
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
14 крупнозернистость
(рис. 14.1 – 14.2)
Характеристика дефекта | Причины возникновения дефекта | Меры предупрежденияобразования дефекта |
Дефект имеет вид участков с шероховатой поверхностью, более четко обнаруживается после макротравления. На образцах после испытаний на растяжение дефект представляет собой бугристую поверхность, так называемую "апельсиновую корку". Дефект располагается на полосе хаотично в виде сплошных зон, отдельных участков или продольных полос. В зоне дефекта на поверхности полосы при микроисследовании обнаруживаются аномально крупные (крупнее №5) ферритные зерна, наследуемые от горячекатаного металла. | Наличие в поверхностных слоях горячекатаных полос аномально крупных зерен феррита из-за: - окончания горячей прокатки в двухфазной (a+g)-области, когда одновременно протекают два процесса – перекристаллизация аустенита в феррит и рекристаллизация деформированного феррита; - прокатки с малыми обжатиями в последней клети при температуре ниже Аr3: если деформировать полосу с обжатием в последней клети менее 15 %, то деформация поверхностных слоев будет происходить в критическом интервале обжатий, в то время как внутренние слои будут подвергаться меньшей деформации; - длительной выдержки полосы при высокой температуре смотки после деформации металла в области критических обжатий; - низкого (£0,003 %) содержания азота, при котором создается дефицит дисперсных частиц AlN; - низкой скорости деформации. Наличие в поверхностных слоях горячекатаных полос (N ³ 0,004%) аномально крупных зерен феррита в результате локального подстуживания полосы при неравномерном распределении объемов охлаждающей жидкости – воды на отводящем рольганге стана "2000". | Не допускать занижения температуры конца горячей прокатки. Не допускать прокатки с обжатиями в последней клети стана ниже критических значений. Обеспечивать оптимальное содержание азота, углерода и алюминия. Поддерживать заправочную скорость в 12-ой клети в соответствии с требованиями ТИ. Обеспечивать равномерное охлаждение полос на отводящем рольганге стана "2000". Обеспечить равномерное охлаждение по ширине полос на отводящем рольганге стана "2000". |

Рис.14.1. Внешний вид дефекта после растяжения образцов, 1:1

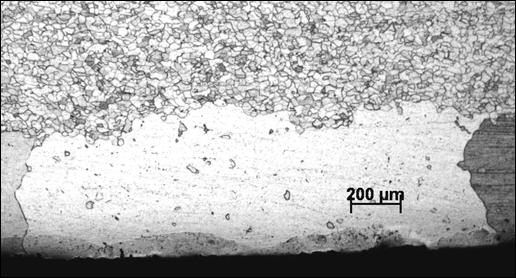
а) с поверхности, х100 б) в сечении
Рис.14.2. Структура металла по месту дефекта
