Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Инновационный проект «Способ быстрого накачивания надувных изделий».
Заявитель: Байчурин Юлай Хакимович
Аннотация:
Ручное накачивание надувных изделий (а применение электрических насосов или сжатого воздуха не всегда возможно) отнимает очень много времени и сил. Причем, большая часть сил и времени расходуется непродуктивно, с КПД близким к нулю. Приблизительно 80% времени уходит на то, чтобы изделие расправилось, обрело форму. В этот период разность давлений между внутренним объемом изделия и атмосферой близка к нулю. Энергия расходуется на преодоление жесткости пружины или оболочки насоса и преодоление сопротивления клапанов.
Предлагаемый способ позволяет избавиться от непроизводительной части процесса.
Суть предложения - оснащение изделия встроенным надувным каркасом (дополнительной оболочкой), который при его (каркаса) накачивании, придаст изделию форму, близкую к окончательной. При этом воздух заполнит изделие самотеком, минуя насос. После заполнения изделия воздухом, его останется незначительно подкачать до обретения жесткости. Так как объем каркаса много меньше объема изделия, в несколько раз сокращается время накачивания.
Можно пояснить процесс накачивания на примере бассейна с надувными бортами.
Герметично затянем воздухонепроницаемой оболочкой верх такого бассейна, откроем сливное отверстие в его дне и начнем надувать борта. По мере накачивания бортов, внутренний объем бассейна также будет заполняться воздухом через открытое отверстие в дне. К моменту окончания накачивания бортов, внутренний объем бассейна будет заполнен воздухом, вошедшим туда самотеком при расправлении бассейна. Но внутренний объем бортов на порядок меньше внутреннего объема бассейна. Таким образом, мы избавились от непродуктивной части процесса и сократили время накачивания в несколько раз.
До появления современных легких и прочных ПВХ материалов внедрение заявляемой инновации было затруднено. Вес, допустим, средней двухместной резиновой надувной лодки составлял около 16 кг. Сейчас подобная лодка из ПВХ может весить вдвое меньше, и дополнительный надувной каркас не приведет катастрофическому увеличению веса.
Внедрение инновации может быть осуществлено без создания нового производства – путем размещения заказов на действующих предприятиях, например, Китая (ОЕМ производство), с последующей реализацией продукта на территории России и за рубежом. Предполагаемая себестоимость продукции приблизительно в 1,5 раза выше себестоимости аналогичных изделий без надувного каркаса.
Заявитель:
Байчурин Юлай Хакимович, частное лицо. Адрес:
453838, Российская федерация, республика Башкортостан, - 41.
тел. +7 927 300 65 95. *****@***ru
Сущность:
В настоящее время надувные изделия накачиваются таким образом, что весь объем воздуха заполняет изделие через насос, что не всегда оправданно. Например, при накачивании резиновых лодок, надувных матрацев, большая часть времени уходит на заполнение воздухом большого внутреннего объема изделия при минимальной разности давлений между внешней средой и внутренним объемом изделия, особенно в начальной стадии накачивания.
Из уровня техники известна КРОВАТЬ РАСКЛАДНАЯ ПОХОДНАЯ (патент RU 2226353). Техническим результатом, достигаемым при реализации данного изобретения, является уменьшение веса и объема кровати, упрощение ее сборки.
Раскладная походная кровать используется следующим образом. Из транспортного положения раскладная кровать разворачивается, складные опоры приводятся в раздвинутое положение и вставляются в гнезда на лонжеронах, при этом полотно кровати оказывается натянутым. Тент пристегивается к основному полотну на застежке типа “молния”, она же является местом входа и выхода пользователя. Затем диагонали тента надуваются воздухом через штуцер, расположенный в нижнем углу. За счет давления воздуха в швах тенту придается форма купола.
Данное решение основано на надувании всех камер воздухом, что более длительно по времени, а также требует ручного разворачивания изделия.
