Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
МИНИСТЕРСТВО ПУТЕЙ СООБЩЕНИЯ
РОССИЙСКОЙ ФЕДЕРАЦИИ
Ростовский государственный университет
путей сообщения
В. И. Колесников, А. В. Челохьян, П. Г. Иваночкин,
Е. А. Луговой, А. А. Порческо
ВЗАИМОДЕЙСТВИЕ КОНТАКТИРУЮЩИХ ПОВЕРХНОСТЕЙ ПРИ ТРЕНИИ
Учебное пособие
Р е к о м е н д о в а н о
учебно-методическим объединением по образованию
в области железнодорожного транспорта (УМО ж.- д.) МПС РФ
в качестве учебного пособия
для вузов железнодорожного транспорта
Ростов-на-Дону
2000
УДК 620.179.112
Взаимодействие контактирующих поверхностей при трении: Учебн. пособие/ В. И. Колесников, А. В. Челохьян, П. Г. Иваночкин, Е. А. Луговой, А. А. Порческо; Рост. гос. ун-т путей сообщения. Ростов н/Д, 2000. 36 с.
Рассмотрены возможные процессы в трибологических системах. Даны представления об основных геометрических и физико-механических свойствах контактирующих тел, определяющих механизм их трения и изнашивания.
Учебное пособие предназначено для изучения студентами механических специальностей дисциплин «Физика трения» и «Физические основы триботехники».
Ил. 6. Библиогр.: 7 назв.
Рецензенты:
зам. начальника Ю. Н. Гетта (СКЖД);
главный специалист по образовательной деятельности канд. техн. наук, доц. А. В. Охотников (РГУПС).
Колесников Владимир Иванович
Челохьян Александр Вартанович
Иваночкин Павел Григорьевич
Луговой Евгений Алексеевич
Порческо Александра Александровна
Взаимодействие контактирующих поверхностей при трении
Учебное пособие
И. Гончаров
Техническое редактирование и корректура А. И. Гончарова
Подписано к печати 25.12.2000 г. Формат 60х84/16.
Бумага офсетная. Печать офсетная. Усл. печ. л. 1,98.
Уч.-изд. л 1,89. Тираж 100 .Изд. № 000.Заказ № 000.
Ростовский государственный университет путей сообщения.
Лицензия ЛР № 000 от 10.12.99 г.
Ризография АСУ РГУПС. Лицензия ПДЛ №65-10 от 10.08.99 г.
Адрес университета: 343038, Ростов н/Д, пл. им. Ростовского стрелкового полка народного ополчения, 2.
© Ростовский государственный университет путей сообщения, 2000
ОГЛАВЛЕНИЕ
1. Процессы в трибологических системах
2. Поверхность деталей и ее геометрия
3. Шероховатость поверхностей твердых тел
4. Контактирование поверхностей
5. Строение поверхностного слоя
6. Пластическая деформация
7. Физико-химические процессы на поверхности трения
8. Адсорбционный эффект понижения прочности
9. Распределение температур в приповерхностном слое
10. Окислительные процессы на поверхности трения
Контрольные вопросы
Основная литература
Рекомендуемая литература
1. Процессы в трибологических системах
Процессы, происходящие при трении и изнашивании деталей машин в трибологических системах, являются взаимосвязанными и многофакторными. При их рассмотрении необходимо учитывать энергетические параметры, характеризующие твердое тело и среду, свойства его поверхности, строение поверхностных слоев и т. д. Совершенствование экспериментальных исследований, физико-химическое исследование природы поверхностных слоев твердых тел, их взаимодействия позволяют глубже познать механизм изнашивания.
Для удобства анализа процессов, происходящих в зоне контактирования трущихся тел (зоне трения), выделим три явления: взаимодействие поверхностей трения; изменения, происходящие в поверхностном слое материала твердых тел; разрушение поверхности. Эти явления могут рассматриваться раздельно только условно. На самом деле они взаимосвязаны, происходят одновременно и непосредственно влияют друг на друга.
