
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
ВЗАИМОДЕЙСТВИЕ ПОВЕРХНОСТИ МЕТАЛЛОВ С ВНЕШНЕЙ СРЕДОЙ
Контрольная работа № 1
1 Изменение (увеличение или уменьшение) активности ионов металла в растворах собственных солей вызывает и соответствующее изменение (увеличение или уменьшение) потенциала металла независимо от природы потенциала (обратимый, необратимый). Дайте физико-химическое обоснование этому явлению.
Согласно [1, стр.27], при прохождении электрического тока через электролизёр на каждом электроде происходит отклонение их потенциалов от своих равновесных значений – поляризация:
∆Е = Еi – Ер,
где ∆Е – поляризация электрода, В;
Еi – потенциал электрода при прохождении тока, В;
Ер – равновесный потенциал электрода, В.
Различают катодную и анодную поляризацию. Вследствие катодной поляризации (∆Ек) потенциал катода становится более отрицательным, а в результате анодной поляризации (∆Еа) потенциал анода – более положительным.
∆Е = ∆Ек + ∆Еа.
Следовательно, разность потенциалов электродов при электролизе гораздо больше, чем разность равновесных электродных потенциалов.
Поляризация складывается из электрохимической и концентрационной поляризации. Изменение потенциала, обусловленное замедленностью собственно электрохимической реакции на электроде, называется электрохимической поляризацией или перенапряжением. , автор теории «замедленного разряда», объясняет ее существенной перестройкой структуры реагирующих частиц в ходе реакции. Связь между электрохимическим перенапряжением и плотностью тока выражается уравнением Тафеля:
∆Еэл= ± (a + b·lg i),
где ∆Еэл – электрохимическая поляризация (перенапряжение), В;
i – плотность тока, А/м2;
а, в – постоянные величины.
Плотность тока (i) определяется силой тока, отнесенной к единичной поверхности электрода: i = I/S.
Константы a и b зависят от природы реакции, материала электрода, состава и температуры раствора электролита. Значения a и b определяют построением зависимости поляризации от логарифма плотности тока. Знак «+» относится к анодному перенапряжению, а «–» – к катодному.
Очень велики перенапряжения выделения водорода и кислорода. Водород на катоде выделяется при потенциале гораздо более отрицательном, чем равновесный потенциал водородного электрода (при определенном значении рН раствора). Это дает возможность, при больших плотностях тока, выделять из водных растворов металлы, потенциалы которых в стандартных условиях гораздо более отрицательнее, чем потенциал водородного электрода (Ni, Cd, Zn, Cr и т. д.)
Изменение потенциала электрода вследствие изменения концентрации реагентов в приэлектродном слое при прохождении тока называется концентрационной поляризацией. В свою очередь, изменение концентрации реагирующих веществ в приэлектродном слое вызвано замедленностью подвода реагентов к электроду или отвода продуктов реакции от электрода. Согласно уравнению Нернста:
где ∆Еконц – концентрационная поляризация, В;
as – активность ионов в приэлектродном слое, моль/л;
av – активность ионов в объеме раствора, моль/л.
Так как скорость доставки к электроду разряжающихся частиц невелика, происходит обеднение у поверхности электрода ионов электролита. В этой части раствора нет избытка ионов того или иного знака, т. е. он электронейтральный. Тонкий слой у поверхности электрода, в котором отсутствует конвекция и ионы переносятся только путем диффузии, называется диффузионным слоем.
При линейном изменении концентрации ионов в приэлектродном (диффузионном) слое плотность тока реакции на электроде есть плотность тока диффузии (iд). Задается она уравнением Фика:
iд = nDF(av – as) / δд
где iд – плотность тока диффузии, А /м2;
n – заряд ионов, разряжающихся на электроде;
D – коэффициент диффузии, м2/с;
F – постоянная Фарадея, равная 96485 Кл/моль;
δд – толщина диффузионного слоя, м.
Толщина диффузионного слоя уменьшается с перемешиванием раствора, в результате чего концентрационная поляризация снижается. С увеличением плотности тока растет разность между активностями в приэлектродном слое и в глубине раствора (as и av), as при этом стремится к нулю, а плотность тока – к своему предельному значению (iпред). Концентрационная поляризация при этом возрастает.
