Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
РОСЖЕЛДОР
Государственное образовательное учреждение
высшего профессионального образования
«Ростовский государственный университет путей сообщения»
(РГУПС)
В. Ф. Криворудченко, Г. В. Стрельченко
неразрушающий контроль
корпусов автосцепок и тяговых хомутов
Методические указания к лабораторным работам
Ростов-на-Дону
УДК 629.45/46(07)+06.
Ф., В.
Неразрушающий контроль корпусов автосцепок и тяговых хомутов: Методические указания к лабораторным работам. – Ростов н/Д: Рост. гос. ун-т путей сообщения, 2003. – 27 с.
Представлено описание конструкции и принципа работы феррозондовой установки ДФ-105, технология обнаружения дефектов и правила эксплуатации установки, а также формы технологических карт по контролю деталей подвижного состава.
Методические указания одобрены к изданию кафедрой «Вагоны и вагонное хозяйство» РГУПС, предназначены студентам специальности «Вагоны», а также слушателям факультета повышения квалификации, выполняющим дефектоскопию деталей подвижного состава.
Табл. 5 . Ил. 27 . Библиогр.: 3 назв.
Рецензент: канд. техн. наук, доц. А. Н. Самойленко (РГУПС)
Учебное издание
Криворудченко Виктор Федорович
Стрельченко Галина Валентиновна
Неразрушающий контроль корпусов автосцепок и тяговых хомутов
Методические указания к лабораторным работам
Ю. Манжура
Технический редактор и корректор Ю. Ю. Манжура
Подписано в печать 29.12.03. Формат 60х84/16.
Бумага газетная. Ризография. Усл. печ. л.1,63.
Уч.-изд. л. 1,55. Тираж 60 экз. Изд. № 000. Зак. №
Ростовский государственный университет путей сообщения.
Адрес университета: 344038, г. Ростов н/Д, пл. им. Ростовского стрелкового полка народного ополчения, 2.
ã Ростовский государственный университет![]() путей сообщения, 2003
путей сообщения, 2003
Содержание
Лабораторная работа № 1. Изучение технических характеристик конструкции и настройки феррозондовой установки
Лабораторная работа № 2. Изучение методики обнаружения дефектов в корпусе автосцепки
Лабораторная работа № 3. Изучение методики обнаружения дефектов в тяговом хомуте
Рекомендуемая литература
Приложение
Цель лабораторных работ:
- изучить технические характеристики, конструкцию и настройку феррозондовой установки ДФ-105;
- изучить методику обнаружения дефектов в корпусах автосцепок и тяговых хомутах;
- приобрести навыки феррозондового контроля;
- установить метод ремонта деталей на основании проведенного контроля.
При проведении лабораторных работ следует соблюдать правила техники безопасности.
Лабораторная работа № 1
изучение технических характеристик,
конструкции и настройки феррозондовой
установки Дф-105
1. Общие сведения
Феррозондовая установка для контроля корпусов автосцепок и тяговых хомутов состоит:
- из дефектоскопа ДФ-105;
- намагничивающих устройств МСН-11.01 и МСН-12;
- стандартных образцов предприятия СОП-НО-022 и СОП-НО-023.
В зависимости от размеров выявляемых поверхностных и подповерхностных дефектов, а также глубины их залегания установлено (ГОСТ 21104) одиннадцать уровней чувствительности (табл.1).
Таблица 1
условные уровни чувствительности
Условный уровень чувствительности | Минимальные размеры выявляемых дефектов, мм | Максимальная глубина залегания дефекта, мм | |
ширина | глубина | ||
Поверхностные | |||
А1 | От 0,002 до 0,005 | 0,07…0,15 | - |
А2 | Свыше 0,005 до 0,012 | ||
А3 | Свыше 0,012 до 0,020 | ||
А | 0,1 | 0,2 | |
Б | Свыше 0,1 до 0,5 | Свыше 0,2 до 1,0 | |
Подповерхностные | |||
В1 | От 0,002 до 0,004 | От 0,2 до 0,15 | 10 |
В | 0,3 | 0,5 | 10 |
Г1 | 0,3 | Свыше 0,5 до 1,0 | 20 |
Г | 0,3 | 10 | |
Д1 | Свыше 0,3 до 0,5 | 30 | |
Д | Свыше 0,3 до 0,5 | 5 | |
Минимальная длина выявляемого дефекта равна 2 мм.
