Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Публикация доступна для обсуждения в рамках функционирования постоянно
действующей интернет-конференции “Бутлеровские чтения”. http:///readings/
Поступила в редакцию 11 октября 2011 г. УДК 66.02/09+66.047.791.1+533.9.07.1
Оптимизация процесса плазмохимического
синтеза керамических порошков
© Жуков Александр Степанович,1 Архипов Владимир Афанасьевич,2,3*+
3 и 1
1 Физико-технический факультет. Томский государственный университет.
Пр. Ленина, 36. г. Томск, 634050. Россия. Тел.: (3822) 231-42-30. E-mail: zhuk_77@mail.ru
2 НИИ прикладной математики и механики Томского государственного университета.
Пр. Ленина, 36. г. Томск, 634050. Россия. Тел.: (3822) 52-96-56. Е-mail: *****@***tsu. ru
3 Институт проблем химико-энергетических технологий Сибирского отделения Российской академии наук. Ул. Социалистическая, 1. г. Бийск, 659322. Россия. Тел.: (3854) 30-14-43. Е-mail: *****@***ru
_______________________________________________
*Ведущий направление; +Поддерживающий переписку
Ключевые слова: плазмохимический синтез, раствор соли металла, диффузия, испарение, теплообмен, кристаллизация, окислы металлов, морфология частиц.
Аннотация
Представлена физико-математическая модель рабочих процессов в плазмохимическом реакторе для синтеза порошков оксидов металлов. Анализ результатов численного исследования позволил провести оценку влияния режимных параметров реактора и характеристик начального раствора (прекурсора) на морфологию образующихся частиц.
Введение
Оптимизация технологии получения керамических порошков (главным образом, окси-дов металлов) методом плазмохимического синтеза представляет актуальную задачу в связи с устойчивой тенденцией расширения сфер применения данного класса материалов. Эффек-тивность технологии плазмохимического синтеза определяется ее производительностью, энергопотреблением и финансовой рентабельностью при получении заданной структуры выходного продукта – частиц оксидов металлов.
Рис. 1. Схема прямоточного реактора |
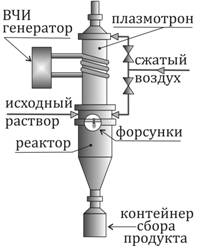
Аппаратная часть плазмохимического метода и технологии синтеза нанопорошков базируется на высо-кочастотном способе генерации теплоносителя, пода-ваемого в реакторную часть установки совместно с раствором прекурсора.
Схема типового прямоточного реактора приведена на рис. 1. Тонкодисперсные порошки в данном способе синтезируются путем термохимического разложения жидких распыленных реагентов в высокотемператур-ном теплоносителе, а сам процесс проходит в цилинд-рическом реакторе вертикального типа.
Одним из направлений повышения эффектив-ности промышленных установок, позволяющим органи-зовать оптимальный режим высокопроизводительного процесса получения широкого класса материалов с заданными свойствами, является применение развитого аппарата математического моделирования рабочих процессов в реакторе.
Разработка математического аппарата предполагает многофакторный анализ задачи расчета параметров течения многокомпонентной двухфазной химически реагирующей среды при детальном исследовании явлений тепломассопереноса в капле распыленного реагента и при ее взаимодействии с несущей газовой фазой. Многофакторная оптимизация по всему спектру рассматриваемых процессов является условием создания технологии контролируе-мого синтеза керамических порошков.
Процесс плазмохимического синтеза является многостадийным и включает распыли-вание жидкого прекурсора с образованием полидисперсных капель в объеме реактора, движе-ние капель в потоке газообразного теплоносителя, нагрев и испарение капель, сопровождаю-щиеся диффузией и кристаллизацией соли металла в объеме капли, термолизом соли с образованием микропористой пленки оксида металла при повышении температуры и, нако-нец, ее спеканием в форме твердой или полой частицы.