Напряжение электролизёра (U) слагается из разности равновесных потенциалов электродов (Е), поляризации электродов (∆Е) и значений омических потерь напряжения в электролите, электродах и на контактах:
U = E + ∆Е + I(r1 + r2)+ ∆Uконт
где I – сила тока процесса, А;
r1 – омическое сопротивление электролита, Ом;
r2 – омическое сопротивление электродов, Ом;
∆Uконт – потери напряжения на контактах, В.
Исходя из вышесказанного, для уменьшения напряжения требуется снизить сопротивление электродов и электролита, а также поляризацию. Для уменьшения внутреннего сопротивления электролизера применяют электролиты с высокой удельной электропроводностью, повышают температуру процесса, уменьшают расстояние между электродами. Для снижения поляризации необходимо уменьшить плотность тока на электроде. Этого достигают увеличением поверхности электродов, применением электродов-катализаторов, а также увеличением концентрации реагентов и перемешиванием раствора.
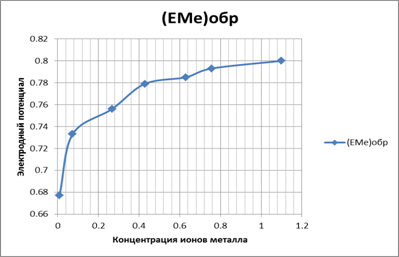
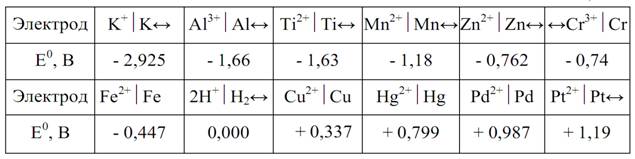
2 В процессе изучения поведения металлического электрода в растворе собственных ионов при Т=298 К получена зависимость (ЕMe)обр. oт активности aМеn+ его ионов (см. таблицу), но сведения о природе самого металла были утрачены. Какой металл был изучен?
aМеn+ | 0,009 | 0,073 | 0,267 | 0,428 | 0,630 | 0,756 | 1,100 |
(EMe)обр | 0,677 | 0,733 | 0,756 | 0,779 | 0,785 | 0,793 | 0,800 |
Выполним графическое построение представленных экспериментальных данных.
Выполним апроксимацию экспериментальных значений для получення осреднённого значения электродного потенциала и вновь построим зависимость:
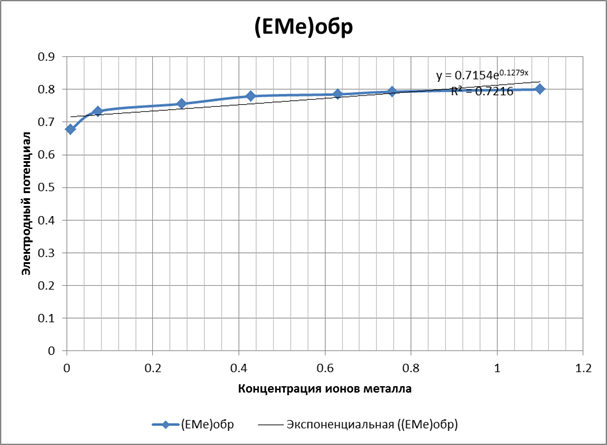
Как видно из графика после проведения операции интерполирования, средним значением электродного потенциала металла является значение 0,79 В.
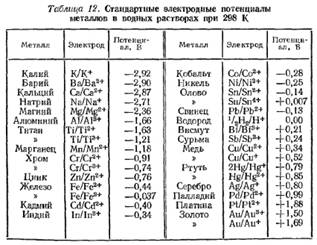
Исходя из таблицы прелдставленной ниже, значение электродного потенциала, полученное апроксимацией ряда экспериментальных данных, соответвует ртути.
3 Установить термодинамическую возможность коррозии цинка с кислородной деполяризацией в нейтральном 0,7-молярном водном растворе ZnCl2 при давлении кислорода над раствором 0,1 атм при 298 К. Средний коэффициент активности ZnCl2 f± =0,369.