Первоначально механическое взаимодействие поверхностей трения представлялось основным, и, исходя из этого, до середины века формировались представления о механизме изнашивания. Однако эти представления часто противоречили результатам экспериментальных исследований. Действительно, исходя из чисто механистической теории взаимодействия, следовало ожидать, что уменьшение высоты неровностей поверхности трущихся тел должно способствовать уменьшению силы сопротивления относительному их перемещению, т. е. уменьшению силы трения. Тем не менее, это справедливо только в определенных пределах. Если путем тонкого шлифования и полирования поверхности довести высоту неровностей до определенного минимума, то это может привести к резкому увеличению силы трения. Это послужило причиной появления теории молекулярного взаимодействия поверхностей.
Процессы механического и молекулярного взаимодействия обычно происходят одновременно. Они постоянно оказывают взаимное влияние друг на друга в процессе трения. В зависимости от сочетания внешних факторов (воздействия среды, материала, геометрии и физико-механических свойств поверхности твердых тел) роль каждого из них, в отдельности, на процессы трения и изнашивания может быть различной, а сочетание их характеризует трибологическую систему в целом и определяет как возможные изменения в поверхностном слое материала в процессе трения, так и механизм разрушения поверхности.
В результате взаимодействия неровностей поверхности реальных твердых тел в точках фактического их соприкосновения, даже при относительно небольших нагрузках, возникает большое давление. Величина этого давления может многократно превышать предел текучести материала, что приводит как к упругой, так и пластической деформации. Пластическая деформация связана с преобразованием части энергии в тепловую, чем и объясняется разогрев поверхностей тел при трении. Ряд ученых считают, что в точках контакта температуры могут достигать такой величины, что возможен переход материала в плазменное состояние. Слой, примыкающий к контактирующей поверхности, в котором происходит пластическая деформация и всякого рода физико-химические изменения, называют активным слоем.
При внешнем трении, которое является основной причиной разрушения поверхности, происходит трансформация механической работы по преодолению сил трения в энергию внутренних процессов. Б. И.Костецкий основное принципиальное положение теории внешнего трения описывает зависимостью ![]() . Работа внешнего трения (A) расходуется на образование теплоты (Q) и энергии поглощаемой поверхностью трения (
. Работа внешнего трения (A) расходуется на образование теплоты (Q) и энергии поглощаемой поверхностью трения (![]() ). Отношение поглощенной энергии к работе внешнего трения зависит от конкретных условий работы пары трения. Поглощаемая поверхностью энергия расходуется на смятие неровностей и пластическую деформацию поверхностных слоев. Деформация является следствием сопротивления твердого тела действию внешних сил. Она приводит к изменению площади фактического контакта, изменению геометрии поверхности, изменяет структуру и свойства материала.
). Отношение поглощенной энергии к работе внешнего трения зависит от конкретных условий работы пары трения. Поглощаемая поверхностью энергия расходуется на смятие неровностей и пластическую деформацию поверхностных слоев. Деформация является следствием сопротивления твердого тела действию внешних сил. Она приводит к изменению площади фактического контакта, изменению геометрии поверхности, изменяет структуру и свойства материала.
При трении деформация развивается в микрообъемах поверхностного слоя, там где происходит непосредственный контакт с контртелом. Причем, в связи с дискретностью (взаимной независимостью) контакта это происходит не одновременно и зависит от степени дискретности, скорости скольжения и ряда других факторов. В каждом микрообъеме в период контакта происходит циклическое изменение знака возникающих напряжений. Контакт поверхностей и их взаимодействие обусловливает образование поверхностных связей, их деформацию и разрушение.
Отличительной особенностью деформации в результате трения является то, что она является следствием одновременного действия как нормальных, так и тангенциальных сил и главная роль, обычно, принадлежит тангенциальному напряжению. В результате этого наблюдается направленное течение поверхностных объемов материала. Процесс внешнего трения в соответствии с молекулярно-механической теорией представляет собой деформирование тонких поверхностных слоев трущихся тел, которое сопровождается разрушением адгезионных связей между пленками покрывающими эти тела.
Многократные, упругие и пластические деформации способствуют развитию усталостных явлений в приповерхностном слое и изменяют структуру материала. Разрушение структуры является заключительным этапом пластической деформации. Пластическая деформация при температуре ниже температуры рекристаллизации приводит к наклепу поверхностного слоя - его упрочнению. В дальнейшем перенапряжение на отдельных участках поверхностного слоя может достигать таких величин, что начинается процесс разупрочнения. Это во многом обусловливает механизм изнашивания.
