Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Содержание
12. Какие типы кристаллических решеток характерны для металлов? Опишите их. 2
42. Что такое нормализация и гомогенизация стали? В чем их практическое значение? 4
72. По диаграмме состояний железо-цементит опишите, какие структурные и фазовые превращения будут происходить при медленном охлаждении из жидкого состояния сплава с содержанием углерода 2,7 %. Охарактеризуйте этот сплав и определите для него при заданной температуре 700 оС количество, состав фаз и процентное соотношение. Постройте кривую охлаждения сплава. 8
102. Какие конструкционные легированные стали относят к группе цементируемых? Каковы состав, структура, свойства сталей? Приведите примеры. 11
132. Выберите режим термической обработки детали из стали заданной марки для получения заданных свойств и обоснуйте его. На основе диаграммы состояний железо-цементит и построенного графика термической обработки напишите о превращениях в структуре стали. Деталь – развертка. Марка стали ХГ. Свойства HRC62. 13
162. Укажите, из каких составных частей состоит пластмасса, и объясните их назначение. Приведите конкретные примеры применения пластмасс на железнодорожном транспорте. 15
Список литературы.. 18
12. Какие типы кристаллических решеток характерны для металлов? Опишите их.
Для большинства металлов характерны следующие типы кристаллических решеток:
- объемно-центрированная кубическая (ОЦК);
- гранецентрированная кубическая (ГЦК);
- гексагональная плотноупакованная (ГПУ).
Основные типы кристаллических решеток представлены на рис. 1.
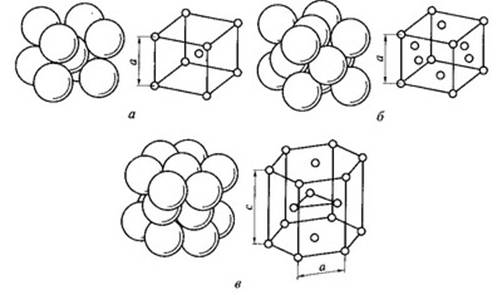
Рис. 1. Типы кристаллических решеток и схемы упаковки в них атомов:
а – объемно-центрированная кубическая, б – гранецентрированная кубическая, в – гексагональная плотноупакованная [2]
В объемно-центрированной кубической решетке (рис. 14, а) атомы расположены в углах и центре куба. Период решетки равен а, координационное число К= 8, базис решетки равен 2; 8 атомов расположены в углах куба, 1 атом в центре куба принадлежит только одной ячейке). Данный тип решетки имеют металлы К, Na, Li, Та, W, Mo, Fea, Cr, Nb и др.
В гранецентрированной кубической решетке (рис. 1, б) атомы расположены в углах куба и центрах его граней. Эта решетка характеризуется периодом а, координационном числом К= 12, базисом, равным 4: (1/8) • 8 + ½ • 6 = 4; 8 атомов в углах куба и 6 атомов в центрах граней, каждый из которых принадлежит двум элементарным ячейкам. Кубическую гранецентрированную решетку имеют следующие металлы: Са, Pb, Ni, Ag, Au, Pt, FeY и др.
В гексагональной плотноупакованной решетке (рис. 1, в) атомы расположены в вершинах и центрах шестигранных оснований призмы, кроме того, три атома находятся в средней плоскости призмы. Периоды решетки — а и с, причем с/а > 1 (например, с/а = 1,633 для Ru, Cd и с/а > 1,633 для Mg, Zn), координационное число К= 12, базис решетки равен 6.
Расстояние между центрами ближайших атомов в элементарной ячейке называется периодом решетки или ее параметром и измеряется в нанометрах.
Параметр (а) кубических решеток колеблется в пределах 0,286-0,607 нм. Параметры гексагональной решетки находятся в пределах: а = 0,228-0,398 нм и с = 0,357-0,652 нм. В каждом кубическом сантиметре объема кристаллического тела содержится примерно 1022 атомов [2].
42. Что такое нормализация и гомогенизация стали? В чем их практическое значение?
Нормализация — вид термической обработки стали, заключающийся в нагреве её выше верхней критической точки, выдержке при этой температуре и последующем охлаждении на спокойном воздухе. Цель нормализаций — придание металлу однородной мелкозернистой структуры (не достигнутой при предыдущих процессах литье, ковке или прокатке) и как следствие — повышение его механических свойств (пластичности и ударной вязкости).