Согласно [2, стр.16], значение стандартного электродного потенциала для цинка:
Таблица 1Стандартный электродный потенциал металла
E0Zn=-0,762В.
Согласно [3], рНZnCl2 = 2,9.
Проверку термодинамической возможности коррозии цинка с кислородной деполяризацией в растворе хлорида цинка проводим в соответствии с [4, стр.93]. Значение обратимого потенциала кислородного электрода определим интерполируя значения, приведенные в табл. 2, исходя из величины рН, давления и температуры.
Таблица 2 Значения обратимых потенциалов кислородного электрода

(EO2)ОБР = 0,336 В.
Из условия
(EZn)обр<(EO2)ОБР
-0,74<0,336
подтверждается термодинамическая возможность коррозии цинка с кислородной деполяризацией в растворе хлорида цинка.
4 Определить электрохимическую поляризацию катода при коррозии технического кадмия с водородной деполяризацией в неподвижном 10 %-ном растворе HClO4 при 298 К и катодной плотности тока 2·10-3 А/см2, если известно что плотность тока обмена катодной реакции io=10-10 А/см2, а коэффициент перехода α=0,5. Как изменится величина поляризации при перемешивании раствора?
Электрохимическую поляризацию катодного процесса определим исходя из рекомендаций [5, ф.402]:

Концентрационную поляризацию катодного процесса определим исходя из рекомендаций для заданной концентрации раствора хлористого натра [5, ф.423]:
![]()
Коэффициент пропорциональности [5, ф.411,а]:
![]()
где, коэффициент диффузии 10-% раствора HClO4 [6]: kд=0,174 м2/с;
толщина диффузионного слоя Нернста [5, ф.404]: d=10-2 см.
Концентрация диффундирующего вещества вблизи поверхности корродирующего металла:
Концентрация диффундирующего вещества в объёме раствора:
с0=0,03
![]()
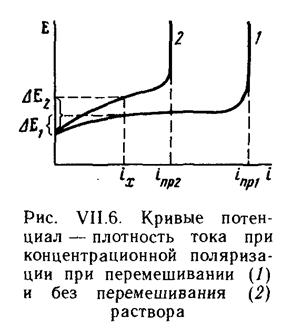
Как видно из уравнений [7, (VII. 18)] и [7,(VII. 19)], концентрационная поляризация снижается с увеличением коэффициента диффузии и концентрации реагента и уменьшением толщины диффузионного слоя. Диффузионным слоем называется тонкий слой около поверхности электрода, в котором не происходит перемешивания жидкости (отсутствует конвекция) и соответственно молекулы переносятся лишь путем диффузии. Толщина этого слоя, а также концентрационная поляризация уменьшаются при перемешивании раствора. На [7, рис. VII.6] приведены типичные кривые зависимости потенциал — плотность тока для концентрационной поляризации, на которых видно, что перемешивание влияет на предельный ток и концентрационную поляризацию.
5 Рассчитать скорость коррозии цинка в морской воде при Т=298 К, если стационарный потенциал коррозии Ест = –0,85 В, активность ионов Zn2+ равна 10-6 моль/кг. Анодный процесс идет с кинетическим контролем. Анодная поляризация описывается уравнением Тафеля в виде ΔЕа = a+blgia , где a = 0,06 В, b = 0,059 В. К какой группе коррозионной стойкости относится цинк.
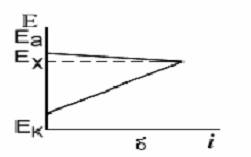
Согласно [2, стр. 57], катодный контроль, процесс протекает при значительной катодной поляризации и малой величине анодной поляризации, т. е. ΔЕк >> ΔЕа.
6 Локальные коррозионные разрушения металлов: питтинговая, межкристаллитная коррозия, коррозионное растрескивание. Что общего и в чём различия в механизмах проявления этих видов коррозии?