В частности, при использовании в качестве прекурсора водного раствора нонагидрата азотнокислой соли алюминия Al(NO3)3×9Н2О процесс термолиза кристаллизованной в объеме капли соли начинается при ее нагревании свыше 135 °С. При этом первоначально образуется основная соль Al(ОН)2NO3×1.5Н2О, а при более высоких температурах (свыше 200 °С) происходит ее разложение до аморфного оксида алюминия в соответствии с реакцией
4Al(NO3)3 = 2Al2О3 + 12NO2 + 3О2.
Анализ отдельных стадий плазмохимического синтеза показал, что формирование морфологии частиц порошка происходит на стадии испарения капли. Рассмотрим основные процессы, одновременно протекающие в капле раствора на стадии ее испарения. Они включают изменение температуры капли при ее нагревании, испарение растворителя с поверхности капли, диффузию соли по направлению к центру капли, кристаллизацию соли и удаление оставшегося растворителя (высыхание капли).
В данной работе представлена физико-математическая модель процессов термохими-ческого разложения жидких распыленных реагентов в высокотемпературном теплоносителе, основанная на одновременном рассмотрении двухфазного турбулентного течения в объеме реактора и тепломассопереноса в капле раствора прекурсора.
Экспериментальная часть
Модель формулируется для процессов, происходящих в реакторе, конструкция которого приведена на рис. 1. В качестве исходного реагента (прекурсора) используется водный раствор Al(NO3)3×9H2O (массовая доля прекурсора в растворе равна 0.04). Подача раствора в камеру реактора происходит через центробежную форсунку, обеспечивающую получение капель распыленного реагента с заданной дисперсностью.
В качестве генератора высокотемпературного теплоносителя (воздуха или аргона) используется высокочастотный плазмотрон.
Полная математическая модель рассматриваемых процессов включает задачи расчета поля течения теплоносителя и движения жидких частиц прекурсора. Совместно с последней из указанных задач решается система уравнений, описывающая эволюцию структуры частицы в потоке теплоносителя.
Результаты и их обсуждение
1. Движение теплоносителя в камере реактора
В камеру реактора через выходное сечение плазмотрона поступает низкотемпературная плазма – теплоноситель. Одновременно через центробежную форсунку подается распылен-ный прекурсор – раствор исходной соли. Параметры на входе считаются заданными и пос-тоянными для всего времени работы реактора. При моделировании были приняты следующие допущения:
Ø течение газа и частиц предполагалось стационарным и осесимметричным;
Ø турбулентные напряжения определялись в рамках k-e-модели;
Ø влияние капель раствора на структуру турбулентности не учитывалось;
Ø теплообменом между газом и стенками канала отсутствует.
Для определения газодинамических и термодинамических характеристик реагирующей газовзвеси в поле течения рассматривались две фазы с учетом обмена между ними массой, импульсом и теплотой.
Для газовой фазы использовались уравнения движения в координатной форме Эйлера в предположении, что влияние локальных разрывов в потоке, вызванных присутствием в газе конденсированных частиц, незначительно. Для капель раствора прекурсора конечного числа фракций уравнения движения записывались в форме Лагранжа.
В качестве газовой фазы рассматривалась двухкомпонентная смесь плотностью r, состоящая из теплоносителя и продуктов испарения растворителя (водяного пара). Массовые доли теплоносителя mg и водяного пара mvap связаны соотношением
![]() . (1)
. (1)
Уравнения сохранения массы для равновесной смеси теплоносителя и паров имеют вид:
 (2)
(2)
где x, r – аксиальная и радиальная цилиндрические координаты;
u, v – аксиальная и радиальная компоненты вектора скорости,
mp,i – масса частицы i-й фракции; Ni – счетная концентрация частиц
(количество частиц i-й фракции в единице объема).
Для определения эффективного значения коэффициента диффузии использовалось зави-симость De=µe/rSce, турбулентное значение числа Шмидта полагались равным Sce = 0.7.
Уравнения Рейнольдса, описывающие турбулентное закрученное течение газовой фазы в цилиндрической системе координат, имеют вид (индекс «p» относится к параметрам частиц):
![]()
 (3)
(3)
где w – тангенциальная компонента вектора скорости;
p – давление; me – эффективное значение коэффициента динамической вязкости, равное сумме молекулярной m и турбулентной mt=C4 ρk2/e составляющих;
g – ускорение свободного падения.
