Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Тема 3
Контрольно-измерительные машины
В мелкосерийном и среднесерийном производстве при частой сменяемости выпускаемых изделий широкое применение находят контрольно-измерительные машины: измерительные роботы и координатно-измерительные машины (КИМ). С их помощью автоматизируются процессы измерения и наладки в автоматизированных комплексах машиностроения.
Измерительные роботы – автоматические измерительные устройства, отличающиеся хорошими манипуляционными свойствами, высокими скоростями перемещений и измерений.
Измерительные роботы могут выполнять типовые контрольные операции: качественная оценка состава рабочей среды; установление присутствия определенных объектов, их счет, определение расположения, сортировка; оценка значения параметров деталей. Типовая структура измерительного робота показана на рисунке 2.16.
Рис. 2.16. Схема измерительного робота
Датчики d служат для определения вариаций измеряемых параметров в запястье 1 и шарнире 2 захватного устройства 3. Область применения – механическая обработка, сборка, шлифовка, упаковка, а при использовании датчиков визуальной информации (телекамера) геометрическое распознавание внешней среды в двух - и трехмерном геометрическом пространстве и т. д. Захватные устройства могут быть механическими, вакуумными, электромагнитными. Базы данных и знаний содержат информацию о последовательности действий, позициях и времени выполнения операций, набор возможных объектов, образцовых значений. Датчики d могут определять наличие объекта, его положение, регулировать усилие захватного устройства и т. д.
Измерительные роботы позволяют выполнять работы в труднодоступных (морское дно, космос и т. п.) и опасных для здоровья (запыление пространства, радиация, взрывоопасность и т. п.) местах, сократить утомительные операции, простои оборудования.
На рисунке 2.17 (а) показана схема использования измерительного робота для сортировки проконтролированных изделий на размерные группы.
Рис. 2.17. Схема измерительного робота-рассортировщика
Проконтролированные изделия подаются транспортным диском 1 в зоны захвата 2 робота 3. Система управления обеспечивает такие перемещения робота 3, при которых изделия сбрасываются в нужную ячейку приемника 4.
Конструкция робота показана на рисунке 2.17 (б). После запуска робота от пульта управления 2 приводится в действие привод 13 продольного перемещения манипулятора 10, который перемещается до тех пор, пока не сработает фотореле, состоящее из осветителя 4 и фоторезистора 3. Это фотореле по отражению света обнаруживает наличие детали между губками 5 и 7 захватного устройства манипулятора. По сигналу фотореле привод 13 отключается и включается привод 12 поперечного перемещения. Привод перемещает кисть захватного устройства до тех пор, пока деталь не окажется между губками 5 и 7 и не произойдет затемнения фотодиода фотореле 6. Затем включается привод 9 сжатия кисти и блок коммутации. Датчик 8 габаритных размеров захваченной детали через схемы сравнения вводит необходимые программы с координатами точек доставки детали. Для этой цели служат также датчик 1 продольного и датчик 11 поперечного положения манипулятора 10. Когда заданное положение кисти будет достигнуто, приводы отключаются, деталь освобождается, и цикл перемещения робота повторяется.
В более сложных робототехнических комплексах захватное устройство находит в строго фиксированных местах нужное измерительное средство и осуществляет качественную и количественную оценку параметров изделия.
Новые возможности для современного производства создают широкоуниверсальные, автоматические, достаточно гибкие средства контроля – координатные измерительные машины (КИМ). С их применением повышается точность и достоверность результатов измерения. Использование принципов оперативного и диалогового программирования дало возможность применения КИМ как универсального средства контроля в единичном и мелкосерийном производствах.
В КИМ используется координатный метод измерения, сводящийся к последовательному нахождению координат ряда точек изделия и последующему расчету размеров, отклонений размера, формы и расположения в соответствующих системах координат. Структурная схема КИМ представлена на рисунке 2.18.