Согласно [11], коррозия металлов — самопроизвольное разрушение металлов вследствие химического или электрохимического взаимодействия их с внешней средой. Коррозионный процесс — гетерогенный (неоднородный), протекает на границе раздела металл — агрессивная среда, имеет сложный механизм. При этом атомы металла окисляются, т. е. теряют валентные электроны, атомы переходят через границу раздела во внешнюю среду, взаимодействуют с ее компонентами и образуют продукты коррозии. В большинстве случаев коррозия металлов пройм ходит неравномерно по поверхности, имеются участки, на которых возникают локальные поражения. Некоторые продукты коррозии, образуя поверхностные пленки, сообщают металлу коррозионную стойкость. Иногда могут появляться рыхлые продукты коррозии, имеющие слабое сцепление с металлом. Разрушение таких пленок вызывает интенсивную коррозию обнажающегося металла. Коррозия металла снижает механическую прочность и меняет другие свойства его. Коррозионные процессы классифицируют по видам коррозионных разрушений, характеру взаимодействия металла со средой, условиям протекания.
Коррозия бывает сплошная, общая и местная. Сплошная коррозия протекает по всей поверхности металла. При местной коррозии поражения локализуются на отдельных участках поверхности.
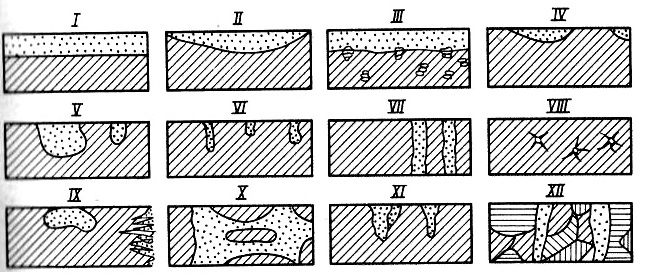
Рис. 1 Характер коррозионных разрушений:
I – равномерное; II — неравномерное; III — избирательное; IV — пятна; V — язвы; VI — точками или питтингами; VII — сквозное; VIII — нитевидное; IX — поверхностное; X — межкристаллитное; XI — ножевое; XII — растрескивание.
Согласно [8, 9, 10], питтинговая (точечная) коррозия – вид коррозионного разрушения, которому подвергаются исключительно пассивные металлы и сплавы. Питтинговая коррозия наблюдается у никелевых, циркониевых, хромоникелевых, хромистых, алюминиевых сплавах и др. При питтинговой (точечной) коррозии разрушению подвергаются только отдельные участки поверхности, на которых образуются глубокие поражения – питтинги (точечные язвы).


Наблюдается питтинговая коррозия при воздействии на металл или сплав не только пассиваторов (приводят поверхность в пассивное состояние, например, окислитель), но и ионов-активаторов (Cl-, Br-, J-). Активно протекает питтинговая (точечная) коррозия в морской воде, смеси азотной и соляной кислот, растворах хлорного железа, других агрессивных средах.
По размерам питтинги различают:
- микропиттинги (до 0,1 мм);
- питтинги (0,1 – 1мм);
- пятно, язва (более 1 мм).
Питтинг может быть закрытым, открытым и поверхностным.
Открытые питтинги хорошо видны на поверхности невооруженным глазом или под небольшим увеличением. Если открытых питтингов очень много – коррозия приобретает сплошной характер. В открытом питтинге дно поры выступает в качестве анода, а пассивная пленка – катода.
Закрытые питтинги – очень опасный вид коррозионного разрушения, т. к., такие повреждения нельзя увидеть воочию, определить их наличие можно лишь по специальным приборам. Закрытые питтинги развиваются вглубь металла или сплава. Закрытый питтинг может послужить причиной пробоя даже внержавеющих сталях.
Поверхностный питтинг – вид питтинга, который развивается больше вширь, чем вглубь, образуя на поверхности металла или сплава выбоины.
ЭТАПЫ РОСТА ПИТТИНГА:
1) Зарождение питтинга происходит в местах дефектов пассивной пленки (царапины, разрывы) или ее слабых местах (если имеет место неоднородность сплава) при достижении определенного потенциала - потенциала питтингообразования (φпо). Ионы-активаторы вытесняют адсорбированный на поверхности кислород или при взаимодействии разрушают оксидную защитную пленку.
2) Рост питтинга – происходит по электрохимическому механизму, вследствии интенсивного растворения пассивной оксидной пленки. Из-за активного растворения пленки происходит усиление анодного процесса в самом питтинге (активационный рост питтинга). Со временем, когда питтинг будет достаточно расширен, активационный рост замедляется, начинается диффузионный режим роста питтинга.
