

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Способ термоокислительного крекинга тяжелых нефтяных остатков
Публикация доступна для обсуждения в рамках функционирования постоянно
действующей интернет-конференции “Бутлеровские чтения”. http:///readings/
УДК 547. Поступила в редакцию 30 сентября 2013 г.
Способ термоокислительного крекинга
тяжелых нефтяных остатков
© , , Швец*+ Валерий Федорович, и
Кафедра нефтехимического синтеза. Российский химико-технологический университет
им. . Миусская пл., 9. г. Москва, 125047. Россия.
Тел.: (499) 978-95-54. Факс: (499) 973-31-36. E-mail: andre_devil@mail.ru
_______________________________________________
*Ведущий направление; +Поддерживающий переписку
Ключевые слова: мазут, термоокислительный крекинг, инициирование кислородом, соединения серы.
Аннотация
Показано, что инициирование термического крекинга мазута кислородом воздуха может исполь-зоваться в промышленности как действенный способ получения дополнительного количества светлых фракций. Можно полагать, что термический крекинг в условиях, описанных в работе (T = 430-440 oС, P = 3-7 атм.), через гомолитический разрыв связи С–С, как это принято в литературе, практически не протекает. Процесс крекинга каталитический и в качестве катализаторов могут выступать как соединения кислорода, так и соединения серы.
Анализ стоимости модернизации существующих установок позволяет предположить, что мате-риальные затраты на модернизацию по данному методу будут в разы меньше затрат на строительство новых установок по существующим технологиям, а время их окупаемости составит около 2 лет.
Введение
В настоящее время в мире перерабатываются огромные количества нефти. Главный фак-тор, которым оперируют на данный момент в этой области, это глубина переработки нефти. Этот показатель в Российской Федерации редко доходит до 70%, в то время как в развитых странах Европы средний показатель достигает 85%, а в Северной Америке – 92% [1].
Есть различные пути решения данной проблемы, однако все они требуют немалых капи-таловложений, а минимальный срок окупаемости полноценной современной установки сос-тавляет около 7 лет. В сложившейся ситуации инвесторы неохотно вкладываются в развитие углубления переработки нефти, а предприятия предпочитают продавать либо сырую нефть, либо не переработанный тяжелый остаток – мазуты и гудроны.
Очевидно, что для улучшения обстановки в области переработки нефти в РФ с целью углубления вторичных процессов деструкции необходимо создать новую, относительно деше-вую, быстро окупающуюся схему переработки тяжелых нефтяных остатков. На сегодняшний день относительно дешевым и популярным способом переработки тяжелых нефтяных остат-ков является процесс висбрекинга. Данный процесс позволяет дополнительно получить 5-22% светлых фракций и тяжелый нефтяной остаток со значениями вязкости ниже, чем в исходном остатке [2, 3]. Минусами данного процесса являются: недостаточно большое увеличение пока-зателя глубины переработки нефти, низкий выход светлых дистиллятов и требовательность к исходному сырью.
Висбрекинг является разновидностью термокрекинга и нами было принято решение попытаться найти новое исполнение старого метода переработки нефтепродуктов. В резуль-тате проведенных работ [4, 5] выявлена возможность инициирования процесса деструкции тяжелых углеводородов кислородом воздуха.
Экспериментальная часть
Описание проточной установки. Исходное сырье – прямогонный мазут. В работе ис-пользованы мазуты с различных нефтяных месторождений и установок. Далее представлены результаты по Рязанскому и Новосибирскому мазутам, однако следует заметить, что техноло-гия позволяет перерабатывать так же гудроны и отработанные моторные масла. Исходное сырье хранится, подается насосом из обогреваемой электрическим обогревателем емкости в печь для подогрева сырья. Уровень жидкости выводится на индикаторное табло. Температура мазута в емкости поддерживается в интервале 60-120 °С. Рабочая часть насоса, соединитель-ные трубопроводы, а так же вся запорно-регулирующая аппаратура на участке от емкости до печи так же обогреваются электрическими нагревателями во избежание застывания сырья на данных участках. Давление регулируется с помощью вентиля и определяется по манометру, значение выводится на индикаторное табло и в компьютер.