Физико-математическая модель включала также уравнения испарения частиц, диффузии и теплового баланса. Взаимодействие между фазами учитывалось включением в правые части уравнений для газовой фазы соответствующих дополнительных членов.
Характеристики турбулентности рассчитывались на основе двухпараметрической модели с использованием балансных уравнений для кинетической энергии турбулентности k и скорости ее диссипации e [1]:
 (4)
(4)
где диссипативная функция Gk определяется соотношением
 .
.
Для входящих в уравнения констант взяты рекомендованные в [2] значения: C1 = 1.44, C2 = 1.92, C3 = 1.3, C4 = 0.09.
Уравнение сохранения энергии с учетом термолиза капель раствора и их теплообмена с газовой фазой имеет вид:
 (5)
(5)
где D – диаметр частицы; T, Tp – температура газа и частиц; c – удельная теплоемкость вещества частицы; q – теплота, идущая на прогрев и испарение растворителя.
Значения удельной изобарической теплоемкости cp и газовой постоянной R равновесной газовой смеси определялись аддитивно по массовым долям компонентов:
![]() ,
, ![]() .
.
Для определения эффективного значения коэффициента теплопроводности lе использо-валась зависимость ![]() (турбулентное число Прандтля Pre = 0.7).
(турбулентное число Прандтля Pre = 0.7).
Уравнение состояния для смеси идеальных газов имеет вид:
P = rRT. (6)
Граничные условия задавались в предположении, что в камеру ректора поступает равномерно закрученный поток. Параметры турбулентности на входе в камеру и на стенке ректора (r = Rr) определялись аналогично [2].
Во входном сечении (x = 0) задавались следующие параметры: e = e0 = 200(k0)1.5/Rr – начальная степень турбулентности; j – угол закрутки; u = u0, v = 0, w = w0×tgj; mg=1, mvap = 0; T=T0. В выходном сечении реактора задавались мягкие граничные условия:![]()
 .
.
На оси реактора(r = 0) задавалиcь условия симметрии – равенство нулю радиальных производных параметров течения; на стенке канала (r = Rr) – условия прилипания и отсутст-вия тепломассообмена. В полной постановке необходимо решение сопряженной задачи.
2. Движение частиц в объеме реактора
Для каждой частицы, представляющей i-ю фракцию, уравнение сохранения импульса имеет вид:
![]() (7)
(7)
где uD = u-up – вектор разности скорости газа u = (u,v,w) и частиц up = (up,vp,wp).
Коэффициент аэродинамического сопротивления CD задавался в виде формулы, учиты-вающей снижение сопротивления за счет вдува продуктов испарения капли [3]:
Число Рейнольдса Revap=ruvapD/µ определялось по скорости оттока паров растворителя uvap через поверхность капли. Коэффициент CD0 определялся по формуле Л. С. Клячко [3]
![]() ,
,
где ReΔ=r|uD|/µ – число Рейнольдса относительного движения частиц в потоке газа.
Для расчета траекторий частиц система уравнений движения частиц дополняется кине-матическими соотношениями:
![]() , (8)
, (8)
где xp, rp, jp – цилиндрические координаты частиц.
При задании начальных условий для системы (7)-(8) предполагалось, что поток капель из центробежной форсунки с расходом Gf и площадью живого сечения Sf образует конический объем с полууглом раствора Q, определяющим начальные компоненты вектора скорости частиц [4]:
![]() ,
,
где ρp – плотность материала капель.
Начальное значение счетной концентрации Ni капель каждой i-й фракции определялось в предположении, что дифференциальная функция счетного распределения капель по размерам аппроксимируется функцией Розена‑Раммлера [5].
3. Эволюция структуры частицы в потоке теплоносителя
Плазмохимический синтез керамических порошков является многостадийным процес-сом и включает распыливание жидкого прекурсора с образованием полидисперсных капель в объеме реактора, движение капель в потоке газообразного теплоносителя, нагрев и испарение капель, сопровождающиеся диффузией и кристаллизацией соли металла в объеме капли, термолизом соли с образованием микропористой структуры оксида металла при повышении температуры и, наконец, ее спеканием с образованием твердой частицы определенной морфологии (рис. 2).