1.1. Назначение дефектоскопа
Феррозондовый дефектоскоп ДФ-105 предназначен для выявления поверхностных и подповерхностных дефектов типа нарушений сплошности материала (волосовины, трещины, раковины, закаты).
1.2. Условия эксплуатации дефектоскопа на вагоноремонтных предприятиях
температура окружающей среды, ○С от - 10 до + 40
относительная влажность воздуха, % до 90 при температуре + 30 ○С
атмосферное давление, кПа от 84 до 106,7
1.3. Технические характеристики дефектоскопа
Основные технические характеристики дефектоскопа приведены в таблице 2.
Таблица 2
Наименование характеристики | Значение характеристики |
Условные уровни чувствительности | А, Б, Д |
Диапазон измерения градиента напряженности магнитного поля, А/м2 | 2000 – 65000 |
Относительная погрешность измерения градиента, % | 10 |
Напряжение питания, В | 8,8 – 12 |
Ток потребления, мА, не более | 35 |
Габаритные размеры электронного блока, мм, не более | 173х135х62 |
Масса электронного блока в чехле, г, не более | 940 |
1.4. Состав дефектоскопа
дефектоскоп ДФ-105 состоит из электронного блока и феррозондового преобразователя, соединенных гибким кабелем. Питание электронного блока осуществляется от съемной аккумуляторной батареи.
2. Устройство дефектоскопа
принцип действия дефектоскопа основан на преобразовании феррозондовым преобразователем (ФП) градиента напряженности магнитного поля рассеяния дефекта в электрический сигнал. Если сигнал превышает установленный пороговый уровень, то срабатывают индикаторы дефектов электронного блока.
В дефектоскопе предусмотрено автоматическое отключение питания при разряде аккумуляторной батареи ниже допустимого значения.
Рабочая чувствительность дефектоскопа устанавливается на стандартных образцах, имеющих искусственные дефекты (ИД) по ГОСТ 21104. Под чувствительностью аппаратуры понимаются наименьшие размеры дефектов, выявляемых при контроле.
Контроль изделия дефектоскопом может выполняться способом приложенного поля (СПП) и способом остаточной намагниченности (СОН). СПП заключается в намагничивании изделия (или его участка) с одновременным выявлением дефекта и измерением градиента напряженности магнитного поля рассеяния дефекта. Контроль изделия СОН производится после снятия намагничивающего устройства.
Дефектоскоп (рис. 1) состоит из размещенного в чехле электронного блока и феррозондового преобразователя, подключенного к нему с помощью кабеля. Аккумуляторная батарея подключается к электронному блоку с помощью байонетного соединителя.
2.1. Электронный блок
Электронный блок предназначен для усиления и преобразования сигнала феррозондового преобразователя. Внешний вид электронного блока представлен на рисунке 1.

Рис. 1. Внешний вид электронного блока:
1 – кнопка включения питания; 2 – световой индикатор питания; 3 – световой индикатор дефектов; 4 – световой индикатор заряда аккумуляторной батареи; 5 – решетка звукового индикатора дефектов; 6 – стрелочный индикатор; 7 – разъем для присоединения феррозондового преобразователя; 8 – индикатор уровня чувствительности; 9 – кнопка увеличения чувствительности; 10 – кнопка уменьшения чувствительности; 11 – кнопка проверки аккумуляторной батареи; 12 – кнопка дежурного режима дефектоскопа; 13 – индикатор дежурного режима
Включение дефектоскопа осуществляется нажатием кнопки 1. при включении загорается световой индикатор 2.
световой индикатор 3 загорается, если феррозондовый преобразователь находится над дефектом, при этом стрелка индикатора 6 отклоняется не менее чем на 25 % шкалы. Одновременно срабатывает звуковой индикатор дефекта, расположенный под решеткой 5.
контроль напряжения питания осуществляется нажатием кнопки 11. если при ее нажатии стрелка индикатора 6 попадает в синий сектор шкалы, то напряжение аккумуляторной батареи в норме, если стрелка индикатора 6 за пределами синего сектора, то необходима смена батареи.
