

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
10.5 Область применения арматуры с механическими соединениями по видам нагрузок и воздействия, по расчетной отрицательной температуре должна приниматься в соответствии с действующими нормативными документами.
10.6 Расчетные сопротивление арматурных стержней в железобетонных конструкциях, соединенных механическими соединениями, соответствующих требованиям таблицы 10.1, следует принимать такими же, как для арматуры, не имеющей стыков.
10.7 Опрессованные соединения
10.7.1 Опрессовка соединительных муфт может производится многократным поперечным деформированием соединительных муфт с промежутками (см. рисунок 10.1) или без промежутков, однократным поперечным деформированием, или деформированием муфт посредством их протяжки.
а |
|
б |
|
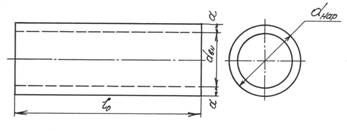
а – опрессованный стык построечного изготовления, произведенный на мобильном оборудовании многократным поперечным деформированием соединительной муфты с промежутками; б – соединительная муфта для опрессованных стыков. Рисунок 10.1 – Опрессованое соединение арматуры. |

10.7.2 Опрессовка осуществляется при помощи специального оборудования (гидравлических прессов), обеспечивающего качество соединений арматурной стали в соответствии с требованиями настоящего стандарта.
10.7.3 Величина усилий поперечного деформирования или протяжки принимается в зависимости от используемого оборудования.
10.7.4 Соединительные муфты изготавливают из стальных бесшовных горячедеформированных труб (по ГОСТ 8731 в части технических требований и ГОСТ 8732 в части сортамента) или круглого горячекатаного проката (по ГОСТ 535 в части технических требований и ГОСТ 2590 в части сортамента).
10.7.5 В качестве материала для соединительных муфт используют сталь марок 10,15 или 20 по ГОСТ 1050; Ст2 или Ст3 по ГОСТ 380.
10.7.6 Опрессованые соединения должны соответствовать следующим параметрам, обеспечивающих их прочность и деформативность.
10.7.7Длина соединительной муфты до опрессовки l0.
Для обеспечения требуемого усилия среза материала муфты величина l0 должна быть соответственно не менее 6dн, где dн – номинальный диаметр соединяемой арматуры.
10.7.8 Зазор между муфтой и стыкуемой арматурой dвн – dmax, где dвн – внутренний диаметр муфты, dmax – максимальный габаритный размер поперечного сечения арматуры.
Зазор dвн – dmax для всех видов стыков должен быть не больше 4 мм независимо от диаметра стыкуемой арматуры.
10.7.9Геометрические размеры соединительных муфт и предельные отклонения до опрессовки должны соответствовать требованиям ТУ на используемые соединения.
10.7.10 Ориентировочные геометрические размеры соединительных муфт до опрессовки, предназначенных для соединения арматуры класса Ан600С с помощью мобильных прессов многократным поперечным деформированием с промежутками представлены в таблице 10.2.
При опрессовке другими способами длина соединительных муфт может быть сокращена при экспериментальном подтверждении.
Таблица 10.2
Номинальный диаметр арматуры d, мм | Геометрические размеры соединительных муфт | Количество обжатий | ||
Длина муфты L0, мм | Наружный диаметр dн, мм | Толщина стенки S, мм | ||
16 | 150 | 32 | 6 | 4 |
18 | 150 | 36 | 6,5 | 4 |
20 | 170 | 40 | 7,5 | 6 |
22 | 190 | 45 | 8,5 | 6 |
25 | 210 | 48 | 10 | 8 |
28 | 240 | 56 | 11 | 10 |
32 | 270 | 63 | 12 | 12 |
36 | 300 | 68 | 13 | 14 |
40 | 330 | 75 | 14 | 16 |
Примечание – Геометрические размеры даны для муфт из стали 10 по ГОСТ 1050. Технология отработана на оборудовании фирмы «Спрут». |
10.7.11 При соединении стержней арматуры опрессованными муфтами стык стержней должен располагаться посередине муфт с предельным отклонением ± 5 мм.
Правильность расположения стыков арматуры обеспечивается и контролируется нанесением соответствующих меток на стержнях.
Рекомендуется применение муфт с запрессованной перегородкой по центру муфты.
10.8 Резьбовые соединения
10.8.1 Резьбовые муфтовые соединения представляют собой систему муфт и контргаек, и применяются для соединения арматурной стали, имеющей на концах стержней участки с цилиндрической или конической резьбой, нанесенной методом резания или накаткой.