На рис. 2 показано, что при плазмохимическом синтезе можно получать частицы разной структуры в зависимости от условий осаждения соли и характеристик прекурсора. Сплошные твердые частицы получаются при объемном осаждении соли (рис. 2а).
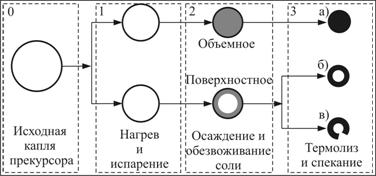
Рис. 2. Основные стадии плазмохимического синтеза
При поверхностном осаждении образуются либо пустотелые частицы (рис. 2б), если газопроницаемость слоя осажденной соли достаточно высока, либо фрагменты полых сфер (рис. 2в). В последнем случае газопроницаемость слоя соли мала, и давление образующихся внутри частицы паров растворителя разрушает частицу с образованием полидисперсных фрагментов оболочки.
При движении капли раствора в потоке газообразного теплоносителя происходит ее нагревание и испарение паров воды с поверхности. При этом концентрация растворенной соли вблизи поверхности капли повышается, в результате чего соль диффундирует к центру капли, и при достижении определенного значения концентрации соли происходит ее кристаллизация с образованием конденсированного осадка.
Процесс образования осадка, определяющий морфологию частицы конечного продукта, включает два периода. В течение первого периода формируется первичная структура частицы.
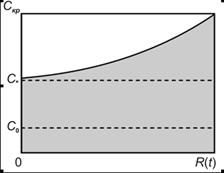
Предположим, что при достижении концентрации соли в растворе на поверхности капли некоторого критического значения перенасыщения Скр происходит мгновенная кристалли-зация соли в той части объема капли, где концентрация соли С ³ С*, где С* равновесная концентрация для данной температуры. При этом в зависимости от скорости испарения растворителя и скорости диффузии соли возможны два варианта – объемное осаждение и поверхностное осаждение (рис. 3).
Объемное осаждение с образованием сплошной частицы происходит, если к моменту tкр достижения Скр на поверхности капли, величина С ³ С* во всем ее объеме (рис. 3а). Поверхностное осаждение с образованием пустотелой сферической частицы происходит, если С ³ С* лишь для периферийной области капли, ограниченной радиусом Rкр(tкр) и текущим радиусом капли R(t) (рис. 3б).
|
|
а) | б) |
Рис. 3. Радиальные распределения концентрации соли металла при образовании сплошных (а) и пустотелых (б) частиц оксида |
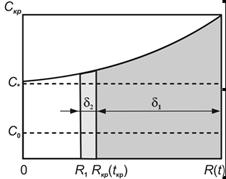
При этом толщина стенки полой частицы составляет d1= R(t) – Rкр(tкр). В течение второго периода происходит удаление паров растворителя из образовавшейся пористой структуры. Предполагается, что образовавшийся первичный осадок имеет мелкопористую структуру, проницаемую для паров воды.
Для случая объемного осаждения (рис. 3а) удаление паров воды не изменяет первичную структуру частицы, происходит только ее уплотнение за счет оставшейся в растворе соли. Для случая поверхностного осаждения (рис. 3б) предполагается, что оставшаяся внутри пустотелой частицы соль массой
осаждается равномерно на внутренней поверхности радиусом Rкр(tкр), образуя дополни-тельный слой осадка толщиной d2=Rкр(tкр)-R1, где R1 – радиус сферической полости внутри образующейся частицы.
При рассмотрении процессов нагрева, испарения капли и диффузии соли в объеме капли до начала ее кристаллизации были приняты следующие допущения:
Ø капля имеет сферическую форму во все время процесса;
Ø теплофизические и переносные свойства раствора постоянны;
Ø плотность и теплоемкость раствора и растворителя одинаковы;
Ø термодиффузия не учитывается.
В предположении, что испарение капли начинается только с момента достижения температуры кипения раствора, процесс можно разделить на две стадии. Стадия начального прогрева, когда происходит нагрев капли, но нет испарения.