В печи исходное сырье нагревается до температуры процесса (430-450 °С). Для повы-шения теплопередачи, а так же во избежание коксообразования на стенках печи, мазут пере-мешивается лопастной мешалкой при помощи электропривода. Далее нагретое сырье пода-ется в реактор, где протекает процесс термоокислительного крекинга. Реактор снабжен элект-рообогревом для быстрого выхода на режим работы. Давление и уровень жидкой фазы регулируется в реакторе с помощью двух вентилей по положению поплавка и по показаниям манометра. Отводящаяся из реактора жидкая фаза (остаток крекинга) поступает в теплооб-менник, где, охлаждаясь, поступает в приемник 1.
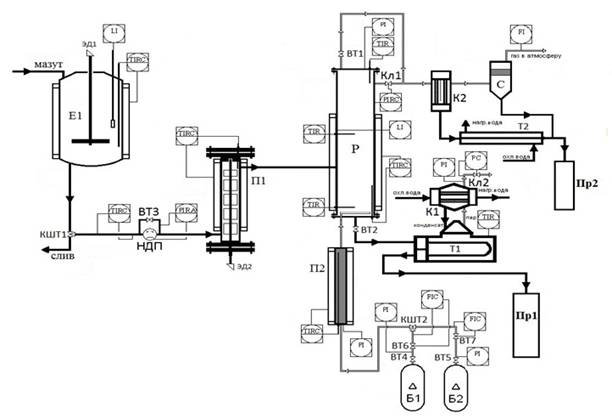
Рис. 1. Схема проточной лабораторной установки термоокислительного крекинга.
Е1 – емкость сырья, П1, П2 – Печи нагрева, Р – реактор, Т1, Т2 – теплообменники,
К1, К2 – конденсаторы, НДП – насос плунжерный дозирующий, Пр1, Пр2 – приемники.
В нижней части реактора предусмотрено барботирующее устройство для подачи газа. Количество дозируемого газа определяется ротаметрами и регулируется с помощью вентилей. Непос-редственно перед подачей газов в реактор на линии газа установлена печь воздуха. Температура в печи поддерживается за счет электрообогрева в районе 450°С, давление на линии нагнетания газа контролируется манометром.
После сброса избыточного давления в реакторе автоматическим регулировочным вентилем отходящая смесь поступает в конденсатор, далее в холодильник, и затем в сепаратор. На выходе получаем поток светлых фракций (начало кипение – 350 ºС), который поступает в приемник 2, и поток газа. Газовая фракция, в основном азот и газы крекинга (этан, этилен, пропан, пропилен и др.), проходя через газовые часы, идут на утилизацию.
Так же в установке на случай аварии предусмотрены системы экстренного прекращения работы.
Полученные светлые фракции, отходящие газы и темный остаток анализировали на фракционный и качественный состав, содержание серы, йодное число и сравнивали с существующими ГОСТами на котельное топливо, битум и др.
Результаты и их обсуждение
Эксперименты проводились на двух мазутах, исходные данные которых приведены в табл. 1 и 2.
Табл. 1. Исходные свойства мазута Рязанского НПЗ
| Табл. 2. Исходные свойства мазута Новосибирского ООО«ВПК-Ойл»
|
Рис. 2. График зависимости выхода фракции н. к. – 350 °С в зависимости от количества подаваемого воздуха, мазут Рязанского НПЗ |
Рис. 3. График зависимости вязкости фракции >350 °С в зависимости от выхода светлых фракций, мазут Рязанского НПЗ |
Сначала была проведена серия экспериментов на мазуте Рязанского НПЗ с целью опре-деления оптимального коли-чества подаваемого в реактор кислорода воздуха при сред-них условиях для этого про-цесса (температура 440 oС, дав-ление 5 атм., время пребы-вания в реакционной зоне 20 мин.) (рис. 2). Главными кри-териями стали: количество об-разующихся легких фракций (н. к. – 350 oС) (рис. 3) и вяз-кость тёмного остатка.