3) Иногда рост питтинга прекращается и наступает стадия репассивации. Основной причиной репассивации можно считать сдвиг потенциала поверхности в отрицательную сторону, т. е. сторону пассивации. Питтинг с диффузионным режимом роста (постепенно, стабильно растущий питтинг) не может перейти в стадию репассивации.
СКЛОННОСТЬ К ПИТТИНГОВОЙ КОРРОЗИИ ОПРЕДЕЛЯЕТСЯ НЕКОТОРЫМИ ФАКТОРАМИ:
- природой металла или сплава (склоны к образованию питтингов алюминий, никель, цинк; молибден, хром, кремний и др. питтингообразованию не подвергаются);
- температурой (с повышением температуры растет количество питтингов);
- состоянием поверхности (хорошо отполированная поверхность более стойкая, чем шероховатая);
- рН среды (чаще возникают питтинги в кислых средах);
- примесями в среде (наличием ионов-активаторов).
ЗАЩИТА МЕТАЛЛОВ И СПЛАВОВ ОТ ПИТТИНГОВОЙ (ТОЧЕЧНОЙ) КОРРОЗИИ ОСУЩЕСТВЛЯЕТСЯ СЛЕДУЮЩИМИ МЕТОДАМИ:
1) Электрохимическая катодная и анодная защита (иногда вместе с ингибиторами);
2) Подбор специальных материалов, которые не подвергаются питтинговой (точечной) коррозии. Повышению стойкости способствуют введение в состав сплава хрома, молибдена, кремния и др. стойких металлов.
3) Ингибирование замкнутых систем (применение нитратов, щелочей, хроматов, сульфатов).
Межкристаллитная коррозия (МКК) – один из видов местной коррозии металла, который приводит к избирательному разрушению границ зерна. Межкристаллитная коррозия – очень опасный вид разрушения, т. к. визуально ее не всегда можно определить. Металл теряет свою пластичность и прочность.
Межкристаллитной коррозии чаще всего подвергаются металлы и сплавы, которые легко становятся пассивными. К ним относятся хромоникелевые и хромистые сплавы (нержавеющие стали), сплавы алюминия, никеля, некоторые другие.
Межкристаллитную коррозию изучали: Смирнов, , Шрейдер, , Акимов, Ролласон, Бейн, Штраус и многие др.
Причина возникновения межкристаллитной коррозии: структурные превращения на границах зерен металла. Зона структурных превращений становится анодом, который усиленно растворяется. Связь между зернами металла нарушается и происходит их выкрашивание. Вследствии этих процессов металлические конструкции при эксплуатации теряют свои свойства и быстро приходят в негодность.
Факторы межкристаллитной коррозии (МКК):
1) Состав сплава;
2) Температура и время выдержки при повышенных температурах;
3) Среда.
Скорость протекания межкристаллитной коррозии определяется потенциалом металла. Ускоренное ее развитие наблюдается при потенциалах входа в транспассивную область (1,15 – 1,25В), а также при потенциале активно-пассивного перехода (около 0,35В). В разных областях межкристаллитная коррозия может протекать по разным механизмам.
Межкристаллитная коррозия нержавеющих сталей связана с обеднением границ зерен хромом или образованием примесей (карбидов хрома). Наиболее часто встречается карбид Cr23C6, который сильно снижает пластичность и ударную вязкость металла.
Карбиды выступают в роли анода, из-за чего происходит резкое увеличение скорости межкристаллитной коррозии.
При повышенной температуре атомы углерода, которые намного меньше атомов хрома и обладают большей подвижностью, диффундируют к границам зерен не только с приграничных зон, но и с объема. При этом в карбидообразовании участвует почти весь углерод зерна, и только те атомы хрома, которые расположены почти у самых его границ. Карбиды концентрируются возле границ зерен, образуя сплошную цепочку. Так границы зерен оказываются обедненными хромом.
При воздействии агрессивной среды карбиды хрома растворяются.
О скорости межкристаллитной коррозии нержавеющих сплавов можно судить по концентрации в зерне атомов хрома. Чем больше разность концентраций хрома на границах зерна и в объеме – тем быстрее протекает межкристаллитная коррозия.
