Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Соединение отдельных слоев многослойной ПП осуществляют специальными склеивающими прокладками (prepreg), которые изготавливают из стеклоткани, пропитанной недополимеризованной эпоксидной смолой. Содержание смолы в прокладках должно быть в пределах 42‑52 %, а летучих веществ не более 0,75 %. Длительное сохранение клеящих свойств межслойных прокладок достигается их консервацией в герметически упакованных полиэтиленовых мешках при пониженной (+10 °С) температуре.
Для производства ГПП применяют армированные фольгированные пленки из фторопласта и полиэфирные пленки. Прямое прессование медной фольги с термопластичным основанием позволяет добиться геометрической стабильности материала при кратковременном изменении температуры до 180‑200 °С. Более высокой термостабильностью (до 250 °С), прочностью на растяжение, несгораемостью, радиационной стойкостью, а также способностью к равномерному травлению в щелочных растворах обладают полиимидные пленки, но высокая стоимость и водопоглощение ограничивают их широкое применение коммутационными двухслойными и многослойными ПП в микроэлектронной аппаратуре. Для изготовления гибких печатных кабелей, выдерживающих многократные (до 150) изгибы на 90° с радиусом 3 мм, применяют фольгированный лавсан и фторопласт.
Термопластичные материалы, обладающие повышенной текучестью, используются при изготовлении рельефных ПП. К ним относятся сложные композиции, основу которых составляют полиэфирсульфоны и полиэфиримиды. Введение в пластмассы стеклянного наполнителя увеличивает их рабочую температуру до 260 °С, что позволяет проводить пайку монтируемых элементов расплавлением дозированного припоя в паровой фазе.
В качестве основы для ПП СВЧ-диапазона используют неполярные полимеры (фторопласт, полиэтилен, полипропилен), полярные (полистирол, полифениленоксид) и их сополимеры. Направленное изменение свойств термопластичных материалов достигается наполнением (алунд, двуокись титана), армированием (стеклоткань) и плакированием (медная фольга).
Керамические материалы характеризуются высокой механической прочностью, которая незначительно изменяется в диапазоне температур 20‑700 °С, стабильностью электрических характеристик и геометрических параметров, низким (0‑0.2 %) водопоглощением и газовыделением при нагреве в вакууме, хрупкостью и высокой стоимостью. Промышленность выпускает их в виде пластинок размером от 20х16 до 60х48 мм с высотой микронеровостей 0,02‑0,1 мкм и разнотолщинностью ±0,01‑0,05 мм. Они предназначены для изготовления одно - и многослойных коммутационных плат микросборок для СВЧ диапазона.
Металлические платы применяются в изделиях с большой токовой нагрузкой, работающих при повышенных температурах. В качестве основы используется алюминий или сплавы железа с никелем. Изолирующий слой на поверхности алюминия получают анодным оксидированием. Варьируя состав электролита и режим электролиза, можно формировать оксидные пленки толщиной от нескольких десятков до сотен микрон с сопротивлением изоляции 109‑1010 Ом. На стальных основаниях изолирование токопроводящих участков осуществляют с помощью специальных эмалей, изготавливаемых в виде тонких пленок. В состав эмалей входят оксиды магния, кальция, кремния, бора, бериллия, алюминия или их смеси, связка (поливинилхлорид, поливинилацетат или метилметакрилат) и пластификатор. Пленка соединяется с основанием путем прокатки между вальцами с последующим вжиганием. Таким образом, можно создавать многослойные структуры с различными механическими и электрическими характеристиками.
Технологическая норма определяется двумя цифрами, первая из них это минимальная ширина элементов топологии проводящего слоя (печатного проводника), вторая — минимальный зазор между соседними элементами топологии проводящего слоя в миллиметрах или дюймах.
Технологическая норма определяет класс точности изготовления ПП. ГОСТ 23.751‑86 предусматривает пять классов точности печатных плат, и в конструкторской документации на печатную плату должно содержаться указание на соответствующий класс, который обусловлен уровнем технологического оснащения производства.
Условное обозначение | Номинальное значение основных параметров для класса точности | ||||
1 | 2 | 3 | 4 | 5 | |
Ширина проводника и зазор (t, S), мм | 0,75 | 0,45 | 0,25 | 0,15 | 0,1 |
Гарантированный поясок (b), мм | 0,3 | 0,2 | 0,1 | 0,05 | 0,03 |
Отношение номинального значения диаметра наименьшего из металлизированных отверстий, к толщине печатной платы (f) | 0,4 | 0,4 | 0,33 | 0,25 | 0,2 |
За рубежом принята другая классификация печатных плат по уровню точности здесь регламентируются не только конструктивные параметры, но и шаг трассировки, что фактически связывает уровень производства с параметрами печатных плат и степенью интеграции элементной базы.
Уровень | Ширина проводника и зазор | Шаг проектирования | Шаг выводов | ||
Наружные слои | Внутренние слои | Планарные | Матричные | ||
0 | 0,2 | 1,25 | 0,625 | 0,625 | 2,5 |
1 | 0,15 | 0,625 | 0,625 | 0,5 | 1,25 |
2 | 0,1 | 0,625 | 1 | 0,5 | 1 |
3 | 0,075 | 0,5 | 1 | 0,5 | 1 |
4 | 0,05 | 0,5 | 0,5 | 0,25 | 0,5 |
5 | 0,025 | 0,25 | 0,25 | 0,25 | 0,5 |
2.3.3 Методы изготовления проводящего слоя
Существует две группы методов изготовления проводящего слоя ПП (литография):
· субтрактивные;
· аддитивные.