Если температура поверхностного слоя, развивающаяся в результате трения, превышает температуру рекристаллизации металла, то поверхностный слой не наклепывается, а приобретает повышенную пластичность. Металл растекается, и происходит выглаживание поверхности. Высокая температура и пластическая деформация способствуют развитию диффузионных процессов. Быстрое охлаждение разогретых участков при последующем контактировании с холодными участками твердого тела или окружающей средой может приводить к образованию закалочных структур.
Химическое воздействие среды на трибологическую систему связано с образованием окисных пленок, изменяющих энергию поверхностного слоя и, в основном, оказывающих решающее влияние на формирование механизма изнашивания.
2. Поверхность деталей и ее геометрия
Как отмечалось выше, особенностью внешнего трения является дискретность контакта сопрягаемых поверхностей. Под поверхностью понимается наружный слой, который по строению, физико-механическим и физико-химическим параметрам отличается от внутренней основы. Свойства этого поверхностного слоя определяют качества поверхности. Они зависят как от технологии обработки детали, так и от условий работы трибосопряжения. Свойства поверхности обычно меняются в процессе трения. Наиболее интенсивно это происходит в начальный период эксплуатации узла и при изменении внешних условий трения. Новые детали узла трения в начальный период его эксплуатации прирабатываются, т. е. поверхность приобретает свойства наиболее приспособленные для конкретных условий эксплуатации. Исследования изменения скорости изнашивания во времени показали, что скорость изнашивания меняется во времени. В начальный период скорость изнашивания достаточно велика, но постепенно она снижается до установления какой-то постоянной величины, характерной для трибосопряжения в течение длительного периода. Это объясняется тем, что в начальный период механизм трения зависел только от технологии изготовления деталей. В результате приспособления к конкретным условиям изнашивания меняется геометрия поверхности трения. Вследствие нагревания, пластической деформации и других, вызванных трением процессов, изменяются физико-механические свойства поверхности. Поэтому, по мере приспосабливания к условиям трения, происходит снижение скорости изнашивания. Далее, в течение длительного периода, свойства поверхности трения не меняются, неизменной остается и скорость изнашивания. Если износ достигает таких величин, что параметры узла трения уже не соответствуют нормальным условиям эксплуатации (например, в результате недопустимого увеличения зазоров в подшипниковом узле), то скорость изнашивания резко возрастает. Начинается период катастрофического разрушения. Дальнейшая эксплуатация данного узла нецелесообразна.
Следует отметить, что важным периодом для обеспечения более высокой долговечности узла является период приработки. Необходимо стремиться к уменьшению его продолжительности. Если это удается, то стабилизация скорости изнашивания происходит раньше и при меньшем общем износе детали, причем, соответственно увеличивается и период до наступления катастрофического износа. Не случайно для многих машин, с целью увеличения их долговечности, предусматривается обкатка, когда машина эксплуатируется в щадящем режиме.
Геометрические характеристики поверхностей деталей машин, описывающие их топографию, обусловлены неровностями, которые могут быть макро-, микро - и субмикрогеометрического порядка.
Под макрогеометрией понимается отклонение поверхности детали от ее номинальной формы. Макрогеометрические неровности характеризуются таким параметром, как волнистость. Она представляет собой совокупность периодических возвышений и впадин, имеющих значительно больший период колебаний, чем микронеровности. Форма этих колебаний обычно близка к синусоиде. Период колебаний может измеряться несколькими миллиметрами.
Микрогеометрия характеризует размеры поверхностных неровностей. Топография микронеровностей называется шероховатостью. Отличие шероховатости от волнистости может быть установлено по шагу неровности (L) и отношению шага к высоте неровностей (L/H). Для волнистости L/H=150...500, для микронеровности L/H<50 /1/.
Как уже отмечалось, кроме геометрии качество поверхности детали определяется механическими, физическими и химическими свойствами поверхностного слоя. Этот слой отличается от основного материала детали особым состоянием поверхности - большой адсорбционной активностью и наличием свободной поверхностной энергии, его структура определяется циклическими механическими, тепловыми и физико-химическими воздействиями в процессе трения. Подробно эти вопросы будут рассмотрены в последующих разделах.
