Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Министерство образования и науки Российской Федерации
НОВОСИБИРСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ
УНИВЕРСИТЕТ
ТЕХНОЛОГИЯ БАСМЫ
Методические указания к лабораторной работе по курсу
«Обработка художественных изделий давлением»
для студентов механико-технологического факультета.
Новосибирск 2011
УДК 621.73.01; 749
Работа подготовлена на кафедре материаловедения в машиностроении НГТУ
В методических указаниях рассматриваются вопросы выполнения лабораторной работы по изготовлению художественных изделий с применением технологии басмы. Выполнение лабораторной работы предусмотрено рабочей программой курса «Обработка художественных изделий давлением» для подготовки инженеров-технологов по специальности 261001 – «Технология художественной обработки материалов».
Составитель: канд. техн. наук А. И. Попелюх
Рецензент: канд. техн. наук А. И. Смирнов
Новосибирский государственный
технический университет, 2011
ОГЛАВЛЕНИЕ
1. Материалы и технология басмы.….………………………….…………4
2. Подготовка эскиза багетного узора и изготовление модели……………………………………………………………………6
3. Изготовление матрицы…………………………………………………..7
4. Изготовление пуансона…………………………………………….……7
5. Получение оттисков …………………………………………………..…8
6. Декоративная отделка…………………………………………………....8
7. Порядок выполнения работы ……………………… …...………………9
8. Литература……………………………...………………………………..10
Цель работы – ознакомиться с основными технологическими приемами, применяемыми материалами, инструментами и технологической оснасткой для технологии басмы и изготовить технологическую оснастку (пуансон и матрицу) для изготовления рельефных элементов из листовых материалов.
1. Материалы и технология басмы
Басмой называется технологический процесс (или готовые изделия) ручного тиснения на тонком листовом металле. Родоначальниками этой технологии считаются народы Средней Азии. В переводе с тюркских языков слово «басма» означает тиснение. Техника басмы отличается простотой и высокой технологичностью, позволяя существенно уменьшить расход металла (особенно золота и серебра) на декоративную отделку художественных изделий. Суть технологии заключается в тиснении с помощью пуансона и матрицы рельефа на тонких металлических листах. Обычно басму используют в тех случаях, когда необходимо получить большое количество элементов с одинаковым узором, например при изготовлении багета, декоративных бляшек для украшения одежды или домашней утвари.
Для изготовления изделий с использованием технологии басмы применяют листовые материалы толщиной 0,1-0,5 мм из металлов и сплавов, обладающих высокой пластичностью и хорошими декоративными свойствами. Традиционными материалами для оформления высокохудожественных работ являются сплавы золота и серебра. Для оформления домашней утвари используют менее дорогие медные, латунные или алюминиевые листы. Последовательность выполнения технологического процесса басменного тиснения элементов багета представлена на рисунке 1. Весь технологический процесс включает в себя ряд операций:
1. Подготовка эскиза багетного узора и изготовление модели.
2. Изготовление гипсовой формы по модели багета.
3. Отделение гипсовой модели матрицы.
4. Изготовление литейной формы. Формовка и извлечение модели из опоки.
5. Заливка полученной формы матрицы металлом.
6. Проработка деталей матрицы с использованием технологии чеканки и гравировки.
7. Изготовление пуансона с использованием технологии литья.
8. Сборка и подгонка пресс-формы.
9. Тиснение басменного узора.
10. Крепление (приклеивание) басмы на багете.

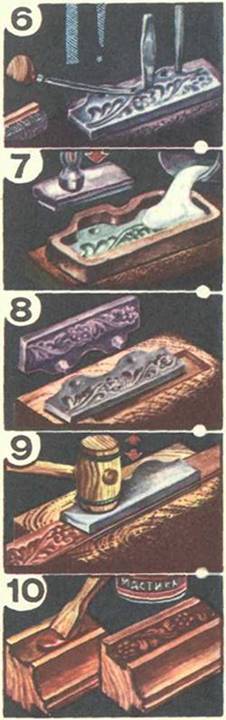
Рис.1 – Процесс изготовления технологической оснастки для басмы.
2. Подготовка эскиза багетного узора и изготовление модели
Для изготовления модели пуансона и матрицы можно использовать различные технологические приемы. Наиболее простым способом является использование в качестве модели части багета с рельефным повторяющимся узором (раппортом). Этот технологический прием используется при выполнении данной работы. Если необходимо изготовить оригинальный узор, то его модель может быть вырезана из древесины. Для этих целей обычно используют твердые лиственные породы (дуб, бук, яблоня, береза), позволяющие изготавливать модели с тонкими переходами рельефа.
Более дешевым технологическим процессом является изготовление моделей из гипса. Из жидкого гипса (или формовочной смеси на его основе), имеющего консистенцию густой сметаны, отливается плоская заготовка с размерами соответствующими будущей модели. Через 15-20 минут, как только материал затвердеет, на него переводят контуры узора. Затем острым ножом или скальпелем, полукруглыми и прямыми стамесками на модели формируют рельеф, после чего полученную модель окончательно высушивают.