Чувствительность дефектоскопа выставляется при помощи кнопок 9 и 10 на индикаторе 8.
При включении кнопки 12 дефектоскоп переводится в дежурный режим работы, в целях экономии заряда аккумуляторной батареи, при этом сохраняется выставленный порог чувствительности дефектоскопа. Повторное нажатие кнопки 12 переводит дефектоскоп в рабочий режим.
2.2. Феррозондовый преобразователь
ФП состоит из корпуса, в котором расположены две катушки индуктивности с одной или двумя обмотками (возбуждающей и измерительной) на сердечнике. Для измерения градиента напряженности измерительные обмотки катушек расположены встречно. Расстояние между осями катушек называется базой преобразователя.
Для контроля деталей сложной геометрической формы используется феррозондовый преобразователь (ФП) с базой 3 мм (рис. 2).
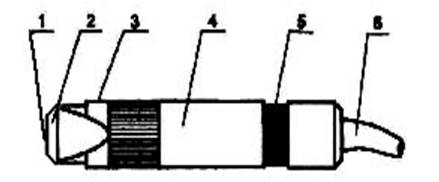
Рис. 2. Феррозондовый преобразователь:
1 – основание; 2 – защитный колпачок; 3 – метка; 4 – корпус; 5 – этикетка; 6 – гибкий кабель
2.3. Стандартные образцы предприятия (СОП)
СОП предназначены для проверки работоспособности и настройки рабочей чувствительности феррозондового дефектоскопа перед проведением контроля Стандартный образец состоит из корпуса (рис. 3), в который вмонтированы постоянные магниты, магнитопровод и пластина с искусственными дефектами.
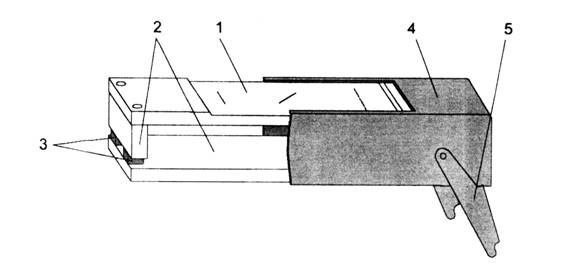
Рис. 3. Стандартный образец предприятия:
1 – пластина с дефектами; 2 – магнитопровод; 3 – постоянные магниты; 4 – корпус
Назначение и основные характеристики СОП представлены в таблице 3.
Таблица 3
Наименование СОП | Номинальное значение градиента напряженности магнитного поля над ИД, А/м2 | Погрешность воспроизведения градиента напряженности магнитного поля, % | Детали, при контроле которых применяется СОП для настройки дефектоскопа |
СОП-НО-022 | 10500 | ± 5 | Тяговый хомут |
СОП-НО-023 | 12000 | ± 5 | Корпус автосцепки |
2.4. Намагничивающие устройства
Для намагничивания корпуса автосцепки способом остаточной намагниченности (СОН) применяется приставное намагничивающее устройство МСН-11.01 (рис. 4).
Треугольный магнитопровод 5 может перемещаться по штанге 3. Максимальное расстояние между полюсами 400 мм. Кассеты с постоянными магнитами 4 и 6 окрашены в красный и синий цвета, указывающие на полярность. Красный цвет соответствует южному магнитному полюсу, синий – северному.

Рис. 4. Намагничивающее устройство МСН-11.01:
1 – ограничительная гайка; 2 – цанговый зажим; 3 – штанга; 4, 6 – кассеты с постоянными магнитами; 5 – треугольный магнитопровод; 7, 8 – полюсные наконечники
Для намагничивания зева автосцепки способом приложенного поля (СПП) применяется приставное намагничивающее устройство МСН-12 (рис. 5).
Постоянные магниты защищены полюсными наконечниками 1, помещенными в держатели 2, и соединены гибким магнитопроводом 3.
