
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
коррекционный расчет профиля червячной фрезы для обеспечения величины фланкирования
, аспирант; , аспирант.
Казанский государственный технический университет им. , г. Казань.
Фланкирование на зубчатых колесах выполняется для защиты боковых поверхностей зубьев от повреждений при толчках. Для постоянной величины фланкирования, величина коррекции профиля фрезы изменяется в зависимости от количества зубьев, угла наклона, высоты головки зуба и смещения профиля.
Задачу по определению исходного контура инструмента для цилиндрического зубчатого колеса, на котором должно быть выполнено фланкирование определенной величины можно решить аналитическим методом.
На рис. 1 изображена картина, складывающаяся в том случае, когда необходимо выполнить фланкирование на высоте ![]() с углом зацепления
с углом зацепления ![]() на зубчатом колесе.
на зубчатом колесе.
Фланкирование начинается на зубчатом колесе в точке ![]() на высоте
на высоте ![]() от наружного диаметра.
от наружного диаметра.
 (1)
(1)
где ![]() - радиус зубчатого колеса в начале фланкирования в точке
- радиус зубчатого колеса в начале фланкирования в точке ![]() ,
, ![]() - радиус окружности выступов зубчатого колеса,
- радиус окружности выступов зубчатого колеса, ![]() - высота фланкирования на зубчатом колесе.
- высота фланкирования на зубчатом колесе.
В точке ![]() на радиусе
на радиусе ![]() пересекаются эвольвента продольного контура зуба с углом зацепления
пересекаются эвольвента продольного контура зуба с углом зацепления ![]() и имеющая также форму эвольвенты линия фланкирования с углом зацепления
и имеющая также форму эвольвенты линия фланкирования с углом зацепления ![]() . Так как угол зацепления
. Так как угол зацепления ![]() всегда больше угла зацепления
всегда больше угла зацепления ![]() , то основная окружность эвольвенты, образующей фланк, значительно меньше. Из касательных к обеим основным окружностям через полюс зацепления следует:
, то основная окружность эвольвенты, образующей фланк, значительно меньше. Из касательных к обеим основным окружностям через полюс зацепления следует:
 (2)
(2)
 (3)
(3)
где ![]() - угол зацепления в торцевом сечении,
- угол зацепления в торцевом сечении, ![]() - радиус делительной окружности зубчатого колеса,
- радиус делительной окружности зубчатого колеса, ![]() - угол зацепления фланка в торцевом сечении в точке
- угол зацепления фланка в торцевом сечении в точке ![]() ,
, ![]() - вспомогательные углы.
- вспомогательные углы.
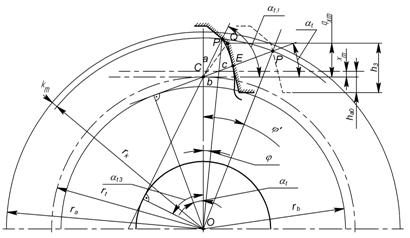
Рис. 1. Схема расчета профиля корригированного зуба фрезы.
Для того чтобы вообще выполнить фланкирование ![]() должен быть больше угла зацепления эвольвенты зубчатого колеса на наружном диаметре.
должен быть больше угла зацепления эвольвенты зубчатого колеса на наружном диаметре.
Так как углы зацепления в большинстве случаев лежат в нормальном сечении зубчатого колеса, то их следует пересчитать на торцовое сечение:
 (4)
(4)
 (5)
(5)
где ![]() - нормальный угол зацепления зубчатого колеса,
- нормальный угол зацепления зубчатого колеса, ![]() - угол наклона на делительной окружности зубчатого колеса,
- угол наклона на делительной окружности зубчатого колеса, ![]() - угол зацепления фланка в нормальном сечении зубчатого колеса.
- угол зацепления фланка в нормальном сечении зубчатого колеса.
На основании этого можно вычислить по уравнениям 2 и 3 вспомогательные углы ![]() и
и ![]() . Однако в исходном контуре инструмента наряду с использованием углов
. Однако в исходном контуре инструмента наряду с использованием углов  и
и  нужно определить точное положение точки пересечения обоих углов. Из рис. 1 видно, что точка излома
нужно определить точное положение точки пересечения обоих углов. Из рис. 1 видно, что точка излома ![]() в исходном контуре представляет собой точку пересечения касательной к эвольвенте боковой поверхности в точке
в исходном контуре представляет собой точку пересечения касательной к эвольвенте боковой поверхности в точке ![]() . Определить расстояние от точки излома профиля в исходном контуре до начальной линии с зубчатым колесом можно по следующим формулам.
. Определить расстояние от точки излома профиля в исходном контуре до начальной линии с зубчатым колесом можно по следующим формулам.
 (6)
(6)
 (7)
(7)
 (8)
(8)
Преобразовав уравнение 8 можно получить:
 (9)
(9)
Теперь для исходного контура можно вычислить расстояние от точки излома профиля ![]() до начальной линии:
до начальной линии:
 (10)
(10)
Хотя здесь вычисление производится в торцовом сечении, получаются непосредственно значения для исходного контура в нормальном сечении, так как высоты между торцовыми и нормальным сечениями остаются без изменения.
 (11)
(11)
 (12)
(12)
Подставив ![]() из выражения 9 и сделав несколько преобразований, можно получить:
из выражения 9 и сделав несколько преобразований, можно получить:
 (13)
(13)
Высота ![]() фланкирования на зубчатом колесе, считая от окружности выступов, получается:
фланкирования на зубчатом колесе, считая от окружности выступов, получается:
 (14)
(14)
где ![]() - коэффициент смещения профиля;
- коэффициент смещения профиля; ![]() - модуль зубчатого колеса;
- модуль зубчатого колеса; ![]() - высота головки зуба инструмента.
- высота головки зуба инструмента.
Зная характеристики профиля инструмента ![]() ,
, ![]() и
и ![]() , можно выполнить на зубчатом колесе фланкирование с величиной
, можно выполнить на зубчатом колесе фланкирование с величиной ![]() .
.
Список литературы
1. , , Якушенков зацепления инструмента и детали, образующих винтовую пару // СТИН, №1. – М., 2002. – С.24-28.
2. Литвин зубчатых зацеплений. - М.: Наука, 1968. - 584 с.
3. , Боголюбов численного моделирования процесса обкатки зубчатой детали с рейкой // Известия ВУЗов. - 1984. - № 10. - С. 44-47.
4. , , Колесов и производство режущего инструмента. - М.: Машиностроение, 1987. - 296 с.
5. Люкшин винтовых поверхностей в проектировании режущих инструментов. - М.: Машиностроение, 1968. - 371 с.
6. , Борисов модель формирования поверхностей режущими инструментами // СТИН. - 1995. - № 4. - С. 22-26.