3. Изготовление матрицы
После изготовления модели, по которой будет отливаться матрица, изготавливают модель контррельефа (обратный рельеф, все выступающие части которого точно соответствуют углублениям модели). Для этого изготавливается рамка и крепится к багету или модели. Заключенный в рамку рельеф, а также внутренние стенки рамки смазываются консистентной смазкой, которая предотвращает прилипание модели к заливаемому в опалубку гипсу. Имеющий консистенцию густой сметаны гипсовый раствор заливается в опалубку. После отверждения полученная модель снимается с багета вместе с опалубкой и высушивается. Затем поверхность гипсовой модели несколько раз пропитывается масляным лаком или эпоксидным клеем. По готовой гипсовой модели матрицу отливают из бронзы или цинка в простейшей литейной открытой форме. В качестве литейных материалов обычно используют бронзу или цинковые сплавы.
4. Изготовление пуансона
Пуансон обычно изготавливают из более мягкого материала, по сравнению с материалом матрицы, например из свинца. Если рельеф матрицы имеет глубину менее 1 мм, то пуансон можно получить из свинцовой пластины с помощью штамповки. Пластину накладывают сверху на матрицу и равномерно деформируют пластину молотком до тех пор, пока на мягком материале пуансона не сформируется контррельеф, повторяющий все особенности рельефа матрицы. Если глубина рельефа более 1-2 мм, то пуансон обычно получают с использованием технологии литья. Матрица кладется на плиту, вокруг нее вылепливается тонкая стенка из глины. Борта стенки должны возвышаться над матрицей на толщину отливаемого пуансона. Расплавленный свинец заливается в глиняную опалубку доверху. Как только металл окончательно остынет, опоку разрушают и отделяют пуансон от матрицы. Для предотвращения сваривания материала матрицы со свинцом на ее поверхность наносится противопригарное покрытие. На свинцовом пуансоне вместе с контррельефом отливаются два направляющих штыря, обеспечивающие точность примыкания его к матрице в процессе выполнения тиснения.
5. Получение оттисков
Чтобы матрица не смещалась по время работы, ее закрепляют на подложке, хорошо гасящей удары, например, на деревянной поверхности. Тонкий отожженный лист помещается между матрицей и пуансоном. Нанося удары по пуансону, деформируют лист таким образом, чтобы пуансон плотно вошел в матрицу. При этом тонкий лист металла растягивается и точно передает все особенности рельефа матрицы, формируя отдельную часть узора в полосе (раппорт). Приподняв пуансон, листовой металл смещается до границы матрицы и выполняется тиснение следующего участка. Таким образом, формируется оттиск вдоль всей полосы. Заключительная часть тиснения – осмотр рельефного узора и проработка нечетко получившихся элементов чеканными инструментами.
6. Декоративная отделка
Готовый басменный рельеф декорируют так же, как и художественные изделия, полученные чеканкой. Использование различных технологических приемов декоративной отделки в основном зависит от применяемых для басмы материалов. Алюминий можно тонировать масляной краской темных оттенков. Краску наносят тонким слоем на поверхность рельефа, затем тампоном снимают краску с мест на выпуклых участках рельефа. Медные материалы обычно покрывают тонким слоем темной патины, создавая впечатление старого металла и приглушая чрезмерный блеск, мешающий восприятию рельефного узора. Тонированную басму промывают водой, сушат, а затем полируют. Высветленные выпуклые участки металла зрительно усиливают глубину рельефа, делают его более выразительным. Для повышения стойкости изделия к воздействию окружающей среды поверхность басменного рельефа можно покрыть защитным лаком.
Когда декоративная отделка закончена, производится обрезка краев заготовки. Далее полоски с басменным рельефом крепятся к деревянной основе мелкими гвоздями или наклеиваются на мастику, приготовленную на основе эпоксидной смолы. В качестве наполнителя в эпоксидный клей добавляют мелкие опилки, сухой песок, порошки талька, гипса, мела и т. п. Наполнитель добавляют в клей до образования однородной массы, по консистенции напоминающей густую шпаклевку. Басменный рельеф с обратной стороны заполняют мастикой и вставляют в выемку рамки. После отверждения деревянные части багета зачищают шкуркой и тонируют морилкой в тон патины, нанесенной на басменный рельеф.
7. Порядок выполнения работы
1. Вырезать из рамы с багетом часть участка с повторяющимся рисунком (раппорт).
2. Закрепить модель в опоке.
3. Приготовить гипсовый раствор и залить его в опоку.
4. После затвердевания формовочной смеси извлечь модель из литейной формы.
5. Расплавить цинковый сплав и залить его в литейную форму.
6. После охлаждения отливки извлечь ее из литейной формы, очистить и проработать чеканами нечеткие элементы рельефа.
7. Положить на матрицу свинцовую пластину и ударами по ней сформировать контррельеф.
8. Поместить в полученную пресс-форму тонкую заготовку из тонкой листовой латуни и, ударяя по пресс-форме молотком, сформировать участок с басменным узором.
9. Проанализировать дефекты работы и предложить рекомендации по их устранению при выполнении дальнейших работ.
В качестве отчета студент предоставляет выполненную технологическую оснастку для обработки листовых заготовок с использованием технологии басмы.
Литература
1. Н. Художественная деформация металла : Учеб. для вузов по спец. "Технология худож. обработки материалов" / О. Н. Магницкий, В. Ю. Пирайнен, Н. Г. Колбасников. - СПб., 2000. – 256 с.
2. В Художественная обработка металлов. М.: Машиностроение, 1988. - 112 с.
3. Я. Чеканка, басма, насечка. М.: Знание, 1989.- 21с.
 Основные порталы (построено редакторами)
Основные порталы (построено редакторами)