использована окисленная никель-кобальтсодержащая руда с содержанием, %: Ni – 1,07, Co – 0,066, Fe2O3 – 18,81. Исходя из состава руд и свойств никеля, кобальта и железа, можно предположить, что все эти элементы будут с успехом переходить при выщелачивании растворами соляной кислоты в продуктивный раствор.
Определение оптимальных параметров (температура и время) однократного прямого выщелачивания окисленной никель-кобальтсодержащей руды, измельченной до класса минус 0,074 мм (95 %), проводились в закрытом реакторе с термоподогревом и перемешивающим устройством.
В емкость объемом 0,5 дм3 заливали необходимый объем растворителя (HCl) и нагревали до заданной температуры. В нагретую кислоту подавали измельченную руду. Загрузку руды проводили при постоянном перемешивании. После загрузки перемешивание останавливали и точно фиксировали объем полученной пульпы. Затем вновь включали перемешивание и вели процесс в течение необходимого времени [3]. Во время выщелачивания постоянно контролировался объем пульпы в реакторе. Вращение мешалки в экспериментах составляло 220 об/мин. Температуру фиксировали спиртовым термометром с погрешностью ± 1,0 оС.
По окончании выщелачивания пульпу без предварительного сгущения фильтровали на нутч-фильтре. Фильтрацию пульпы проводили на воронке диаметром – 13 см через фильтр «красная лента» при вакууме – 0,9 атм.
Твердую фазу – кеки выщелачивания – промывали на фильтре от остатков фильтрата, сушили в сушильном шкафу при температуре 105 оС до постоянного веса и анализировали на содержание контролируемых компонентов: Ni, Co, Fe.
По разнице между содержанием в исходной руде и кеках выщелачивания рассчитывали степень извлечения контролируемых компонентов из руды в жидкую фазу и определяли оптимальные условия процесса.
Эксперименты по выщелачиванию никель-кобальтсодержащей руды проводили в условиях:
– температура выщелачивания: 50 оС, 65 оС, 80 оС.
– время выщелачивания: 2 ч, 4 ч, 6 ч;
– отношение твердого к жидкому Т:Ж = 1:3.
Навеска руды во всех экспериментах составляла 100 г. Использовалась соляная кислота с концентрацией 250 г/дм3. Продолжительность экпериментов в первой серии опытов (изучение влияния температуры) составляла 4 ч.
Составы промытых кеков выщелачивания и степень извлечения в раствор контролируемых компонентов в зависимости от температуры выщелачивания представлены в таблице 1.
Таблица 1. Состав промытых кеков выщелачивания и степень извлечения в раствор контролируемых компонентов в зависимости от температуры
Температура, oC | Убыль массы, % | Содержание, г/дм3 | Извлечение в жидкую фазу, % | ||||
Ni | Co | Fe | Ni | Co | Fe | ||
50 | 44,0 | 0,0038 | 0,0021 | 0,188 | 95,0 | 90,0 | 95,0 |
65 | 44,8 | 0,0031 | 0,0014 | 0,14 | 99,84 | 98,8 | 99,4 |
80 | 45,0 | 0,0029 | 0,0014 | 0,14 | 99,85 | 98,8 | 99,4 |
Как следует из таблицы 1 извлечение никеля, кобальта и железа в водную фазу даже при 50 оС довольно высокое и дальнейшее повышение температуры мало сказывается на извлечении металлов.
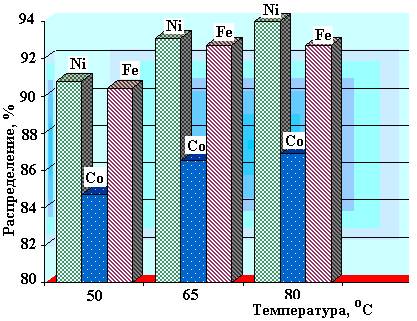
Составы фильтратов и промывных вод с распределением контролируемых компонентов в зависимости от температуры процесса представлены в таблицах 2, 3 и на рисунке 1.