Рис. 2.18. Структурная схема КИМ
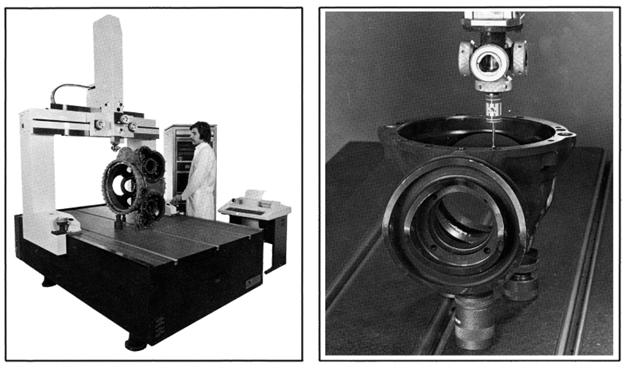
Рис. 2.19. КИМ фирмы dEA и измерительная головка
Конструкция КИМ реализует идею мехатронных систем в станкостроении и обеспечивает высокую жесткость корпуса 1 и прецизионное функционирование механики. Использование виброопор обеспечивает высокоточные измерения даже без использования специального фундамента. Измерительная головка 2 является одним из основных элементов КИМ, т. к. её погрешность непосредственно входит в результат измерения. Функциональные возможности измерительной головки во многом определяют функциональные возможности КИМ, классы поверхностей и объем параметров изделий, доступные для контроля. В КИМ используются различные типы измерительных головок в зависимости от встречающихся на практике метрологических задач. В любом случае измерительная головка дает первичную измерительную информацию, на основе которой определяются размеры детали. Эта информация может быть получена или в виде фактических координат точек проверяемой поверхности или в виде отклонений этих координат от заданных в определенном направлении.
Датчики 3 больших перемещений обеспечивают измерение перемещений измерительной головки 2 относительно измеряемой детали по пространственным координатам X, Y, Z. Автоматическое управление перемещениями измерительной головки 2 в рабочем пространстве КИМ осуществляется от вычислительного управляющего устройства 6 с погрешностью позиционирования до 0,05 мкм. Связь вычислительно-управляющего устройства с приводами перемещения измерительной головки обеспечивается интерфейсом 4. Отображение результатов измерений обеспечивается блоком цифровой индикации координат 5 и печатающим устройством 7, которые позволяют оператору контролировать движение измерительной головки и выполнение программы, находясь непосредственно у измеряемой детали. КИМ может быть оснащена графопостроителем 8.
КИМ позволяет осуществить переход от контроля размеров к контролю форм в лабораторных и цеховых условиях и позволяют проводить измерения крупногабаритных деталей сложной формы размером до трех метров, таких как: корпусные изделия машиностроения, турбины, прессформы, штампы. Для них характерны высокая прецизионность и производительность (таблица 2.1)
Таблица 2.1. Технические характеристики КИМ
российской фирмы «ЛАПИК»
Основные модели | КИМ-500 | КИМ-750 | КИМ-1000 | КИМ-1200 | КИМ-1400 | КИМ-1200/2100 | КИМ-1200/2400 | КИМ-1400/3000 |
Конструкция механической части | Двухрамная, шарнирно-стержневая | Двухрамная, шарнирно-стержневая с продольным столом | ||||||
Длина, мм Ширина, мм Высота, мм | 2100 2400 2700 | 2300 2400 3050 | 2400 3050 3200 | 2800 3400 3650 | 2950 3500 3750 | 5300 3450 4000 | 5700 3450 4000 | 6000 3500 4100 |