Дополнительная химико-гальваническая металлизация монтажных отверстий привела к созданию комбинированных методов изготовления ПП.
Субтрактивные методы (subtratio — отнимание) в качестве основания для печатного монтажа используют фольгированные диэлектрики, на которых формируется проводящий рисунок путем удаления фольги с непроводящих участков. Удаление фольги с непроводящих участков осуществляется путём травления через маску с топографическим рисунком.
Применяются три разновидности субтрактивной технологии.
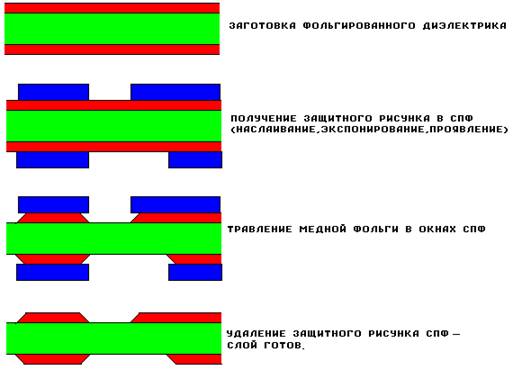
Негативный процесс. На поверхности фольгированного диэлектрика формируется защитная маска, представляющая собой позитивный топографический рисунок проводящего слоя (проводящие элементы топологии закрыты), затем открытые участки медной фольги вытравливаются, после чего защитная маска удаляется. Процесс достаточно простой, применяется при изготовлении односторонних и двухсторонних ПП. Металлизация внутренних стенок отверстий не выполняется.
Иллюстрация:
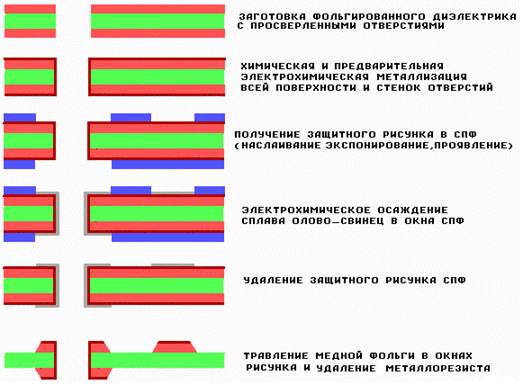
Позитивный процесс. Заготовка из фольгированного диэлектрика, прошедшего операции сверления отверстий, подвергается предварительной (5-7 мкм) металлизации медью стенок отверстий и всей поверхности фольги. На металлизированной поверхности формируется защитная маска, представляющая собой негативный топографический рисунок проводящего слоя (проводящие элементы топологии открыты). На незащищённые участки, в том числе и на поверхность стенок отверстий, последовательно осаждаются медь и металлорезист (сплав SnPb). После удаления маски незащищенные металорезистом участки меди вытравливаются. Процесс более сложный, однако, с его помощью удается получить металлизированные стенки отверстий.
Иллюстрация:
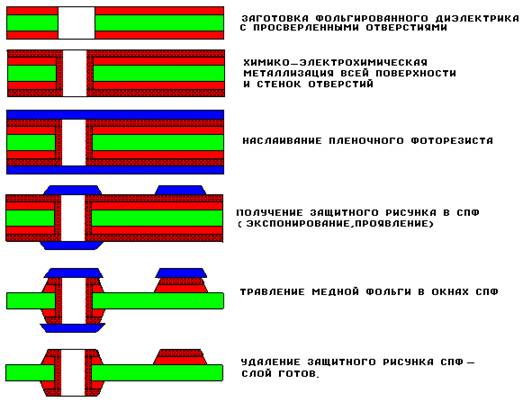
Тентинг-процесс. Заготовка из фольгированного диэлектрика, прошедшего операции сверления отверстий, подвергается предварительной металлизации медью стенок отверстий и всей поверхности фольги. На металлизированной поверхности формируется защитная маска, представляющая собой позитивный топографический рисунок проводящего слоя (проводящие элементы топологии закрыты), которая образует завески — тенты над металлизированными отверстиями, защищая их во время последующей операции травления. Применение тентинг-метода упрощает технологический процесс изготовления двусторонних ПП с металлизированными отверстиями, однако необходимо обеспечить гарантированное запечатывание отверстий маской.
Иллюстрация:
Аддитивныйе методы (additio — прибавление) основаны на избирательном осаждении токопроводящего покрытия на диэлектрическое основание, на которое предварительно может наноситься слой клеевой композиции.
По сравнению с субтрактивными аддитивные методы обладают следующими преимуществами:
· однородностью структуры, так как проводники и металлизация отверстий получаются в едином химико-гальваническом процессе;
· устраняют подтравливание элементов печатного монтажа;
· улучшают равномерность толщины металлизированного слоя в отверстиях;
· повышают плотность печатного монтажа;
· упрощают ТП из-за устранения ряда операций (нанесения защитного покрытия, травления);
· экономят медь, химикаты для травления и затраты на нейтрализацию сточных вод;
· уменьшают длительность производственного цикла.
При обеспечении требуемых параметров технологического процесса аддитивная технология позволяет получать рисунок проводников на плате с большей точностью и воспроизводимостью:

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 |
 Основные порталы (построено редакторами)
Основные порталы (построено редакторами)