Исходя из проведенных экспериментов видно, что оп-тимальным количеством пода-ваемого воздуха является 6-8% масс., так как при дальнейшем увеличении подачи О2 в реак-ционную зону вязкость остатка резко возрастает. Дальнейшие опыты проводились в этом интервале подачи кислорода воздуха.
Далее были проведены серии экспериментов на раз-личных мазутах с варьирова-нием температуры реакции, времени пребывания сырья в реакторе и давлении. Резуль-таты этих экспериментов можно увидеть на рис. 4-6.
Чтобы убедиться в позитивном влиянии подаваемого кислорода воздуха была проведена серия экспериментов в токе инертного газа (азота). Результаты представлены в табл. 3-5.
Анализируя полученные данные можно отметить значительный прирост к выходу светлых фракций н. к. – 350 oС (на 77% по сравнению с опытами на азоте) без ухудшения вязкости тяжелого остатка. Однако следует отметить, что в полученных фракциях содержатся излишние количества серы и непредельных углеводородов (табл. 3 и 4), что требует их даль-нейшей очистки и облагораживания. Однако затраты на эти процессы несравнимо меньше, чем затраты на строительство полноценной установки гидрокрекинга.
Рис. 4. Зависимость выхода светлых фракций от времени пребывания сырья в реакционной зоне, мазут Рязанского НПЗ |
Рис. 5. Зависимость выхода светлых фракций от температуры при различных временах пребывания сырья в реакционной зоне, мазут Рязанского НПЗ |
Рис. 6. Зависимость выхода светлых фракций от температуры при различных концентрациях подаваемого воздуха, мазут Новосибирского ООО “ВПК-Ойл” |
В результате проделанных опы-тов выявлены некоторые закономер-ности термокрекинга. На данный мо-мент принято механизмом термокре-кинга считать следующую схему превращений:
k1 k2
A → B → C+D
Реакция протекает через образо-вание промежуточных продуктов ре-акции. А – исходное сырье (мазут, гудрон), С – легкие фракции, D – тяжелые фракции.
Принято считать, что первона-чально идет разрыв С–С связи в цент-ре молекулы с образованием радика-лов R·, которые быстро реагируют с углеводородом, отрывая от него H·, далее идет перегруппировка и образу-ется двойная связь. И действительно, энергии разрыва связи С–С в молеку-ле углеводорода уменьшаются при стремлении к середине молекулы и они меньше энергии связи С–Н.
Так, в молекуле этана энергия разрыва связи С–С составляет 373 кДж/моль, а С–Н 398 кДж/моль. В мо-лекулах других алканов энергии свя-зей различаются, причем существен-но. В случае н-октана энергии разры-ва связей С–Н составляют 394; 373, 364; 360, 360; 364; 373; 394 кДж/моль, а С–С 335; 322; 314; 310; 314; 322; 335 кДж/моль, соответственно [6].
В присутствии кислорода воз-духа идет реакция инициирования, и механизм рассматривается исходя из следующей схемы:
k1 k2
A → B → C+D
k3
A → C+D
В данном случае реакции инициируются за счет образования активных пероксидов с низкой энергией разрыва связи О–О. Так, в диэтилпероксиде энергия разрыва связи О–О составляет всего 132 кДж/моль [6].
Необходимо отметить при этом странную зависимость выхода светлых фракций от времени. Если бы процесс описывался только схемами 1 и 2, тогда, в соответствии с законами формальной кинетики выход можно представить в виде функции от времени. В нашем случае (опыт №1) процесс протекает только на 20% и далее выход, практически, не растет, несмотря на наличие в реакционной смеси исходных.
Не все можно объяснить и при принятии схемы 2 в случае участия в качестве ката-лизатора кислорода воздуха.