При этом концентрация соли остается однородной и диффузия не возникает. После того, как температура равновесного испарения (кипения), начинается испарение растворителя.
При этом размер капли уменьшается, повышается концентрация соли у поверхности и начинается процесс диффузии. Температура поверхности капли остается постоянной и равной температуре равновесного испарения.
Оценки характерных времен показывают [6], что процесс выравнивания температуры в объеме капли можно считать мгновенным, а для ее осредненного значения T можно исполь-зовать следующее уравнение
![]() , (9)
, (9)
где æ – коэффициент температуропроводности раствора.
Изменение концентрации соли в растворе капли описывается уравнением диффузии вида:
![]() , (10)
, (10)
где t – время; Ds – коэффициент диффузии.
В рамках принятых допущений на первой стадии процесса уравнения (9), (10) могут решаться независимо друг от друга; начальные условия (t = 0) определяются как Т = Т0, С = С0. Граничные условия в центре капли (r = 0): ![]() , а на поверхности капли зависят от стадии процесса.
, а на поверхности капли зависят от стадии процесса.
На первой стадии:
![]()
где l – коэффициент теплопроводности раствора.
Тепловой поток к поверхности капли q для коэффициента теплоотдачи a определяется характером теплового взаимодействия капли и обтекающего ее газового потока, и записы-вается в виде закона Ньютона:
![]() ,
,
где T0 – температура газообразного теплоносителя; α – коэффициент теплоотдачи.
На второй стадии процесса температура поверхности становится постоянной (зависящей только от давления окружающей среды), а радиус капли становится переменным. При этом уменьшение размера капли за счет испарения растворителя можно определить в рамках модели приведенной пленки [7]:
 ,
,
где ![]() – число Сполдинга; Nu – число Нуссельта;
– число Сполдинга; Nu – число Нуссельта;
lg – коэффициент теплопроводности газа; cvap – удельная теплоемкость;
L – теплота испарения; Te – локальная температура газообразного теплоносителя;
Тvap – температура равновесного испарения (кипения).
На этой стадии условия на движущейся границе r = R(t) определяются равенством тем-ператур T = Тvap и законом сохранения массы соли на движущейся поверхности ![]() в предположении равенства плотности раствора и растворителя.
в предположении равенства плотности раствора и растворителя.
Система уравнений решалась в безразмерных переменных
![]() .
.
Процессы диффузии и испарения определяются безразмерным параметром, равным отношению характерного времени диффузии соли в объеме капли к характерному (по модели приведенной пленки) времени испарения жидкости с ее поверхности:
 .
.
4. Анализ результатов
Оптимизация технологии синтеза керамических порошков в плазмохимическом реакторе связана с анализом следующих определяющих параметров:
Ø временем пребывания частицы в объеме реактора;
Ø осредненным по времени тепловым потоком со стороны теплоносителя на жидко-капельную фракцию прекурсора;
Ø темпом изменения этого теплового потока.
Время пребывания частицы в объеме реактора связано, в свою очередь, со структурой потока, формируемой устройствами подачи теплоносителя и прекурсора. При этом наиболее эффективным средством для управления данным показателем помимо расходных характе-ристик является подача теплоносителя и прекурсора в режиме закрутки потока.
Результаты численных исследований показали, что при отсутствия закрутки с точки зрения времени пребывания капельной среды прекурсора в объеме реактора его произво-дительность наименее эффективна.
Течение при этом носит струйный характер с относительно большим градиентом параметров по радиусу потока, вследствие чего воздействие теплоносителя на капельную среду прекурсора является неравномерным, что, в свою очередь, скажется на качестве выход-ного продукта.