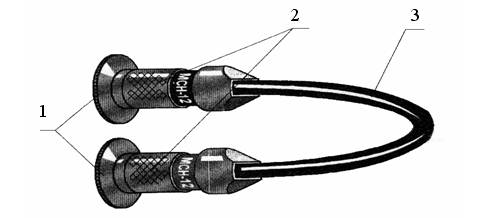
Рис. 5. Намагничивающее устройство МСН-12:
1 – полюсные наконечники; 2 – держатели; 3 – гибкий магнитопровод
3. Настройка дефектоскопа
Принцип работы дефектоскопа основан на измерении градиента напряженности магнитного поля рассеяния дефекта в контролируемой детали феррозондовым преобразователем, преобразующим градиент напряженности в электрический сигнал.
3.1. Проверка намагничивающих устройств
произвести проверку намагничивающего устройства МСН-11.01. Опробовать подвижный элемент магнитопровода 5 (рис. 4), он должен перемещаться в обе стороны при ослаблении цангового зажима 2.
произвести проверку намагничивающего устройства МСН-12. Полюсные наконечники 1 (рис. 5) должны быть жестко закреплены с гибким магнитопроводом 3.
3.1. Подготовка дефектоскопа к работе
3.1.1. Проверить работоспособность и подготовить к работе дефектоскоп:
- включить питание электронного блока и проверить напряжение аккумуляторной батареи. Нажав кнопку проверки заряда батареи 11 (см. рис. 1) и поддерживая ее в нажатом состоянии, определить положение стрелки индикатора 6, если стрелка находится левее синего сектора – напряжение ниже нормы и необходимо произвести замену аккумуляторной батареи, если в синем секторе – напряжение в норме;
- подсоединить феррозондовый преобразователь к электронному блоку;
- установить кнопкой 9 максимальную чувствительность на световом индикаторе уровня чувствительности 8 (позиция 16). Отнести преобразователь от блока на длину вытянутого шнура в точку, расположенную вдали от магнитных масс, и медленно вращать. При этом сигналы всех индикаторов должны отсутствовать. Далее перемещать феррозондовый преобразователь над дефектами стандартного образца; при этом должны срабатывать индикаторы дефектов;
- установить рабочую чувствительность (позиция 5 светового индикатора уровня чувствительности) нажатием кнопок 9 и 10;
-
|
Лабораторная работа № 2
Изучение методики обнаружения дефектов в корпусе автосцепки
1. Порядок работы
1.1. Включить дефектоскоп. произвести настройку по методике, описанной в лабораторной работе № 1 на соответствующем стандартном образце.
1.2. произвести контроль поверхностей корпуса автосцепки в следующем порядке:
- очистить контролируемую поверхность детали от грязи и пыли;
|
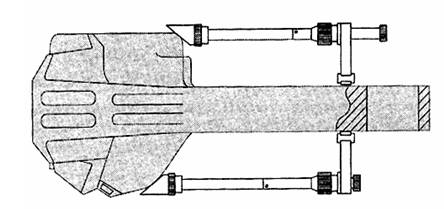
Рис. 6. Схема намагничивания хвостовика автосцепки
- сканировать с шагом 5…8 мм и скоростью сканирования 8 см/с четыре плоскости хвостовика (рис. 7); кромки отверстия для клина тягового хомута на расстоянии 5…10 мм от края с обеих сторон хвостовика (рис. 8); перемычку с обеих сторон хвостовика (рис. 9);
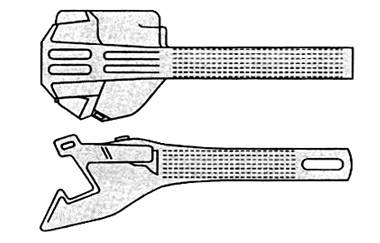
Рис. 7. Контроль хвостовика корпуса автосцепки

Рис. 8. Контроль кромки отверстия для клина
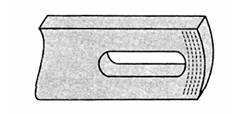
Рис. 9. Контроль перемычки хвостовика
- увеличить кнопкой 9 чувствительность дефектоскопа по сравнению с настроенной на стандартном образце СОП-НО-023 на два сегмента индикатора чувствительности и сканировать переходы от хвостовика к головной части корпуса на длине 15…20 мм (рис. 10).