Наиболее близким из уровня техники является самораздувающийся матрац (патент US2007186349). Матрац имеет множество надувных полостей, каждая из которых, имеет более малое отверстие для подачи воздуха, содержит множество запорных клапанов, назначение которых – прекращение или подача воздуха в соответствующую группу полостей, предотвращая выходящий воздушный поток от соответствующей группы полостей. Расширение матраца происходит в пределах каждой из полостей, а процесс сдува происходит через малое отверстие в центре полости. Данное решение позволяет снижать давление полостей без потери ими круглой формы и ускорять процесс надува за счет уменьшения объема накачиваемой полости образованием в нем отверстия.
Данное решение основано на надувании всех камер воздухом, что более длительно по времени, а также требует ручного разворачивания (подготовки) изделия. Отличием данного решения от заявляемого является принцип подачи воздуха. В данном решении подача воздуха происходит обычным путем – в полость через клапан.
Технический результат: предлагаемый способ позволяет существенно сократить время, затрачиваемое на накачивание.
Заявленный технический результат достигается за счет того, что способ ускорения накачки многокамерных надувных изделий, характеризующийся накачиванием воздухом полости, содержащей дополнительную камеру для подачи/выпуска воздуха, использованием запорных клапанов, отличающийся тем, что надувное изделие оснащают изнутри или снаружи не менее одним вспомогательным каркасом, обеспечивающим заполнение воздухом внутреннего объема изделия самотеком, минуя насос, через отверстие, соединяющее внутреннюю полость изделия с наружным воздухом, за счет придания изделию формы, близкой к окончательной.
Краткое описание чертежей
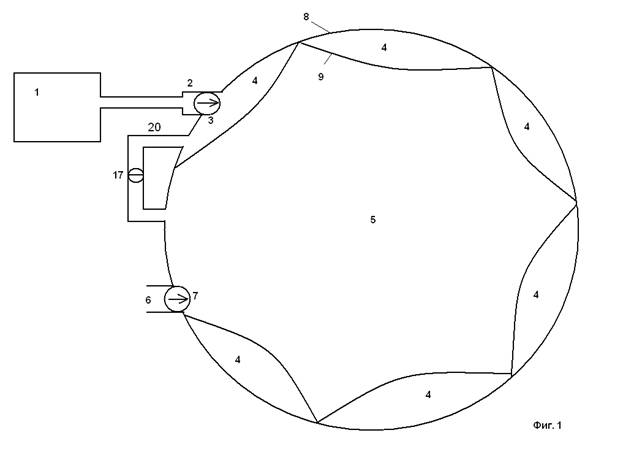
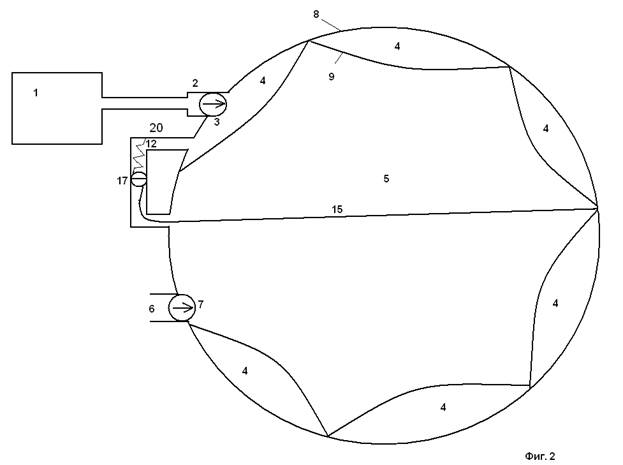
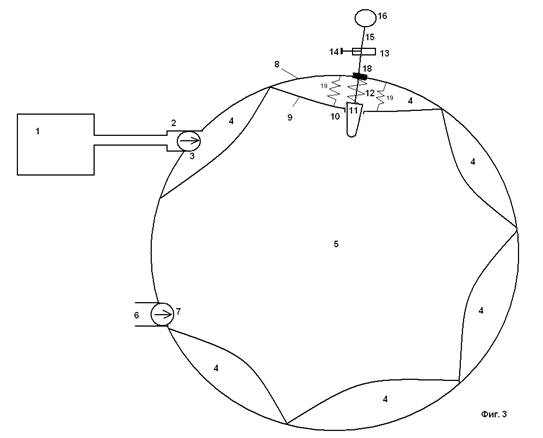
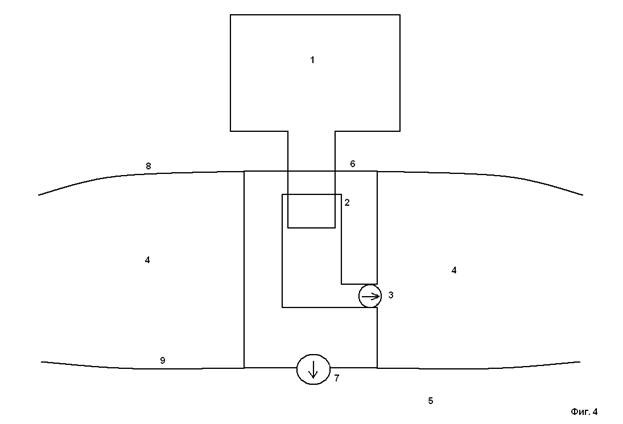
На Фиг. 1, Фиг. 2, Фиг. 3 и Фиг. 4 показаны схемы устройств, реализующие способ, где 1 – Насос, 2 - Входное отверстие расправляющего каркаса, 3 - Клапан расправляющего каркаса, 4 - Внутренний объем каркаса, 5 - Внутренний (основной) объем изделия, 6 - Входное отверстие изделия, 7 - Клапан основного объема изделия с низким входным сопротивлением, 8 - Наружная оболочка, 9 - Внутренняя оболочка, 10 - Отверстие порогового клапана, 11 - Заглушка порогового клапана, 12 - Возвратная пружина, 13 – Упор, 14 – Фиксатор, 15 - Тяга (жесткая или гибкая), 16 – Рукоятка, 17 – Вентиль, 18 – Уплотнитель, 19 - Стягивающие пружины, 20 - Соединительный патрубок.