На рис. 4 представлена структура течения, формируемая в условиях закрученного потока с углом закрутки 45°. Из рис. 4 видно, что направленный под углом к оси поток (рис. 4, а) достигает боковой стенки реактора, образуя в месте контакта зону повышенных давлений и температур (рис. 4, б). После отражения потока формируется течение с достаточно равномер-ным распределением параметров, направленное в сторону выходного сечения реактора.
|
а) |
|
б) |
Рис. 4. Линии тока (а) и поле температур (б) в объеме реактора |

Подобная организация течения с точки зрения времени пребывания капельной среды прекурсора в объеме реактора обеспечивает большее время нахождения частиц. Вследствие относительной равномерности потока воздействие теплоносителя на капельную среду прекур-сора является приблизительно одинаковым, что должно положительно сказаться на качестве и количестве выходного продукта.
Для оценки условий получения заданной морфологии частиц (полые или сплошные сферы) достаточно провести анализ результатов численных расчетов в безразмерных пере-менных для соответствующих теплофизических и диффузионных характеристик.
Отметим, что предлагаемая модель адекватно описывает тепловые и диффузионные процессы для слабоконцентрированных растворов (начальная концентрация соли не превы-шает 5 % масс.). При этих условиях принятые в постановке задачи допущения являются корректными. В ряде практических приложений концентрация исходных растворов находится в диапазоне 5-10 % масс. [8‑10].
В качестве примера рассматривалась капля слабоконцентрированного водного раствора соли металла с начальным радиусом R0 = 25 мкм. При атмосферном давлении и температуре кипения принимались следующие значения основных параметров: Ds = 10‑9 м2/с, rp = 103 кг/м3, æ = 1.58×10–7 м2/с, cvap = 2.0×103 Дж/(кг×К), L = 2.26×106 Дж/кг, Nu = 2, Te-Tvap = 50 K, Tvap = 373 K, rg = 0.6 кг/м3, lg = 3.3×10–2 Вт/(м×К), mg = 2.2×10–5 Па×с.
На рис. 5 приведены результаты расчетов радиального распределения концентрации соли в капле в различные моменты времени при значениях параметра K = 0.2 (рис. 5а) и К=1.5 (рис. 5б).
|
|
а) | б) |
Рис. 5. Распределение концентрации соли в капле в различные моменты времени |
|
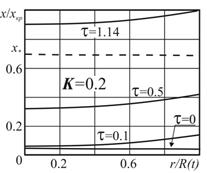
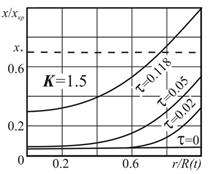
Для малых значений параметра K при достижении критической концентрации Cкр на поверхности капли концентрация соли внутри нее превышает равновесное значение C*, следовательно, будут образовываться сплошные частицы. Если параметр K~1, то внутри капли существует область с концентрацией, значение которой ниже C*. В этом случае после кристаллизации образуется полая частица.
|
Рис. 6. Зависимость толщины слоя кристаллизации от параметра K |
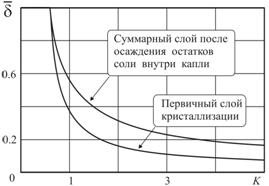
На рис. 6 приведены значения толщины слоя кристаллизации в зависимости от пара-метра K, отнесенные к текущему радиусу капли, в момент достижения критического значения концентрации Cкр на поверхности капли.
Результаты расчетов показали, что для принятого значения начальной концентрации раствора C0 граничным значением, отделяющим режимы образования полых и сплошных частиц, является K* = 0.75. При K < K* испарение идет медленнее диффузии, и образуются сплошные частицы.
При K > K* процесс испарения происходит быстрее диффузионного переноса – обра-зуются полые частицы. При фиксированных значениях теплофизических характеристик веществ (соли и растворителя) основное влияние на параметр K оказывает перепад темпе-ратур между несущей средой и каплей.
При малом перепаде температур будут образовываться сплошные частицы, при большом – полые. При большом перепаде температур процесс испарения идет быстрее диффузии (параметр K увеличивается), кристаллизация успевает пройти только в приповерхностном слое, и, наоборот, при малых перепадах температур концентрация соли достигает равновес-ного значения во всем объеме капли. Отметим, что соотношение толщины первично осажден-ного слоя d1 и осажденного слоя из остатков соли d2 определяется значением параметра K.