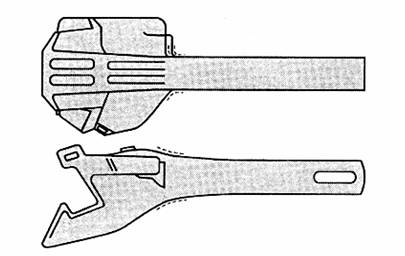
Рис. 10. Контроль переходов от хвостовика к головной части корпуса автосцепки
- установить намагничивающее устройство МСН-12 на головной части корпуса автосцепки (рис. 11) и сканировать способом приложенного поля со скоростью сканирования 8 см/с кромки контура большого зуба (рис. 12); переход от ударной к боковой поверхности большого зуба (рис. 13); переход от боковой к тяговой поверхности большого зуба (рис. 14);
|
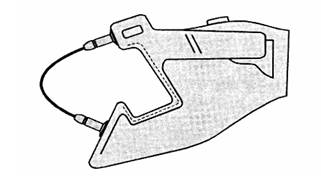
Рис. 11. Контроль кромки контура большого зуба
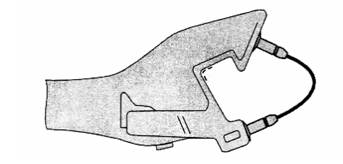
Рис. 12. Контроль перехода от ударной к боковой поверхности большого зуба
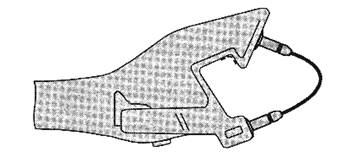
Рис. 13. Контроль перехода от боковой к тяговой поверхности большого зуба
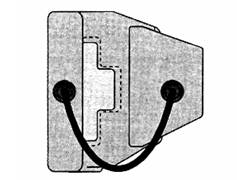
Рис. 14. Контроль кромки окна для замка и замкодержателя
- снять намагничивающее устройство МСН-12 с корпуса автосцепки.
Примечание:
1. Сканирование производить без перекосов, наклонов и отрывов феррозондового преобразователя от контролируемой поверхности.
2. При сканировании продольная ось феррозондового преобразователя должна быть расположена вдоль магнитных силовых линий на прямых участках и по касательной к поверхности – в местах закруглений.
1.3. При срабатывании индикаторов дефекта выполнить следующие операции:
- провести феррозондовым преобразователем по месту появления сигнала;
- найти точку поверхности детали, соответствующую максимуму показаний стрелочного индикатора, и отметить ее мелом;
- выполнить параллельные перемещения феррозондовым преобразователем с шагом 5 мм с четырех сторон от отметки, фиксируя мелом точки на контролируемой поверхности, соответствующие максимумам показаний стрелочного индикатора; параллельные перемещения выполнять до прекращения срабатывания индикаторов дефекта.
- осмотреть отмеченный участок, если отметки образуют линию.
Примечание: Из рассмотрения исключить:
- сигналы индикаторов дефекта, не подтвержденные при параллельных перемещениях феррозондового преобразователя;
- сигналы индикаторов дефекта, вызванные неоднородностью магнитного поля, обусловленного конструкцией корпуса автосцепки;
- сигналы индикаторов дефекта в зоне магнитного пятна (на участках размещения полюсов магнитов).
1.4. Выключить дефектоскоп и поместить феррозондовый преобразователь в карман чехла.
1.5. По результатам контроля сделать вывод и принять решение (приложение ).
Студент должен произвести контроль корпуса автосцепки и оформить результаты контроля в виде технологической карты феррозондового контроля (рис. 15).
ТЕХНОЛОГИЧЕСКАЯ КAPTA феррозондового КОНТРОЛЯ (ОБРАЗЕЦ) | ||||
Предприятие: | Контроль | На листах | ||
Утверждаю: Главный инженер | Дата: « » 200 _ г. | Деталь: Узел: | Марка стали: Шероховатость: | Лист 1 |
Тип вагона: | Требования документов по техническому обслуживанию и ремонту | |||
Технологические операции | Средства контроля | |||
ТЕХНОЛОГИЧЕСКАЯ КАРТА феррозондового КОНТРОЛЯ (ОБРАЗЕЦ) | ||
Деталь: Узел: | Контроль | Лист 2 |
Технологические операции | Эскиз детали, траектории сканирования | |
Рис. 15. Технологическая карта феррозондового контроля
Лабораторная работа № 3
Изучение методики обнаружения дефектов в тяговом хомуте
1. Порядок работы
1.1. Включить дефектоскоп. произвести настройку по методике, описанной в лабораторной работе № 1 на соответствующем стандартном образце.