Выпускные клапана изделия и крышки входных отверстий не показаны.
Возможные вариации реализации этого способа могут сочетать следующие дополнения:
Каркас выполняют полым, из гибкого эластичного или неэластичного материала.
Каркас заполняют нагнетанием жидкости или воздуха, или газа через насос.
Каркас выполняют в виде дополнительной оболочки, прикрепленной к основной оболочке изделия во множестве точек таким образом, что между ними образуется сообщающаяся полость, повышение давления в которой расправляет изделие, причем дополнительная оболочка может покрывать не всю площадь основной оболочки.
Внутренний объем каркаса соединяют с внутренним объемом изделия через клапан избыточного давления или калиброванное отверстие или вентиль.
Патрубок 20, соединяющий внутренние объемы каркаса и изделия, может находиться внутри изделия, с выводом наружу головки вентиля 17 (в случае ручного управления вентилем).
Давление в каркасе при наполнении изделия наружным воздухом повышают до такой степени, чтобы при снижении давления в каркасе, изделие сохраняло жесткость за счет избыточного давления внутри изделия без дополнительной подкачки.
Каркас выполняют герметичным, повышая давление в нем за счет нагрева газа внутри каркаса встроенным нагревательным элементом или за счет внешнего подвода тепла, или за счет испарения легкокипящей жидкости внутри каркаса при нагреве последней встроенным нагревательным элементом или за счет внешнего подвода тепла.
Каркас может быть выполнен, например, в виде спирали, прикрепленной к внутренней или внешней стороне оболочки цилиндрического надувного изделия. Для нецилиндрического изделия – в виде ребер жесткости и т. п. Каркас может заполняться жидкостью, воздухом, каким-либо газом через насос, от ресивера, пиропатрона или другим способом. После придания изделию формы и заполнения его воздухом самотеком, оно может быть дополнительно подкачано для придания ему большей жесткости, и должно быть герметизировано.
Внутренний объем каркаса много меньше внутреннего объема изделия, что позволяет существенно сократить время накачивания изделия.
Накачиваемое изделие может иметь несколько каркасов для накачивания разных секций изделия, имеющих раздельные входы, либо общий вход. Внутренний объем каркаса может соединяться с внутренним объемом изделия через клапан избыточного давления или калиброванное отверстие или вентиль, что позволит подкачать изделие (для придания ему жесткости) без переключения насоса со входа каркаса на вход внутреннего объема изделия.