3. Шероховатость поверхностей твердых тел
Как уже отмечалось, поверхность твердых тел при любом способе обработки не может быть идеально гладкой. Следовательно, и соприкосновение двух тел трибосистемы не может происходить по всей поверхности, что в значительной степени определяет процессы, происходящие в зоне трения. Поэтому при создании узла трения должны учитываться макро - и микрогеометрические параметры поверхности деталей.
Основной размерной характеристикой, определяющей микрогеометрию поверхности, является ее шероховатость. Шероховатостью поверхности называется совокупность неровностей с относительно малыми шагами, выделенными с помощью базовой длины, которой называется длина базовой линии, используемой для выделения неровностей, характеризующих шероховатость поверхностей.
Количественно, в соответствии с ГОСТ 2789-73, шероховатость оценивается по шести параметрам: Rа (среднее арифметическое отклонение профиля), Rz (высота неровности профиля по десяти точкам), Rmax (наибольшая высота профиля), Sm (средний шаг неровностей), S (средний шаг местных выступов профиля), tp(относительная опорная длина профиля, где p – значения уровня сечения профиля). Пример определения на профиллограмме параметров шероховатости показан на рис.1.
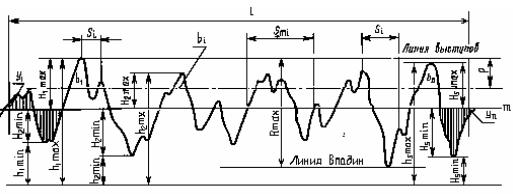
Рис.1. Параметры шероховатости поверхности
ГОСТом определены и шесть типов направлений неровностей, которые выбираются при записи профиллограммы: параллельное, перпендикулярное, пересекающееся, произвольное, кругообразное и радиальное. При снятии профиллограмм с поверхностей трения наиболее часто используются первые два типа. Понятия параллельное и перпендикулярное связаны с направлением трения при работе трибосопряжения.
Среднее арифметическое отклонение профиля Rа определяется средним арифметическим из абсолютных значений отклонений профиля в пределах базовой длины:
Rа=![]()
![]() |
|![]() |dx, или Rа=
|dx, или Rа=![]()
![]() ;
;
где: ![]() - базовая длина, n – число выбранных точек профиля на базовой длине.
- базовая длина, n – число выбранных точек профиля на базовой длине.
Высота профиля неровностей по десяти точкам Rz определяется как сумма средних абсолютных значений высот пяти наибольших выступов профиля и глубин пяти наибольших впадин профиля в пределах базовой длины:
Rz= ,
,
где: ypmi – высота i-го наибольшего выступа профиля; yvmi – глубина i-й наибольшей впадины профиля.
Наибольшей высотой Rmax профиля является расстояние между линией выступов профиля и линией впадин профиля в пределах базовой длины.
Средним шагом неровностей профиля Sm является среднее значение шага местных выступов профиля в пределах базовой длины.
Средним шагом местных выступов профиля S является среднее значение шага местных выступов профиля в пределах базовой длины.
Относительная опорная длина профиля tp является отношением длины профиля к базовой длине и определяется как
tp=![]()
![]() .
.
Уровнем сечения профиля p является расстояние между линией выступов профиля и линией, пересекающей профиль эквидистантно линии выступов профиля.
При изучении профиллограмм следует учитывать, что вертикальный и горизонтальный масштабы увеличения профиля поверхности различны и реальные неровности имеют значительно меньший угол наклона, чем это выглядит на профиллограммах.
4. Контактирование поверхностей
Поверхность реального твердого тела не может быть идеально гладкой, поэтому взаимодействие деталей в трибосопряжении происходит на выступах контактирующих поверхностей, т. е. на высотах, образованных микронеровностями.
Различают номинальную, фактическую и контурную площадь контакта (рис.2).
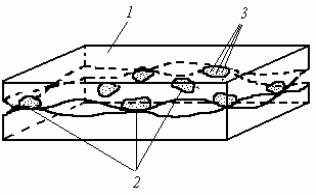
Рис.2. Схема формирования площади касания деталей в трибосопряжении
1 - номинальная площадь контакта;
2 - контурные площадки контакта;
3 - фактические площадки контакта
Номинальная площадь контакта соответствует номинальным размерам сопрягаемых деталей в зоне контактирования. Эта площадь легко фиксируется и именно она используется при определении величины среднего давления в зоне контакта твердых тел. Однако следует понимать, что контактирования поверхностей по всей этой площади быть не может, потому что поверхность не может быть идеально гладкой при любой технологии обработки детали.