1.2. произвести контроль поверхностей тягового хомута в следующем порядке:
- очистить контролируемую поверхность детали от грязи и пыли;
- установить намагничивающее устройство МСН-12 в середине внутренних поверхностей тяговых полос (рис. 16).
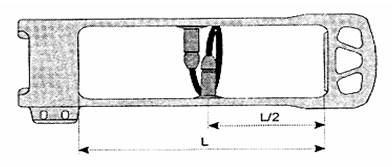
Рис. 16. Намагничивание тяговых полос
- произвести контроль тягового хомута способом приложенного поля с шагом сканирования 5…8 мм и со скоростью сканирования 8 см/с: сканировать внешние поверхности тяговых полос (рис. 17);
|

Рис. 17. Контроль внешних поверхностей тяговых полос
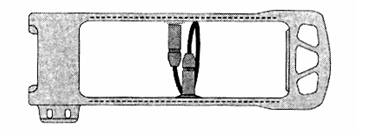
Рис. 18. Контроль кромок тяговых полос
- установить намагничивающее устройство МСН-12 на внешние стороны тяговых полос (рис. 19) на расстоянии ¼ длины тяговой полосы от задней опорной части (полярность полюсов по отношению к тяговым полосам не менять);
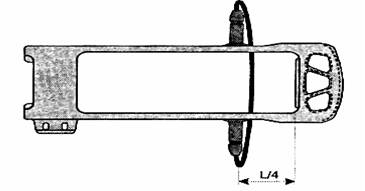
Рис 19. Контроль задней опорной части
- сканировать кромки задней опорной части тягового хомута (рис. 19);
- сканировать переходы от задней опорной части к тяговым полосам (рис. 20);
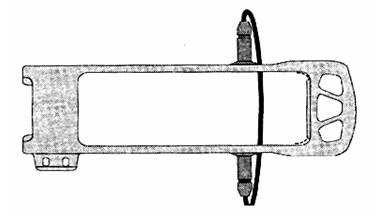
Рис. 20. Контроль переходов от задней опорной части к тяговым хомутам
- сканировать внутренние поверхности тяговых полос от середины до перехода к задней опорной части (рис. 21);
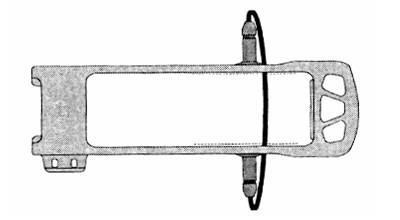
Рис. 21. Контроль внутренних поверхностей тяговых полос
- установить намагничивающее устройство МСН-12 на внешние стороны тяговых полос (рис. 22) на расстоянии ¼ длины тяговой полосы от соединительных планок;
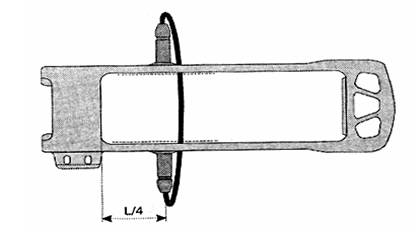
Рис. 22. Контроль внутренних сторон тяговых полос
- сканировать внутренние поверхности тяговых полос от середины до перехода к соединительным планкам (рис. 22);
- сканировать кромки соединительных планок и переходы к тяговым полосам (рис. 23);
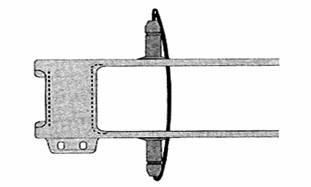
Рис. 23. Контроль соединительных планок и переходов к тяговым полосам
- сканировать переходы от приливов отверстия для клина к тяговым полосам (рис. 24);
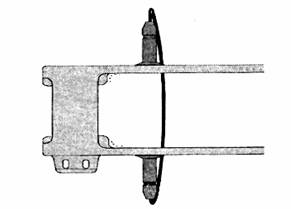
Рис. 24. Контроль переходов от приливов отверстия для клина к тяговым полосам
- установить намагничивающее устройство МСН-12 на внутренние поверхности тяговых полос (рис. 25) на расстоянии ¼ длины тяговой полосы от соединительных планок;
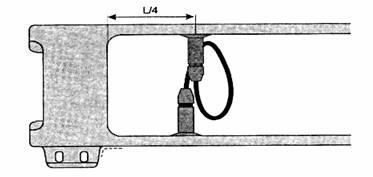
Рис. 25. Контроль переходов от ушек для болтов к тяговой полосе
- сканировать переходы от ушек для болтов к тяговой полосе (рис. 25);
- снять намагничивающее устройство МСН-12 с тягового хомута.