§ Число одновременно и согласованно управляемых координат | 6 | 6 | 6 | 6 | 6 | 6 (7) | 6 (7) | 6 (7) |
§ Каретка - конфигурация: Платформа Стюарта | Малая | Малая | Малая, средняя | Малая, средняя, большая | Средняя, большая | Малая, средняя, большая | Малая, средняя, большая | Средняя, большая |
Диаметр базы шарниров, мм | 363 | 363 | 363; 430 | 363; 430, 500 | 430, 500 | 363; 430, 500 | 363; 430, 500 | 430, 500 |
§ Максимальный поворот каретки вокруг осей X, Y, Z, ° | 45°,45°, 60° | |||||||
§ Дискретность отсчета угловых перемещений платформы, " | 1,0 " | 1,0 “/ 0,5 " | 1,0 “/ 0,5 “/ 0,3 " | |||||
Длина щупов, мм – нормированная – максимальная | 50-100 200 | 50-170 220 | 50-220 300 | 50-270 400 | 50-270 500 | 50-270 400 | 50-270 400 | 50-270 500 |
Скорость перемещения каретки (регулируемая), мм/сек | 00,1-125 | 0,01-160 | ||||||
§ Скорость поворота каретки, º/сек | 0,003-30 | |||||||
§ Точность поворота каретки, " | 0,04 | 0,03 | ||||||
Максимальное перемещение по осям, мм X Y Z | 500 450 350 | 750 550 400 | 1000 750 600 | 1200 1000 800 | 1400 1200 900 | 1200 1100/2100 800 | 1200 1100/2400 900 | 1400 1200/3000 1000 |
Масса, кг | 2800 | 3600 | 3800 | 5000 | 6000 | 9000 | 10000 | 12000 |
Система отсчета перемещений | интерферометрическая фирмы "ЛАПИК" | интерферометрическая фирмы "ЛАПИК" + оптическая линейка | ||||||
Дискретность отсчета линейных перемещений по координатам, мкм | 0,05 | 0,05 | 0,05 | 0,05 | 0,05 | 0,05/0,1 | 0,05/0,1 | 0,05/0,1 |
Погрешность измерения, мкм | 0,5 + L/500 1,1 + L/350 1,5 + L/280 2,5 + L/225 | 0,7 + L/500 1.3 + L/350 2,0 + L/280 3,0 + L/225 | 0,9 + L/400 1,7 + L/350 2,5 + L/280 3,9 + L/225 | 1.0 + L/400 2.1 + L/350 3.2 + L/280 5,5 + L/225 | 1,3 + L/350 2,5 + L/300 4,0 + L/250 6,0 + L/200 | – 4,0 + L/300 6,0 + L/250 10,0+L/200 | – 4,0 + L/300 6,0 + L/250 10,0+L/200 | – 4,8 + L/300 7,0 + L/250 14,0+L/200 |
§ Погрешность локальных измерений | 0,8 + L/50 | 0,9 + L/50 | 1,0 +L/50 | 1,2 + L/50 | 1,4 + L/50 | 1,4 + L/50 | 1,4 + L/50 | 1.6 + L/50 |
Щуповые головки | «ЛАПИК», «ЛАПИК МГ», РН6 «RENISHAW», РН10М «RENISHAW» | |||||||
Щуповые датчики | «ЛАПИК», «ЛАПИК МГ», ТР200 «RENISHAW», ТП7М «RENISHAW», SP25M «RENISHAW» | «ЛАПИК», ТР2 «RENISHAW», ТР20 «RENISHAW», ТР200 «RENISHAW», SP25M «RENISHAW» | ||||||
Измерительное усилие, г, не более: датчика «ЛАПИК»: - при токовом касании –- при механическом касании, в диапазоне С щуповой головкой «Renishaw» по осям X. Y/Z | 0,03 20,0-100,0 2,0/0,7 | |||||||
Скорость съема точек, точек/сек: С щуповой головкой «ЛАПИК» С щуповой головкой «Renishaw» С поворотной головкой Со сканирующей головкой | 10 2 1 100 | 10 2 1 100 | 8 2 1 100 | 6 1 1 100 | 5 1 1 100 | 6 1 1 100 | 6 1 1 100 | 5 1 1 100 |
 Основные порталы (построено редакторами)
Основные порталы (построено редакторами)