Рассмотрим процесс контактирования при сближении поверхностей, вызванном увеличением нагрузки. Поверхность воспринимает нагрузку вершинами неровностей на высотах, образуемых макрогеометрическими отклонениями. Площадки непосредственного контактирования вершин неровностей называют фактическими площадками соприкосновения. Суммарную площадь этих площадок называют фактической площадью контакта. Но вследствие наличия макронеровностей поверхности эти площадки распределяются на ней неравномерно, отдельными пятнами, и их расположение может быть условно очерчено разделяющими контурами. Общая сумма площадок, ограниченных этими контурами, представляет контурную площадь контакта. В отдельных случаях для поверхностей с очень малой волнистостью контурная площадь контакта может равняться номинальной. В результате приработки деталей в процессе трения эти площади также могут сближаться.
Величина фактической и контурной площадей контакта, кроме макро - и микрогеометрических параметров, зависит от величины давления и твердости контактирующих поверхностей. Чтобы лучше понять механизм их формирования, представим, что давление постепенно увеличивается. Первыми в контакт вступают неровности, имеющие наибольшую высоту. Реальные давления на площадках касания, ввиду их малой площади, очень велики. Они обычно превышают предел текучести материала, и вершины неровностей деформируются. Это приводит к сближению вершин других неровностей, они также вступают в соприкосновение. В результате увеличивается количество площадок контактирования, растет и суммарная площадь фактического контакта. Эта площадь преимущественно растет именно в результате увеличения количества площадок соприкосновения при увеличении нагрузки, так как площадь единичной площадки при деформации выступа существенно не меняется. По мере увеличения нагрузки поверхности продолжают сближаться, начинают контактировать пары выступов с меньшей суммой высот. То, что выступы начинают взаимодействовать в разное время, дифференциирует их напряженное состояние и деформацию. Может происходить и взаимное внедрение выступов, более твердые выступы погружаются в более мягкие. Внедрение их может быть обусловлено и формой неровности, ее радиусом закругления, т. е. тем, что может способствовать большему сопротивлению выступов неровностей деформации. Материал может и наклепываться при повторных нагружениях, и деформироваться упруго.
Таким образом, площадь фактического контакта поверхностей состоит из множества малых площадок, расположенных на различных высотах. Пространство между контактирующими поверхностями, где непосредственного соприкосновения не произошло, может быть заполнено: воздухом, смазкой, продуктами износа и т. п.
Площадь фактического контакта составляет от 0,0001 до 0,1 номинальной площади контакта [1]. При контактировании деталей, изготовленных из материалов с различной твердостью, площадь контакта зависит от физико-механических свойств детали, изготовленной из более мягкого материала, и геометрии поверхности детали, изготовленной из более твердого. Интенсивность изнашивания деталей во многом определяется условиями их контактирования.
5. Строение поверхностного слоя
Рассмотрим строение поверхностного слоя твердого тела (рис.3).
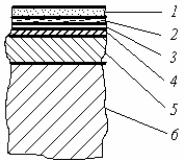
Рис.3. Структура поверхностного слоя металлической детали
1 - слой полярных молекул органических веществ, смазки;
2 - адсорбционный слой воды;
3 - адсорбционный слой газов;
4 - окислы металла;
5 - зона деформированного металла;
6 - исходная структуру металла
Формируется поверхностный слой в зависимости от условий трения, глубина его относительно невелика и обычно составляет от 0,1 до 2 мм. Это зависит как от технологии изготовления детали, так и от условий работы трибосопряжения. Однако в общем представленная на рис.2 структура является характерной для большинства металлических деталей.