На склонность к карбидообразованию очень сильно влияет легирование нержавеющих сталей. V, W, Mo, Mn, Nb снижают активность углерода, предотвращая возможность возникновения межкристаллитной коррозии. Si, Co, Ni – напротив, увеличивают активность атомов углерода, усиливая МКК.
На протекание межкристаллитной коррозии при воздействии сильных окислителей большое влияние оказывает не один, а несколько факторов одновременно (интенсивное растворение избыточных фаз, неустойчивых в данной среде; влияние хромат-ионов; избирательное растворение границ зерна, обедненных хромом; избирательное растворение мест концентрации примесей; т. д.).
Межкристаллитная коррозия дюралюминия. На границах зерен в виде цепочки выпадает интерметаллическое соединение CuAl2, которое разрушается при протекании коррозии с выделением водорода. За счет отсутствия окислителя в растворе на соединении CuAl2 не образуется кроющая защитная пленка и идет его интенсивное растворение. Замечено, что первоначальное выделение водорода, дальнейшее развитие межкристаллитной коррозии наблюдается в местах трещин, микропор на поверхности сплава. Иногда межкристаллитная коррозия может развиваться с образованных между границами зерен питтингов. Подкисление электролита внутри питтинга способствует ее развитию. Поэтому рекомендуется для защиты от межкристаллитной коррозии дюралюминия и других алюминиевых сплавов, содержащих медь, уплотнять структуру металла.
«Ножевая» коррозия – разновидность межкристаллитной коррозии (МКК). Ножевая коррозия – местное разрушение, которое наблюдается на сварных швах. Протекает в узкой зоне, на границе основной металл - сварной шов. Ножевой коррозии подвержены многослойные сварные швы высокоуглеродистых хромоникелевых сталей, стабилизированные титаном стали, которые эксплуатируются в азотной кислоте. Даже стали с большим содержанием молибдена.
При сварке почти расплавленный металл (с температурой около 1300 οС) контактирует с холодным. В расплавленном металле растворяются карбиды хрома или титана, а при его охлаждении не успевают выделится новые карбиды. При этом углерод остается в твердом растворе. Из-за достаточно медленного охлаждения выпадает большое количество карбидов Cr. В агрессивных средах происходит постепенное растворение (на межкристаллитном уровне) узкой зоны возле сварного шва.
Предотвращение ножевой коррозии:
- применять только низкоуглеродистые хромоникелевые стали;
- избегать «опасных» температур околошовной зоны;
- использовать стабилизирующий отжиг при температурах 870 – 1150 οС (карбиды Cr переходят в твердый раствор).
Коррозионное растрескивание металлов – это один из видов коррозионных разрушений (коррозии), при котором в металле зарождается и развивается множество трещин. Возникает коррозионное растрескивание при одновременном воздействии на металл агрессивной коррозионной среды и растягивающих напряжений. Характерной особенностью коррозионного растрескивания является практически полное отсутствие пластической деформации металлического изделия.
Коррозионное растрескивание – очень опасный вид разрушения металла, т. к. не всегда его можно вовремя заметить. Чаще всего коррозионному растрескиванию подвергаются металлы, в которых после механической или термической обработки присутствуют остаточные напряжения. Также металлические изделия, эксплуатируемые при повышенных температурах и давлениях. Встречается коррозионное растрескивание при сварке, сборке или монтаже металлических деталей и т. п.
Коррозионному растрескиванию могут подвергаться все металлы и сплавы, которые находятся в напряженном состоянии. Большое влияние на интенсивность коррозионного растрескивания оказывает коррозионная среда (ее характер, состав и концентрация агрессивных агентов).
В теплоэнергетической, химической и нефтегазовой отраслях 20 – 40% всех коррозионных разрушений приходится именно на коррозионное растрескивание.
Особенности коррозионного разрушения металлов:
- существует возможность возникновения транскристаллитных и межкристаллитных трещин с разветвлениями;
- металл с появлением трещин охрупчивается;
- от величины приложенных растягивающих напряжений зависит время до начала образования трещины (индукционный период).