Таблица 2. Состав растворов выщелачивания с распределением контролируемых компонентов в зависимости от температуры процесса
Температура, oC | Vф-та, дм3 | Содержание, г/дм3 | Распределение, % | ||||
Ni | Co | Fe | Ni | Co | Fe | ||
50 | 0,236 | 4,12 | 0,237 | 50,45 | 90,8 | 84,7 | 90,4 |
65 | 0,236 | 4,22 | 0,242 | 51,7 | 93,1 | 86,5 | 92,7 |
80 | 0,237 | 4,24 | 0,242 | 51,5 | 94,0 | 86,9 | 92,7 |
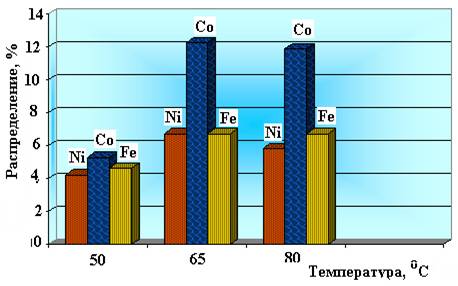
Таблица 3. Состав промывных вод с распределением контролируемых компонентов в зависимости от температуры процесса
Температура, oC | V, дм3 | Содержание, г/дм3 | Распределение, % | ||||
Ni | Co | Fe | Ni | Co | Fe | ||
50 | 0,44 | 0,219 | 0,02 | 2,63 | 4,20 | 5,3 | 4,6 |
65 | 0,44 | 0,164 | 0,018 | 2,0 | 6,74 | 12,3 | 6,7 |
80 | 0,44 | 0,142 | 0,0178 | 2,0 | 5,85 | 11,9 | 6,7 |
а |
|
б |
Рисунок 1. Содержание никеля и кобальта в продуктивном растворе (а) и промывных водах (б) в зависимости от температуры выщелачивания |
Полученные данные первой серии экспериментов показывают, что оптимальная температура пульпы при выщелачивании будет равна 65 оС.
Исследование зависимости степени извлечения контролируемых компонентов в раствор от продолжительности процесса проводилось при температуре 65 оС.
Составы промытых кеков выщелачивания и степень извлечения в раствор контролируемых компонентов в зависимости от продолжительности процесса представлены в таблице 4.
Таблица 4. Состав промытых кеков выщелачивания и степень извлечения в раствор контролируемых компонентов в зависимости от продолжительности процесса
Время, час | Убыль веса, % | Содержание, % | Извлечение в ж. ф., % | ||||
Ni | Co | Fe | Ni | Co | Fe | ||
2 | 44,4 | 0,0033 | 0,0015 | 0,147 | 99,83 | 98,7 | 99,38 |
4 | 44,8 | 0,0031 | 0,00140 | 0,14 | 99,84 | 98,8 | 99,38 |
6 | 44,8 | 0,0031 | 0,00140 | 0,14 | 99,84 | 98,8 | 99,38 |
Составы фильтратов и промывных вод с распределением контролируемых компонентов в зависимости от продолжительности процесса представлены в таблицах 5, 6.
Таблица 5. Состав растворов выщелачивания с распределением контролируемых компонентов в зависимости от продолжительности процесса
Время, час | Vф-та, дм3 | Содержание, г/дм3 | Распределение, % | ||||
Ni | Co | Fe | Ni | Co | Fe | ||
2 | 0,234 | 4,25 | 0,243 | 52,1 | 93,0 | 86,3 | 92,5 |
4 | 0,236 | 4,22 | 0,242 | 51,7 | 93,1 | 86,5 | 92,7 |
6 | 0,236 | 4,22 | 0,242 | 51,7 | 93,1 | 86,5 | 92,7 |
Таблица 6. Состав промывных вод с распределением контролируемых компонентов в зависимости от продолжительности процесса
Время, час | Vпр, дм3 | Содержание, г/дм3 | Распределение,% | ||||
Ni | Co | Fe | Ni | Co | Fe | ||
2 | 0,440 | 0,166 | 0,0186 | 2,065 | 6,83 | 12,4 | 6,9 |
4 | 0,440 | 0,164 | 0,0185 | 2,01 | 6,74 | 12,3 | 6,7 |
6 | 0,440 | 0,164 | 0,018 | 2,0 | 6,74 | 12,3 | 6,7 |
Исследование зависимости степени извлечения никеля, кобальта, железа в раствор от времени выщелачивания показало, что продолжительность процесса от 2-х до 4-х часов является достаточной для эффективного выделения контролируемых компонентов в раствор. При этом степень извлечения целевых компонентов составила: Ni – 99,84 %, Со – 98,8 %, Fe – 99,4 %.