При нормализаций низко - и среднеуглеродистой стали происходит распад аустенита (одна из структурных составляющих железоуглеродистых сплавов, твёрдый раствор углерода (до 2%) и легирующих элементов в железе) с образованием смеси феррита (структурная составляющая сплавов железа, представляющая собой твёрдый раствор углерода и легирующих элементов в a-железе) с перлитом (представляет собой эвтектоидную смесь двух фаз — феррита и цементита (карбид железа Fe3C, фазовая и структурная составляющая железоуглеродистых сплавов)) или сорбитом.
Более упрощено это выглядит так – эвтектоидная смесь феррита с цементитом растет от отдельных центров в виде колоний. Важнейшей характеристикой эвтектоида является дисперсность феррита и цементита внутри его колоний. Мерой этой дисперсности служит межпластинчатое расстояние Δ0 (рис. 2).
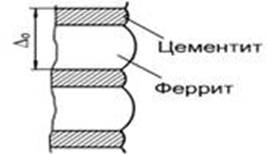
Рис. 2. Схема феррито-цементитной структуры [6]
Межпластинчатым расстоянием называется средняя суммарная толщина соседних пластинок феррита и цементита.
В зависимости от дисперсности пластин в эвтектоиде его называют перлитом, сорбитом или трооститом. Перлит образуется при небольших степенях переохлаждения (охлаждение с печью со скоростью в несколько градусов в минуту), и строение его можно выявить при малых и средних увеличениях микроскопа. Сорбит образуется при несколько больших степенях переохлаждения (охлаждение на воздухе со скоростью в несколько десятков градусов в минуту). Поэтому он более дисперсен, и микростроение сорбита выявляется только при больших увеличениях микроскопа.
Троостит образуется еще при больших степенях переохлаждения, и его внутреннее строение трудно выявить даже при очень больших увеличениях светового микроскопа. С увеличением дисперсности эвтектоидной смеси возрастают твердость, предел прочности и предел текучести.
Так как подразделение эвтектоида на перлит, сорбит и тростит условно и между ними нет четкой границы, то их различают по твердости. Например, в стали У8 твердость перлита 170 – 230 HB, сорбита 230 – 330 HB, троостита 330 – 400 HB.
Режим нормализаций определяется температурой нагрева (аустенитизации) рис. 3, временем выдержки при этой температуре и скоростью охлаждения.
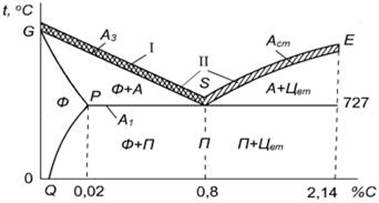
Рис. 3. Интервал температур термической обработки (І – полный отжиг, ІІ нормализация) [6]
Температура нагрева при нормализаций на 30—50 °С выше верхней критической точки (выше линии GSE). Время выдержки должно быть минимальным, обеспечивающим равномерный прогрев по сечению изделия. Скорость охлаждения на спокойном воздухе обычно составляет 150—250 °С/ч; однако при нормализаций массивных изделий скорость охлаждения должна регламентироваться в зависимости от их размеров и состава стали в соответствии с кинетикой превращений аустенита. Увеличение скорости нагрева, минимально возможные температуры и время выдержки обеспечивают получение более мелкого зерна аустенита и более дисперсной смеси перлита или сорбита с ферритом.
После нормализации сталь должна иметь большую прочность, чем после отжига. Нормализацию применяют чаще как промежуточную операцию для смягчения стали перед обработкой резанием, для устранения пороков строения и общего улучшения структуры перед закалкой. Таким образом, назначение нормализации как промежуточной обработки аналогично назначению отжига. Так как нормализация гораздо выгоднее отжига (охлаждение не с печью, а на воздухе), то ее всегда следует предпочесть отжигу, если оба эти вида обработки дают одинаковые результаты. Но нормализация не всегда может заменить отжиг как операция смягчения стали.
Нормализацию широко применяют вместо смягчающего отжига к малоуглеродистым сталям, в которых аустенит слабо переохлаждается. Но она не может заменить смягчающий отжиг высокоуглеродистых сталей, которые весьма ощутимо упрочняются при охлаждении на воздухе из-за значительного переохлаждения аустенита.