|
2. При сканировании продольная ось феррозондового преобразователя должна быть расположена вдоль магнитных силовых линий на прямых участках и по касательной к поверхности – в местах закруглений.
1.3. При срабатывании индикаторов дефекта выполнить следующие операции:
- провести феррозондовым преобразователем по месту появления сигнала;
- найти точку поверхности, соответствующую максимуму показаний стрелочного индикатора, и отметить ее мелом;
- выполнить параллельные перемещения феррозондовым преобразователем с шагом 5 мм с четырех сторон от отметки, фиксируя мелом точки на контролируемой поверхности, соответствующие максимумам показаний стрелочного индикатора. параллельные перемещения выполнять до прекращения срабатывания индикаторов дефекта;
- осмотреть отмеченный участок, если отметки образуют линию.
Примечание: Из рассмотрения исключить:
- сигналы индикаторов дефекта, не подтвержденные при параллельных перемещениях феррозондового преобразователя;
- сигналы индикаторов дефекта, вызванные неоднородностью магнитного поля, обусловленного конструкцией корпуса автосцепки;
- сигналы индикаторов дефекта в зоне магнитного пятна (на участках размещения полюсов магнитов).
1.4. Выключить дефектоскоп и поместить феррозондовый преобразователь в карман чехла.
1.5 По результатам контроля сделать вывод и принять решение (приложение 2).
Студент должен произвести контроль тягового хомута и оформить результаты контроля в виде технологической карты феррозондового контроля (см. рис. 15).
Рекомендуемая литература
1. Ф. Технология изготовления, ремонта и технического обслуживания автосцепного устройства вагонов: Учебное пособие. Ростов-на-Дону: Военный вестник, 2003.
2. Феррозондовый метод неразрушающего контроля деталей вагонов: Руководящий документ. РД 32.149-2000. М.: Департамент вагонного хозяйства, 2000.
3. ГОСТ 21104. Контроль неразрушающий. Феррозондовый метод. Основные положения. М.: ГОССТАНДАРТ РОССИИ, 2002.
Приложение
Критерий браковки корпуса автосцепки
Эксплуатационные дефекты корпуса автосцепки представлены на рисунке 26. Критерии браковки по этим дефектам представлены в таблице 4.