Способ реализуется следующим образом.
Насосом (см. Фиг. 1) (1) через отверстие (2) и клапан (3) воздухом заполняется каркас, образованный внутренней оболочкой (9) и внешней (8), расправляющий изделие. По мере расправления изделия, воздух заполняет внутренний объем изделия (5) через отверстие (6) и клапан (7), минуя насос (самотеком).
После того как изделие приобрело форму, близкую к окончательной, вручную открывается вентиль (17), и внутренний объем изделия (5) дополнительно подкачивается через патрубок (20) для придания изделию жесткости. Несущим становится весь объем изделия.
Если процесс переключения выполнить автоматическим, то (см. Фиг. 2) вентиль (17) открывается тягой (15) после окончания расправления изделия, а пружина (12) служит для возврата вентиля в закрытое положение при сдувании изделия.
Также автоматический процесс накачки может быть реализован (см. Фиг. 3) путем выполнения отверстия (10) между внутренними объемами каркаса и изделия перекрытым подпружиненной заглушкой (11), закрепленной на тяге (15). При заполнении каркаса, внешняя оболочка изделия толкает упор (13), с фиксатором (14), закрепленный на тяге (15), открывая отверстие (10). После этого производится подкачка внутреннего объема изделия. Перемещением упора (13), подбирают момент открывания отверстия (10). Отверстие (10) можно также открыть вручную, потянув за рукоятку (16). Тяга (15) проходит через уплотнитель (сальник) (18) во внешней оболочке изделия, не допускающий утечек.
Также способ может быть реализован (см. Фиг. 4) за счет того, что входные отверстия (2) и (6) выполняют коаксиально таким образом, чтобы при накачивании насосом каркаса через отверстие (2), воздух свободно поступал в отверстие (6). Такое решение позволит обойтись одним отверстием в корпусе изделия с одной общей крышкой. Данное решение может применяться в сочетании со способами подкачки, описанными выше.
Права на интеллектуальную собственность.
Патент на полезную модель № 000 от 20 июля 2008 г.
«Быстронакачиваемое многокамерное надувное изделие».
Срок действия – до 21марта 2018 г.
Конкурентные преимущества.
Прямых аналогов способа нет, для быстрого накачивания изделий в настоящее время используют, как правило, сжатый газ, что не всегда удобно и применимо.
Рынок сбыта.
http://www. kommersant. ru/doc. aspx? docsid=582619 ...совокупный годовой объем продаж лодок российского производства в сегменте "ниже среднего", по оценкам дилеров, составляет до полумиллиона штук... А ведь есть и другие сегменты. Сведений об объемах продаж матрасов и мебели я не нашел, но, полагаю, не меньше объема продажи лодок. Если хотя бы 10% изделий будут изготавливаться по предлагаемой технологии, то оборот может составить несколько сотен миллионов рублей в год только в России.
Порядок коммерциализации.
Внедрение инновации может быть осуществлено без создания нового производства – путем размещения заказов на действующих предприятиях, например, Китая (ОЕМ производство), с последующей реализацией продукта на территории России и за рубежом.
Разумеется, необходимо проведение рекламной кампании.
Также, возможна реализация лицензий на это изобретение.
Состояние и источник инвестирования в реализацию проекта.
В настоящее время проект заморожен ввиду отсутствия инвесторов.
Получение кредита на развитие также затруднено.
Предстоящие затраты по проекту.
Зависят от выбранной модели продаж.
Наиболее оптимальной предполагается следующая: разработанные и произведенные на заказ изделия реализуются непосредственно розничным потребителям через Интернет с использованием Интернет - рекламы посредством «Яндекс директ», подобных услуг от Google и т. д. В этом случае нет необходимости затрачивать средства на неэффективную рекламу в СМИ, делить с торговыми посредниками прибыль и замораживать денежные средства в товарных кредитах розничным продавцам.
 Основные порталы (построено редакторами)
Основные порталы (построено редакторами)