10.8.2 Фактические значения геометрических размеров муфт должны быть в пределах допускаемых величин в соответствии с ТУ на соединения.
10.8.3 Сборка соединений осуществляется в соответствии с инструкциями производителя.
10.8.4 Затяжку муфт и контргаек производят трубными ключами, пневматическими и гидравлическими устройствами. Контроль усилия затяжки производится динамометрическими ключами с усилием, соответствующим требованиям ТУ на соединения.
10.9 Контроль механических соединений
10.9.1 Для производства механических соединений арматурной стали рекомендуется пользоваться оборудованием (гидравлические прессы, устройства для нарезки и накатки резьбы, затяжки контраек и т. п.), сертифицированным в системах добровольной сертификации, зарегистрированных Госстандартом России.
10.9.2 Контроль геометрических размеров муфт механических соединений у потребителя производят партиями в количестве не менее двух образцов от каждой партии муфт.
10.9.3 Партия должна состоять из муфт одного вида и диаметра. Количество муфт в партии не должно превышать 500 штук. Каждая партия муфт должна сопровождаться паспортом предприятия – изготовителя
Геометрические размеры определяют инструментами необходимой точности.
10.9.4 Основным методом контроля качества механических соединений арматуры является проверка их соответствия требованиям настоящего документа к прочности и деформативности в состветствии с требованиями таблицы 10.1 посредством испытания на растяжение контрольных образцов.
Испытания на растяжение проводятся по ГОСТ 12004. Методика определения деформативности механических соединений соединений представлена в приложении В.
10.9.6 Образцы механических соединений должны проходить контрольные испытания на растяжение для каждого диаметра и класса арматуры, а также для каждого типа соединения, применяемых при производстве работ со следующей периодичностью:
- один образец на первые 50 соединений;
- один образец на каждые последующие 500 соединений.
10.10 Опрессованные соединения.
10.10.1 Размеры и качество соединительных муфт должны соответствовать требованиям настоящего стандарта в соответствии с 10.7.4 – 10.7.9.
10.10.2 Размеры соединительных муфт и технология их опрессовки для каждой партии соединений арматуры могут быть уточнены в результате испытаний на растяжение пробных образцов соединений для арматуры каждой партии. За партию арматуры принимается арматура одного диаметра, одной плавки и имеющей один документ о качестве (сертификат завода-изготовителя стали).
10.10.3 Количество испытаний пробных образцов определяется изготовителем соединений и должно быть достаточным для уточнения параметров соединений, обеспечивающих требования настоящих рекомендаций к прочности и деформативности стыков, но не менее 3-х.
10.10.4 При обеспечении прочности соединения равной прочности целого стержня, т. е. при разрушении испытанного образца соединения по основному металлу, деформативность опрессованных соединений может не контролироваться.
10.10.5 В процессе приемки опрессованных соединений выполняются следующие виды контроля:
- визуальный контроль соединений – 100 % соединений партии, в котором определяется факт опрессовки соединительной муфты и правильность положения стыка стержней относительно центра соединительной муфты по меткам на арматуре, нанесенным до опрессовки;
- контроль опрессовки замером длины муфты – 10 % соединений партии.
10.10.6 Замером длины соединительной муфты после опрессовки определяется качество соединения – длина муфты в результате опрессовки должна увеличиться не менее чем на 8 % от её первоначальной длины. Браковочная величина удлинения муфты (8 %) является ориентировочной, так как зависит от соотношения общей длины муфты и длины обжатой ее части, и должна быть уточнена для каждой партии соединений в результате испытаний пробных образцов.
10.11 Резьбовые соединения.
10.11.1 Визуальный контроль качества резьбовых соединений должен включать в себя проверку чистоты резьбы муфт и концов стержней перед сборкой соединения и проверку правильности сборки соединений и затяжки до необходимого усилия.
10.11.2 Усилие затяжки стыков проверяется контрольной затяжкой динамометрическими ключами не менее 2-х процентов соединений контролируемой партии.
10.11.3 Результат проверки считается удовлетворительным, если контрольная затяжка муфт, стержней и контргаек не вызывает их поворота при надлежащем усилии до срабатывания трещетки, определяемого визуально. При неудовлетворительном результате проверки хотя бы для одного соединения, производится повторная затяжка всех соединений этой контролируемой партии.
10.11.4 Динамометрические ключи, используемые для затяжки соединений должны проходить ежегодную калибровку.
10.11.5 Расчетное сопротивление механически соединенных арматурных стержней в железобетонных конструкциях следует принимать таким же, как для арматуры, не имеющей стыков.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 |