Поверхность детали представляет собой сложную систему адсорбционных слоев. В совокупности их называют граничным слоем. Он состоит из пленок: адсорбировавшихся на поверхности газов (3), воды (2) и полярных молекул органических веществ (1). Наличие этой пленки на поверхности и ее состав зависят от окружающей среды, из которой они адсорбируются. Толщина пленки соизмерима с размерами молекул ее составляющих, однако, именно этот поверхностный слой, оказывает огромное влияние на процессы трения и изнашивания. Адсорбционная пленка довольно прочно удерживается на поверхности и уничтожить ее можно только нагреванием деталей в вакууме. Металлы вообще склонны к адсорбции газов и даже к растворению их в кристаллических решетках. Примером может служить способность стали и ряда других металлов к растворению водорода, который оказывает огромное влияние на изменение их физико-механических свойств. Заметим, что газы сравнительно легко отдаются металлом при нагревании. Адсорбционные слои воды образуются тогда, когда металл соприкасается со средой, содержащей водяные пары. Пожалуй, наибольшее влияние на формирование процессов трения, изнашивания и величину коэффициента трения оказывают адсорбционные слои полярных и неполярных молекул органических веществ, чаще всего смазки. Их влияние на механизм изнашивания подробнее будет рассмотрено далее (см. раздел 7).
Ниже лежит слой (4), состоящий из окисных пленок, сильно раздробленных и деформированных зерен металла. Для него характерно наличие микротрещин, пустот, обезуглероженных в процессе трения под действием высоких температур участков. Толщина этого слоя тоже незначительна и обычно не превышает размера зерна. Именно в этом слое развиваются процессы изнашивания при трении. Окисные пленки непосредственно покрывают ювинильную (свободную от любых пленок и окислов) поверхность металла и прочно связаны с ней. Толщина этой пленки обычно достигает нескольких десятков ангстрем.
Слой (5) состоит из зерен, деформированных в процессе трения или обработки деталей при изготовлении. Естественно, степень деформации снижается по мере удаления от поверхности. Толщина этого слоя зависит от условий трения, физико-механических свойств материала и величины давления. Постепенно он переходит в слой (6), имеющий исходную структуру.
В результате пластической деформации поверхностный слой подвергается наклепу, что приводит к увеличению микротвердости. По мере удаления от поверхности микротвердость падает. Может наблюдаться и разупрочнение материала, находящегося у самой поверхности и подвергшегося перенаклепу, тогда микротвердость его может быть меньшей, чем у ниже лежащих слоев. В результате того, что деформации в первую очередь подвергаются выступы неровностей, то и наклеп металла под выступами обычно больше, чем под впадинами.
Описанное строение поверхностного слоя металлических деталей является характерным, однако при определенных условиях трения некоторые слои могут отсутствовать. Например, адсорбционный слой отсутствует на поверхности деталей узлов трения, работающих в вакууме или при высоких температурах.
Свойства поверхностного слоя новой детали зависят от технологии ее обработки при изготовлении.
6. Пластическая деформация
Все твердые тела, в зависимости от их строения, разделяют на кристаллические и аморфные.
Характерной особенностью кристаллического состояния вещества является упорядоченное расположение атомов в пространстве. Металлы состоят из множества кристаллов и являются поликристаллическими. У металлов и сплавов атомы в кристалле расположены в строго определенном порядке и образуют пространственную решетку. В узлах этой решетки находятся положительно заряженные ионы, а между ними перемещаются электроны. Различают свободные и обобществленные электроны. Последними называют валентные электроны атомов металла, образующие кристаллические решетки. Таким образом, силы связи в металле, определяющие его механическую прочность, являются силами притяжения между ионной решеткой металла и обобществленными электронами.
В монокристалле твердого тела его свойства определяются межатомными расстояниями в разных направлениях. Механические свойства монокристаллов в разных направлениях различны. Это явление называется анизотропией. Поэтому у кристаллов имеются слабые и сильные плоскости скольжения, по-разному реагирующие на воздействие внешних сил. При их воздействии деформация происходит по наиболее слабым кристаллографическим плоскостям, ориентированным по направлению действия этих сил. Деформация в идеальном кристаллическом теле происходит за счет разрыва межатомных связей на всей плоскости возникновения деформации сдвига, что требует очень больших усилий.