В заэвтектоидной стали нормализация устраняет грубую сетку вторичного цементита. При нагреве выше точки АСm (линия SE) вторичный цементит растворяется, а при последующем ускоренном охлаждении на воздухе он не успевает образовать грубую сетку, понижающую свойства стали [6].
В связи со своим назначением сделать сталь однородной (гомогенной) диффузионный отжиг иначе называется гомогенизацией. Данный вид отжига характеризуется нагревом стали до температуры значительно выше интервала превращений (на 180—300° С) с последующим медленным охлаждением. Такой отжиг применяется для выравнивания химической неоднородности (путем диффузии) зерен твердого раствора, т. е. уменьшения микроликвации в фасонных стальных отливках и в слитках главным образом легированной стали.
Практически слитки нагревают до 1100—1150° С, выдерживают при этой температуре 12—15 ч, а затем медленно охлаждают до 250— 200° С. Процесс диффузионного отжига продолжается около 80—100 ч.[1]
72. По диаграмме состояний железо-цементит опишите, какие структурные и фазовые превращения будут происходить при медленном охлаждении из жидкого состояния сплава с содержанием углерода 2,7 %. Охарактеризуйте этот сплав и определите для него при заданной температуре 700 оС количество, состав фаз и процентное соотношение. Постройте кривую охлаждения сплава.
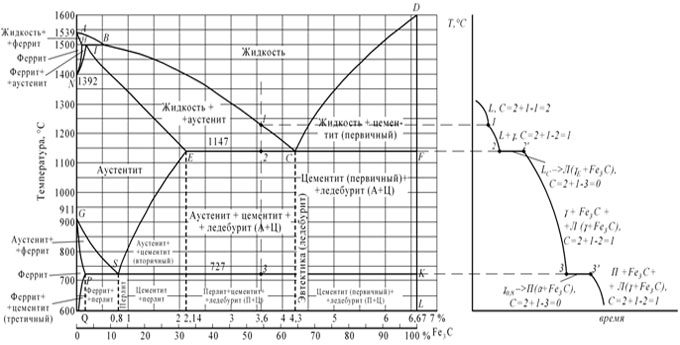
Первичная кристаллизация сплавов системы железо-углерод начинается по достижении температур, соответствующих линии ABCD (линии ликвидус), и заканчивается при температурах, образующих линию AHJECF (линию солидус).
 а) б)
а) б)
Рис. 4: а – диаграмма железо-цементит, б – кривая охлаждения для сплава, содержащего 2,7 % углерода
При кристаллизации сплавов по линии АВ из жидкого раствора выделяются кристаллы твердого раствора углерода в α-железе (δ-раствор). Процесс кристаллизации сплавов с содержанием углерода до 0,1% заканчивается по линии АН с образованием α (δ)-твердого раствора. На линии HJB протекает перитектическое превращение, в результате которого образуется твердый раствор углерода в γ-железе, т. е. аустенит. Процесс первичной кристаллизации сталей заканчивается по линии AHJE.
При температурах, соответствующих линии ВС, из жидкого раствора кристаллизуется аустенит. В сплавах, содержащих от 4,3% до 6,67% углерода, при температурах, соответствующих линии CD, начинают выделяться кристаллы цементита первичного. Цементит, кристаллизующийся из жидкой фазы, называется первичным. B точке С при температуре 1147°С и концентрации углерода в жидком растворе 4,3% образуется эвтектика, которая называется ледебуритом. Эвтектическое превращение с образованием ледебурита можно записать формулой ЖР4,3 Л[А2,14+Ц6,67]. Процесс первичной кристаллизации чугунов заканчивается по линии ECF образованием ледебурита.
Таким образом, структура чугунов ниже 1147°С будет: доэвтектических – аустенит + ледебурит, эвтектических – ледебурит и заэвтектических – цементит (первичный) + ледебурит.
Превращения, происходящие в твердом состоянии, называются вторичной кристаллизацией. Они связаны с переходом при охлаждении γ-железа в α-железо и распадом аустенита.
Линия GS соответствует температурам начала превращения аустенита в феррит. Ниже линии GS сплавы состоят из феррита и аустенита.
Линия ЕS показывает температуры начала выделения цементита из аустенита вследствие уменьшения растворимости углерода в аустените с понижением температуры. Цементит, выделяющийся из аустенита, называется вторичным цементитом.