Коррозионное растрескивание сталей наблюдается в растворах, которые содержат кислоты, хлориды, щелочи, нитраты, H2S, CO2, NH3. Менее склонны к коррозионному растрескиванию углеродистые стали с перлитной или перлитно-ферритной структурой, содержащие в своем составе более 0,2% углерода. Мартенситная структура стали является самой чувствительной к данному виду коррозии, т. к. все режимы термообработки, в результате которых образуется мартенсит, делают сталь склонной к коррозионному растрескиванию.
Хромоникелевые аустенитные стали более подвержены коррозионному растрескиванию, чем ферритные и полуферритные хромистые стали. В нержавеющих сталях аустенит не обладает достаточной стабильностью и в условиях химических предприятий достаточно часто встречается коррозионное растрескивание аустенитных хромоникелевых сталей. Введение стабилизаторов, легирующих компонентов, увеличение содержания никеля не оказывает существенного воздействия на склонность аустенитных сталей к коррозионному воздействию.
Коррозионному растрескиванию подвержены не только черные металлы и сплавы, а и цветные (например, медноцинковые и алюминиевомагниевые сплавы). В присутствии паров аммиака быстро корродируют с коррозионным растрескиванием сплавы меди с оловом, цинком и алюминием. А в растворах карбонатов, хлоридов, сульфатов и хроматов разрушаются магниевые сплавы, которые находятся в напряженном состоянии.
7 Определить по правилу n/8 Таммана состав коррозионностойкого в растворах серной и соляной кислот сплава Ni–Fe–Mo (сплав на основе никеля), в который железо введено по экономическим и технологическим соображениям. Используемый при выплавке ферромолибден (Fe–Mo) содержал равные массовые проценты железа и молибдена.
Установлено правило, названное правилом Таммана, согласно которому резкое повышение устойчивости к коррозии железа наблюдается при введении легирующей добавки в количестве 1/8 атомной доли, то есть один атом легирующей добавки приходится на восемь атомов железа. Считается, что при таком соотношении атомов происходит их упорядоченное расположение в кристаллической решетке твердого раствора, что и затрудняет коррозию. В H2SO4 применяют сложнолегированные сплавы с высоким содержанием Ni и присадками Mo, Cu, Si.
Атомная масса компонентов:
![]()
Согласно [11, стр.25], находим содержание Ni
![]()
Согласно [11, стр.25], находим содержание Mo
![]()
Содержание Fe:
100-13,1-25,6=61,3%, масс.
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ
1 , Чернов : учеб. пособие. – Владивосток: Мор. гос. ун-т, 2009. – 54 с.
2 Мальцева редакцией д. т. н., профессора . Коррозия и защита оборудования от коррозии: Учеб. пособие. – Пенза: Изд-во Пенз. гос. ун-та, 2000. - с.: 55 ил., 20 табл., библиогр. 11 назв.
3 ГОСТ 7345-78. Хлорид цинка.
4 Химическое сопротивление материалов и защита оборудования нефтегазопереработки от коррозии: учебное пособие / , , . – Москва: Машиностроение, 2011. – 436 с.
5 Томашов коррозии и защиты металлов. М., Изд-во АН СССР, 1959. 591 с. с ил.; - В кн.: Коррозия и защита металлов. М., Оборонгиз, 1962, с. 33-81.
6 , Асеев -химические свойства бинарных и многокомпонентных растворов неорганических веществ. Справ. изд. - М.: Химия, 1988. С. 368.
7 Курс общей химии. , , 2-е изд., перераб. и доп. - М.: Высшая школа, 1990 - 446 с.
8 , , в сб.: Итоги науки и техники. Коррозия и зашита от коррозии, т. 9, M., 1982;
9 Коррозия металлов, пер. с нем., M., 1984; , "Защита металлов", 1984, т. 20, № 3, с. 359.
10 , в сб.: Итоги науки и техники. Коррозия и защита от коррозии, т. 11, M., 1985
11 , Чернова T. П., Теория коррозии и коррозионностойкие конструкционные сплавы, M., 1986.
12 Большина пособие для практических занятий по дисциплине «Коррозия и защита металлов от коррозии» для студентов специальности 150106 «Обработка металлов давлением» очной формы обучения. – Новотроицк: НФ МИСиС, 2008. – 41 с.