Рис. 26. Зоны контроля корпуса автосцепки
Таблица 4
Критерии браковки корпуса автосцепки
№ зоны | Зона контроля | Характеристика дефекта | Критерий браковки | Заключение по дефекту |
Эксплуатационные дефекты: поверхностные и подповерхностные | ||||
1 | Переход от головы к хвостовику | Трещины поперечные и наклонные | Длиной менее 25 мм, глубиной менее 15 мм | Ремонт |
Суммарная длина нескольких трещин менее 150 мм | Ремонт | |||
1 | 2 | 3 | 4 | 5 |
Длиной более 25 мм, глубиной более 15 мм | Брак | |||
Суммарная длина нескольких трещин более 150 мм | Брак | |||
2 | Хвостовик | Трещины поперечные и наклонные | Площадь поперечного сечения после вырубки уменьшилась менее, чем на 25% | Ремонт |
Площадь поперечного сечения после вырубки уменьшилась более, чем на 25% | Брак | |||
Трещины поперечные и наклонные, заваренные и незаваренные в зоне изгиба | Независимо от размера | Брак | ||
3 | Кромка отверстия для клина тягового хомута | Трещины поперечные и наклонные | Глубиной менее 8 мм | Ремонт |
Глубиной более 8 мм | Брак | |||
4 | Перемычка хвостовика | Трещины поперечные и наклонные | Глубиной менее 8 мм | Ремонт |
Глубиной более 8 мм | Брак | |||
5 | Верхняя и нижняя кромки контура большого зуба | Трещины поперечные и наклонные: - не выходящие за положение верхнего или нижнего ребра со стороны | Независимо от размера | Ремонт |
1 | 2 | 3 | 4 | 5 |
большого зуба; - выходящие за положение верхнего или нижнего ребра со стороны большого зуба | Независимо от размера | Брак | ||
6 | Угол верхний отверстия для замка | Трещины поперечные и наклонные по отношению к кромке отверстия: - не выходящие на горизонтальную поверхность; | Независимо от размера | Ремонт |
- выходящие на горизонтальную поверхность | Независимо от размера | Брак | ||
7 | Угол верхний отверстия для замкодержателя | Трещины поперечные и наклонные по отношению к кромке отверстия: - не выходящие за положение верхнего ребра со стороны большого зуба; | Независимо от размера | Ремонт |
- выходящие за положение верхнего ребра со стороны большого зуба | Независимо от размера | Брак | ||
8 | Угол нижний отверстия для замка | Трещины поперечные и наклонные по отношению к кромке отверстия | Длиной менее 20 мм | Ремонт |
Длиной более 20 мм | Брак | |||
9 | Угол верхний отверстия для замкодержателя | Трещины поперечные и наклонные по отношению к кромке отверстия | Длиной менее 20 мм | Ремонт |
Длиной более 20 мм | Брак | |||
10 | Переход от ударной поверхности к боковой стенке большого зуба | Трещины поперечные и наклонные по отношению к кромкам контура большого зуба | Независимо от размера | Брак |
1 | 2 | 3 | 4 | 5 |
11 | Переход от боковой стенки к тяговой поверхности большого зуба | Трещины поперечные и наклонные по отношению к кромкам контура большого зуба | Независимо от размера | Брак |
Литейные дефекты | ||||
Все контролируемые поверхности | Раковины трещиновидные | Независимо от длины: - глубиной менее 7 мм | Ремонт | |
- глубиной более 7 мм | Брак |
Критерий браковки тягового хомута
Эксплуатационные дефекты тягового хомута представлены на рисунке 27. Критерии браковки по этим дефектам представлены в таблице 5.

Рис. 27. Зоны контроля тягового хомута
Таблица 5
Критерии браковки тягового хомута
№ зоны | Зона контроля | Характеристика дефекта | Критерий браковки | Заключение по дефекту |
Эксплуатационные дефекты: поверхностные и подповерхностные | ||||
1 | Полоса тяговая | Трещины поперечные и наклонные | Независимо от размера | Ремонт |
2 | Угол соединительных планок | Трещины поперечные и наклонные: - не выходящие на тяговую полосу | Независимо от размера | Ремонт |
- выходящие на тяговую полосу | Независимо от размера | Брак | ||
3 | Планка соединительная | Трещины поперечные и наклонные | Независимо от размера | Ремонт |
4 | Задняя опорная часть | Трещины поперечные и наклонные: - не выходящие на тяговую полосу; | Независимо от размера | Ремонт |
- выходящие на тяговую полосу | Независимо от размера | Брак | ||
5 | Переход от кронштейна к тяговой полосе | Трещины поперечные и наклонные: - не выходящие на тяговую полосу; | Независимо от размера | Ремонт |
- выходящие на тяговую полосу | Независимо от размера | Брак | ||
6 | Переход от задней опорной части к тяговым полосам | Трещины поперечные по отношению к кромкам тяговых полос | Независимо от размера | Брак |
Литейные дефекты | ||||
Все контролируемые поверхности | Раковины трещиновидные | Независимо от длины: - глубиной менее 7 мм; | Ремонт | |
- глубиной более 7 мм | Брак |
 Основные порталы (построено редакторами)
Основные порталы (построено редакторами)