В точке S при температуре 727°С и концентрации углерода в аустените 0,8% образуется эвтектоидная смесь состоящая из феррита и цементита, которая называется перлитом. Перлит получается в результате одновременного выпадения из аустенита частиц феррита и цементита. Процесс превращения аустенита в перлит можно записать формулой
А0,8→П[Ф0,03+Ц6,67].
Линия PQ показывает на уменьшение растворимости углерода в феррите при охлаждении и выделении цементита, который называется третичным цементитом.
Следовательно, сплавы, содержащие менее 0,008% углерода (точкаQ), являются однофазными и имеют структуру чистого феррита, а сплавы, содержащие углерод от 0,008 до 0,03% – структуру феррит + цементит третичный и называются техническим железом.
Доэвтектоидные стали при температуре ниже 727ºС имеют структуру феррит+перлит и заэвтектоидные – перлит+цементит вторичный в виде сетки по границам зерен. В доэвтектических чугунах в интервале температур 1147–727ºС при охлаждении из аустенита выделяется цементит вторичный, вследствие уменьшения растворимости углерода (линия ES). По достижении температуры 727ºС (линия PSK) аустенит, обедненный углеродом до 0,8% (точка S), превращаясь в перлит. Таким образом, после окончательного охлаждения структура доэвтектических чугунов состоит из перлита, цементита вторичного и ледебурита превращенного (перлит + цементит). Структура эвтектических чугунов при температурах ниже 727ºС состоит из ледебурита превращенного. Заэвтектический чугун при температурах ниже 727ºС состоит из ледебурита превращенного и цементита первичного.
Правило фаз устанавливает зависимость между числом степеней свободы, числом компонентов и числом фаз и выражается уравнением:
C = K + 1 – Ф,
где С – число степеней свободы системы; К – число компонентов, образующих систему; 1 – число внешних факторов (внешним фактором считаем только температуру, так как давление за исключением очень высокого мало влияет на фазовое равновесие сплавов в твердом и жидком состояниях); Ф – число фаз, находящихся в равновесии [3].
Сплав железа с углеродом, содержащий 2,7 %С, называется доэвтектическим чугуном. Его структура при комнатной температуре – перлит + цементит + ледебурит.
102. Какие конструкционные легированные стали относят к группе цементируемых? Каковы состав, структура, свойства сталей? Приведите примеры.
При работе деталей под действием динамических нагрузок в условиях поверхностного износа для их изготовления применяют стали с содержанием углерода 0,1 – 0,3%, подвергая их цементации, закалке и низкому отпуску. Твёрдость поверхности готовой детали должна составлять около HRC 58 -62, твёрдость сердцевины в пределах HRC 20 – 40.
В зависимости от степени упрочняемости сердцевины различают три группы цементуемых сталей: с неупрочняемой, слабо - и сильноупрочняемой сердцевиной.
К первой группе относятся углеродистые стали марок 10, 15, 20. Их применяют для малоответственных деталей небольших размеров. Под цементованным слоем при закалке аустенит превращается в феррито-цементитную смесь.
Вторую группу составляют низколегированные хромистые стали марок 15Х, 20Х, имеющие слабоупрочняемую сердцевину. Дополнительное легирование малыми добавками ванадия (сталь 15ХФ) позволяет получить более мелкое зерно, что улучшает пластичность и вязкость стали.
Стали третьей группы используют для изготовления деталей, испытывающих значительные ударные нагрузки, имеющих большее сечение или сложную конфигурацию или подвергающихся действию больших знакопеременных напряжений. Эти стали легируют хромом, марганцем, молибденом, титаном, ванадием, никелем, алюминием. Названные элементы способствуют повышению прокаливаемости, поверхностной твёрдости, износостойкости и контактной выносливости. Никель повышает вязкость сердцевины и диффузионного слоя и снижает порог хладноломкости.
Легирование стали ванадием, титаном, алюминием, ниобием приводит к образованию дисперсных нитридов (YN, TiN и др.), карбидов (TiC, YC и др.), затормаживающих рост зерна аустенита. Уменьшение зерна способствует снижению хрупкости и повышению ударной вязкости стали. К данной группе относятся стали марок 25ХГТ, 12ХН3А, 18Х2Н4МА, 20ХГНР и др.