Заключение. В результате проведенных исследований по определению оптимальных условий выщелачивания окисленной никель-кобальтсодержащей руды установлено, что оптимальными параметрами являются: температура 65 оС и время от 2-х до 4-х часов. При этих параметрах достигаются высокие технологические показатели извлечения контролируемых компонентов в жидкую фазу (фильтрат + промвода), %: Ni – 99,8, Co – 98,7, Fe – 99,3.
Литература
1. , , Тихонов меди, никеля, кобальта. – М.: Металлургия, 1996.– т. II. – С. 40-45.
2. Производство никеля // Сб. ЦНИИН и ТЭИЦМ. – М.: 1969. – С. 345.
3. , , Быкарев пылей спекания нефелина. // II Республиканская конференция. Щелочная металлургия цветных металлов. – Алма-Ата, 1981. – С. 102.
REFERENCES
1. Smirnov V. I., Ceidler I. F., Xudyakov I. N., Tixonov A. I., Metallurgy of copper, nickel, cobalt. – М.: Metallurgy, 1996. t. II. –S. 40-45.
2. Production of nickel //sb. CNIIN and TEICM. – М.: 1969, 345 s.
3. Kosmyxambetov A. R., Evseev Y. N., Bikarev B. A., Leaching dusts sintering nepheline II. Republic conference. Alkaline metallurgy of nonferrous metals. – А-Аtа, 1981 y. - 102 s.
, , Хавалкайрат Б,
Никель-кобальтқұрамды кенді тұз қышқылында шаймалау әдісімен ашу Түйіндеме. Мақалада Кемпірсай никельді массивінің тотыққан кендерінен никельді, кобальтты және темірді шаймалау бойынша жүргізілгін зерттеудің нәтижелері келтірілген. Еріткіш ретінде тұз қышқылы қолданылды. Эксперименттер температураның 50-80 оС диапазонында және шаймалаудың әртүрлі уақытымен (2-6 сағат) жүргізілді. Бағалы компоненттерді кеннен сұйық фазаға жоғары тиімділікпен бөліп алуға мүмкіндік беретін, шаймалау процесінің оптимальды шарттары анықталыд. Орындалған жұмыстар нәтижесінде температура 65 оС және процестің ұзақтығы 2-4 сағат кезінде мақсатыт компоненттердің ерітіндіге бөлінуі: Ni – 99,8 %, Co – 98,7 %, Fe – 99,3 % құрайтыны белгіленді.
Түйінді сөздер: тотыққан никель-кобальтқұрамды кен, тұз қышқылы, шаймалау, мақсатты компоненттерді бөліп алу.
(Kosmuhambetov A. R.), Valishevskaya T. Y., Omarova S. A., Khavalkairat В., Baymahanova S.
Opening of nikel-cobalt consisted ore by the method of the muriatic lixiviation depending
Summary. The results of studies on leaching of nickel, cobalt and iron from the nickel- oxide ore Kempirsai array. Used as a solvent solutions of hydrochloric acid. Experiments were carried out in the temperature range 50-80 ° C and at a different time of leaching (2-6 hours). The optimal conditions for the leaching process the starting materials, allowing a high transfer efficiency of valuable components from the ore in the liquid phase. As a result of work performed found that at a temperature of 65 ° C and the process time of 2-4 hours, extracting the desired components in the solution is : Ni - 99,8%, Co - 98,7%, Fe - 99,3%.
Key words: nickel release, oxidized ore, leaching, hydrochloric acid.