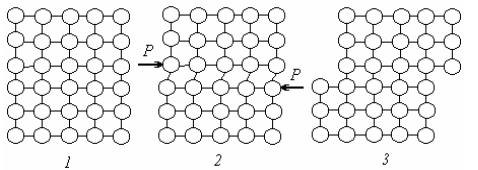
Рис.4. Модель деформации идеальной кристаллической решетки
в результате воздействия внешних сил
1 – кристаллическая решетка до приложения нагрузки;
2 – упругая деформация; 3 – пластическая деформация
У аморфных тел межатомные связи распространяются на небольшие расстояния и взаимная ориентация сохраняется только между ближайшими частицами. Поэтому таким телам свойственна изотропия (однородность) свойств в разных направлениях. Характерными представителями аморфных тел являются полимерные материалы.
Рассмотрим механизм деформации кристаллических тел. Для любого реального твердого тела характерна неоднородность физико-механических свойств. Причиной этого являются дефекты, которые возникают при зарождении кристалла и могут образовываться при возникновении напряжений. Известны : точечные дефекты – вакансии, линейные дефекты – дислокации, двумерные (поверхностные) дефекты – границы зерен, трехмерные (объемные) дефекты (пустоты, поры) и т. д.
Зарождение и присутствие дефектов не приводит непосредственно к нарушению сплошности кристаллической решетки. Однако атомные слои в месте расположения вакансий, дислокаций и других дефектов упруго искажены. Это вызывает локальную (местную) концентрацию напряжений. В реальном кристаллическом теле деформации могут сопровождаться, в отличие от реального кристалла, разрывом лишь некоторых межатомных связей, что сопровождается перемещением некоторых вакансий или дислокаций или зарождением новых. Вывести дислокацию из состояния равновесия можно, подводя к материалу энергию, прикладывая внешнюю неуравновешенную силу или повышая температуру. Двигаясь в деформируемом металле, дислокации способны порождать дислоцированные атомы и вакансии. Такие точечные дефекты возникают в основном при взаимном пересечении дислокаций или при огибании ими мелких препятствий. Это может служить причиной зарождения микротрещин. Так, зародыши микротрещин возникают в результате взаимодействия дислокаций, расположенных в данной плоскости скольжения как следствие возникновения нагромождений в процессе пластической деформации и взаимодействия дислокаций, расположенных в пересекающихся системах скольжения. Трещины могут образовываться и в результате взаимодействия дефектов кристаллической решетки при отсутствии прочных барьеров.
Рост количества дислокаций при деформации кристаллического тела приводит к увеличению напряженного состояния, что способствует повышению твердости материала, а при дальнейшем росте напряжений - приводит к его охрупчиванию.
7. Физико-химические процессы на поверхности трения
Поверхность является одним из основных дефектов трехмерной структуры кристаллов. Поверхностный слой твердого тела обладает повышенной активностью, так как у расположенных на поверхности атомов всегда имеются свободные связи. Внутри твердого тела каждый атом окружен другими атомами и связан с ними по всем направлениям. У поверхности частично межатомные связи остаются "неиспользованными", что создает вблизи поверхности атомное, или молекулярное притяжение, при котором эти атомы обладают большей энергией по сравнению с атомами, расположенными внутри тела. Наличие свободных связей на поверхности создает условия для притяжения и удержания веществ из окружающей среды, что определяет образование адсорбционных слоев, которые могут состоять из газов, жидкостей и мелкодисперсных твердых частиц.
Избыток энергии, приходящийся на единицу площади поверхности, называется удельной поверхностной энергией. Увеличение площади поверхности, например, при диспергировании (измельчении) твердых тел, всегда приводит к увеличению поверхностной энергии. Отдельные участки поверхности твердого тела обладают различной по величине удельной поверхностной энергией и, соответственно, адсорбционными свойствами. Различные микродефекты поверхности обладают большей энергией и значительно большей способностью к адсорбированию. Такие участки называют активными центрами, на которых и образуются в первую очередь адсорбционные слои.
Тело, на поверхности которого образуется адсорбционный слой, называется адсорбентом. По мере создания адсорбционного слоя поверхностная энергия твердого тела уменьшается, что сопровождается выделением теплоты адсорбции. Процесс, обратный адсорбции, называется десорбцией и для его проведения требуется подведение извне энергии пропорциональной теплоте адсорбции.
Структура и толщина адсорбированного слоя зависят от свойств материала твердого тела, состава адсорбируемого вещества, температуры поверхности и др. В свою очередь его наличие на поверхности трения и свойства определяют процессы, происходящие в зоне трения, и влияют на триботехнические характеристики узла. Адсорбционные процессы