Табл. 3. Сравнение результатов термического крекинга (ТК) (Опыт №1) и термоокисли-тельного крекинга (Опыт №2) на примере мазута Новосибирского ООО “ВПК-Ойл”*
* Условия проведения экспериментов: температура 440 ˚С, давление 8 атм., время пребывания сырья в реакторе 25 мин. | Табл. 4. Свойства фракции >350 oС (качество остатка), мазут Новосибирского ООО “ВПК-Ойл”
Табл. 5. Сравнение свойств топливных фракций, полученных при температуре 440 oС (мазут Новосибирского ООО “ВПК-Ойл”) Бензиновая фракция (< 140 oС)
|
Существующие противоречия и недостатки схем 1 и 2 можно преодолеть, если допус-тить наличие в реакционной среде других инициаторов и катализаторов, среди которых, в первую очередь, необходимо отметить соединения серы и металлов с переменной валент-ностью.
Сера может содержаться в разных формах, в том числе в виде меркаптанов и дисуль-фидов. И в этом случае (как при окислении, так и при нагревании) меркаптаны переходят в дисульфиды, а дисульфиды претерпевают гомолиз при нагревании и распадаются на ради-калы R–S·. Энергия разрыва связи S–S в молекуле диэтилдисульфида составляет 235 кДж/моль [6], что выше, чем в случае пероксидов, но существенно ниже по сравнению с энергиями связей С–Н и С–С:
RSH à RSSR + H2
RSH + O2 à RSSR + H2O
Учитывая наличие серы в любом месторождении нефти можно сделать вывод, что её соединения могут существенно повлиять на процессы термической деструкции углеводоро-дов. Наши и литературные данные свидетельствуют в пользу сложности и многостадийности процесса крекинга.
Крекинг в отсутствии О2 катализируется соединениями серы, в первую очередь, дисуль-фидами. В присутствии кислорода процесс инициации переключается на пероксиды, при этом сульфиды и дисульфиды окисляются до сульфоксидов и сульфонов, в которых энергии разрыва связи C–S растут (по сравнению с соответствующими сульфидами), но остаются так же ниже, чем в случае С–С-связи:

Таким образом можно заключить, что термический крекинг в наших условиях (T = 430-440 oС, P = 3-7 атм.) через гомолитический разрыв связи С-С, как это принято в литературе, практически, не протекает. Процесс крекинга каталитический. И в качестве катализаторов могут выступать как соединения кислорода, так и соединения серы.
Исходя из представленного материала, можно сделать вывод, что инициирование терми-ческого крекинга мазута кислородом воздуха может использоваться в промышленности как действенный способ получения дополнительного количества светлых фракций. Анализ стои-мости модернизации существующих установок позволяет с уверенностью сказать, что мате-риальные затраты на модернизацию по данному методу будут в разы меньше затрат на строительство новых установок по существующим технологиям, а время их окупаемости составит около 2 лет.
Благодарности
Авторы признательны декану факультета химико-фармацевтических технологий и биомедицинских препаратов РХТУ им. , проф. за конструк-тивное обсуждение полученных результатов и идею о роли соединений серы в крекинге углеводородов.
Литература
[1] Галлеев Р. Г. Хавкин В. А., Данилов А. М. О задачах российской нефтепереработки. Мир нефтепродуктов. 2009. №2. С.3-7.
[2] , Хавкин переработка нефти: технологический и экологический аспекты. М.: Техника. 2001. 384с.
[3] , , Валялин нефтяных остатков. М.: ЦНИИТЭНефтехим. 1982. 52с.
[4] , , . Ермаков гудрона при инициировании кислородом воздуха. Технологии нефти и газа. 2009. №3. C.37-43.
[5] , , Французова Н. А., Ермаков инициирования термокрекинга гудрона кислородом воздуха. Вестник МИТХТ. 2008. Т.3. №4. С.17-22.
[6] , , Ходеев разрыва химических связей. Потенциальны ионизации и сродство к электрону. М. 1974. 351с.