Цементуемые стали предназначены они для деталей небольшого размера (кулачки, толкатели, малонагруженные шестерни и т. п.), от которых требуется твердая, износостойкая поверхность и вязкая сердцевина. Они пластичны, хорошо штампуются и свариваются; используются для изготовления деталей машин и приборов невысокой прочности (крепежные детали, втулки, штуцеры и т. п.), а также деталей котлотурбостроения (трубы перегревателей, змеевики), работающих под давлением при температуре от — 40 до 425 оС [5].
132. Выберите режим термической обработки детали из стали заданной марки для получения заданных свойств и обоснуйте его. На основе диаграммы состояний железо-цементит и построенного графика термической обработки напишите о превращениях в структуре стали. Деталь – развертка. Марка стали ХГ. Свойства HRC62.
Состав стали: хром и марганец, хромомарганцевая инструментальная сталь.
Сталь ХГ подвергается следующей термической обработке:1. Отжиг при Т = 770 - 790 оC с печью со скоростью 30 С/ч
2. Закалка при Т = 830 оС, масло
3. Отпуск при Т = 180 оC, воздух.
Для данной стали такие механической свойства, как условный предел текучести, предел прочности, относительное удлинение и относительное сужение не определяются.По структуре ХГ - заэвтектоидная сталь перлитного класса. Она подвергается неполной закалке от температуры несколько выше точки А, и низкому отпуску. Структура мартенсита и избыточных карбидов (легированный цементит) обеспечивает ей твёрдость (HRC 62 - 69) и высокую износостойкость. Однако из-за низкой теплостойкости низколегированные стали имеют практически одинаковые с углеродистыми сталями эксплуатационные свойства. В отличие от углеродистых они меньше склонны к перегреву и позволяют изготовлять инструменты больших размеров и более сложной формы, однако применяются для инструментов,
работающих при небольших скоростях резания, не вызывающих нагрева свыше 200 - 260 С. Деформация при закалке у стали ХГ мала. В состав данной стали входят такие легирующие элементы, как марганец, кремний и вольфрам. Марганец (1-2%) обеспечивает минимальное изменение размеров инструмента при закалке. Интенсивно снижая интервал температур мартенситного превращения, он способствует сохранению в структуре повышенного количества остаточного аустенита (15-20%), который частично или полностью компенсирует увеличение объёма в результате образования мартенсита. Кремний (1-1.5%) несколько повышает сопротивление отпуску и способствует образованию легко отделяющейся окалины. Вольфрам (1-5%) повышает износостойкость.В отожженном состоянии имеет структуру зернистого перлита, а после закалки в масле – мартенсит + карбиды [2].
Ударная вязкость, KCU, Дж/см2
| Состояние поставки, термообработка | KCU | HRCэ |
| Сечение 50 мм, место вырезки образца 1/2R. Закалка на мелкое зерно. Отпуск 150-160 оС. | 20 | 62 |
Твердость стали ХГ
| Состояние поставки, режим термообработки | HRCэ поверхности |
| Закалка 830-850 оС, масло. Отпуск 170-200 оС. | 62-64 |
162. Укажите, из каких составных частей состоит пластмасса, и объясните их назначение. Приведите конкретные примеры применения пластмасс на железнодорожном транспорте.
Пластическими массами называют неметаллические материалы, получаемые, на основе природных и синтетических полимеров.
Производство машин не обходится без использования пластмасс и резин. Они являются как заменителями дефицитных цветных металлов, так и материалами с особыми свойствами, для которых не всегда может быть найдена замена. Этим и объясняется широкое использование пластмасс для изготовления огромной номенклатуры деталей машин. Применение пластмасс повышает качество машин и оборудования за счет снижения их массы, улучшает внешний вид, позволяет экономить цветные и черные металлы. Особенно эффективна замена пластмассами цветных металлов (свинца, меди, цинка, латуни, бронзы) и легированных сталей. Применение, например, 1 т эпоксидной смолы в электротехнике дает экономию более 4 т меди.
Исходными материалами для получения пластмасс служат дешевые природные вещества: продукты переработки каменного угля, нефти, природного газа и т. д. На производство пластмасс требуется гораздо меньше капитальных вложений, чем на получение цветных металлов.
Основой пластических масс являются смолы – высокомолекулярные соединения органического происхождения. Смолы в чистом виде используются реже.