Выводы
1. Представлена математическая модель, позволяющая оценить комплексное воздействие параметров геометрии и режимов работы реактора, свойств теплоносителя на форми-рование структуры потока и эволюцию капельной среды инжектируемого раствора прекурсора (водного раствора Al(NO3)3×9H2O).
2. Предложена физико-математическая модель для оценки морфологии частиц оксида алюминия при плазмохимическом синтезе керамических порошков из растворов солей металлов, основанная на анализе тепловых и диффузионных процессов в капле прекурсора.
3. Анализ результатов численных расчетов по представленной модели показал, что основным безразмерным параметром, определяющим структуру (морфологию) частицы оксида алюминия, является отношение характерных времен диффузии и испарения (параметр K). При значениях K < K* диффузионные процессы идут быстрее процессов испарения, и образуются сплошные частицы, а при K > K* – пустотелые сферические частицы.
4. В случае образования пустотелых частиц оксида алюминия процесс кристаллизации соли происходит в две стадии – первичное осаждение с образованием слоя толщиной d1 и последующее осаждение оставшейся соли на внутренней поверхности частицы с образованием слоя толщиной d2. Соотношение d1 и d2 определяется значением параметра K (отношение характерных времен диффузии и испарения).
5. При получении керамических порошков с заданной морфологией основными режимными параметрами процесса контролируемого плазмохимического синтеза являются начальная концентрация соли в прекурсоре (растворимость соли), перепад температур между газооб-разным теплоносителем и прекурсором, а также разность между значениями концентра-ции критического перенасыщения Cкр и равновесного насыщения C*.
6. Установлено, что оптимизация технологии синтеза металлооксидов в плазмохимическом реакторе связана с анализом следующих определяющих параметров:
Ø временем пребывания частицы в объеме реактора,
Ø интегральным по времени тепловым потоком со стороны теплоносителя на жидко-капельную фракцию прекурсора,
Ø темпом изменения этого теплового потока.
7. Предварительный анализ показал, что организация закрутки теплоносителя и капель прекурсора (водного раствора Al(NO3)3×9H2O) может увеличить выход продукта (порошка оксида алюминия) на ~8% при снижении энергозатрат (за счет уменьшения температуры теплоносителя) на ~11%.
Литература
[1] D. B. Spalding. Mathematical models of turbulent flames: A review. Combustion Science and Technology. 1976. Vol.13. P.3-25.
[2] Гупта А., Лилли Д., Сайред Н. Закрученные потоки. М.: Мир. 1987. 558с.
[3] Шрайбер А. А. Многофазные полидисперсные течения с переменным фракционным составом дисперсных включений Итоги науки и техники. Серия “Комплексные и специальные разделы механики”. Т.3. М.: ВИНИТИ. 1988. С.3-80.
[4] Витман Л. А., Кацнельсон Б. Д., Палеев И. И. Распыливание жидкости форсунками. М.–Л.: Госэнергоиздат. 1962. 264с.
[5] Архипов В. А., Матвиенко О. В., Трофимов В. Ф. Горение распыленного жидкого топлива в закрученном потоке. Физика горения и взрыва. 2005. Т.41. №2. С.26-37.
[6] Васенин И. М., Архипов В. А., Бутов В. Г. и др. Газовая динамика двухфазных течений в соплах. Томск: Изд-во Том. ун-та. 1986. 264с.
[7] Померанцев В. В., Арефьев К. М., Ахмедов Д. Б. и др. Основы практической теории горения. М.: Энергия. 1986. 312с.
[8] Сурис А. Л. Плазмохимические процессы и аппараты. М.: Химия. 1989. 304с.
[9] Ларин В. К., Кондаков В. М., Малый Е. Н. и др. Плазмохимический способ получения ультрадисперсных (нано-) порошков оксидов металлов и перспективные направления их применения. Известия вузов. Цветная металлургия. 2003. №5. C.59-64.
[10] Gary L. Messing, Shi-Chang Zhang, Gopal V. Jayanthi. Ceramic powder synthesis by Spray Pyrolysis. Journal of American Ceramic Society. 1993. Vol.76. No.11. P.2707-2726.
 Основные порталы (построено редакторами)
Основные порталы (построено редакторами)