Пластмассы в зависимости от поведения смолы при нагреве делятся на термореактивные (реактопласты) и термопластические (термопласты). Реактопласты под действием тепла и давления (или инициаторов – ускорителей отвержения) переходят в твердое, неплавкое и нерастворимое состояние. Реактопласты не могут быть вторично переработаны. Термопласты под действием тепла плавятся и затвердевают при охлаждении. Изделия из термопластов могут неоднократно перерабатываться. Однако повторный нагрев несколько ухудшает физико-механические свойства материала (за счет разложения и загрязнения его).
В зависимости от применяемого наполнителя пластические массы разделяют на композиционные и слоистые. Композиционные в свою очередь делятся на порошкообразные и волокнистые.
Рассмотрим далее компоненты, входящие в состав пластмасс.
В большинстве своем пластмассы состоят из смолы, а также наполнителя, пластификатора, стабилизатора, красителя и других добавок, улучшающих технологические и эксплуатационные свойства пластмассы. Свойства полимеров могут быть в значительной степени улучшены и изменены, в зависимости от требований, предъявляемых различными отраслями техники, с помощью различных составляющих пластмассы.
Наполнители служат для улучшения физико-механических, диэлектрических, фрикционных или антифрикционных свойств, повышения теплостойкости, уменьшения усадки, а также для снижения стоимости пластмасс. Наполнители бывают органические и неорганические. Органическими наполнителями являются древесная мука, хлопковые очесы, целлюлоза, бумага, хлопчатобумажная ткань, древесный шпон. В качестве неорганических наполнителей используют асбест, графит, стекловолокно, стеклоткань, слюду, кварц.
Используя как наполнитель древесную муку, получают порошкообразные полимерные материалы – пресспорошки, употребляемые для изготовления не сильно нагруженных деталей. Для получения материала с более высокой механической прочностью употребляют волокнистые наполнители (волокна хлопка, асбеста). Еще большую прочность пластмассам придают листовые наполнители – их применяют для получения слоистых пластмасс: при применении хлопчатобумажной ткани – текстолит, стеклоткани – стеклотекстолит, бумаги – гетинакс асбестовой ткани – асботекстолит. При применении древесного шпона вырабатывают древесные слоистые пластики. Для изготовления деталей, по прочности не уступающих сталям, в качестве наполнителей используют стекловолокно, стеклошнуры, стекломаты.
По массе содержание наполнителей в пластмассах составляет от 40 до 70 %. Исключение здесь составляют теплоизоляционные материалы, где в качестве наполнителя используют газы, получая газонаполненные полимерные материалы – пенопласты и поропласты.
Пластификаторы увеличивают пластичность и текучесть пластмасс, улучшают морозостойкость. В качестве пластификаторов применяют дибутилфталат, трикрезилфосфат и др.
В состав пластмасс часто вводят стабилизаторы – вещества, предотвращающие разложение полимерных материалов во время их переработки и эксплуатации под воздействием света, влажности, повышенных температур и других факторов. Для стабилизации используют ароматические амины, фенолы, сернистые соединения, газовую сажу.
Красители добавляют для окрашивания пластических масс. Применяют как минеральные красители (мумия, охра, умбра, литопон, крон и т. д.), так и органические (нигрозин, родамин).
Смазочные вещества – стеарин, олеиновая кислота, трансформаторное масло – снижают вязкость композиции и предотвращают прилипание материала к стенкам пресс-формы [4].
В железнодорожном транспорте пластмассы обеспечат создание значительно более грузоподъемных (при тех же размерах), красивых, удобных и бесшумных вагонов.
Список литературы
1. А. Материаловедение. – Ростов н/Д.: Феникс, 2008.
2. Н. Справочное пособие по материаловедению (металлообработка): Учеб. пособие для НПО. – М.: Академия, 2007.
3. Материаловедение: Учебник для ВУЗов. / Под ред. Н. – М.: МГТУ им. Баумана, 2008.
4. Материаловедение: Учебник для СПО. / Под ред. Т. – М.: Инфра-М, 2010.
5. С. Материаловедение: Учебник для СПО. – М.: Академия, 2008.
6. П. Материаловедение: Учебник для СПО. – М.: Академия, 2008.
 Основные порталы (построено редакторами)
Основные порталы (построено редакторами)