

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
(обязательные пустые 4 строки)
УДК 621.315.592:539.52
DOI: (присваивает редакция) (размер шрифта 8)
ДИНАМИЧЕСКОЕ МОДЕЛИРОВАНИЕ ПЛАСТИЧЕСКОГО ФОРМОВАНИЯ
ТЕРМОЭЛЕКТРИЧЕСКОГО МАТЕРИАЛА МЕТОДОМ ГОРЯЧЕЙ ЭКСТРУЗИИ
ã ,
Институт проблем механики им. Российской академии наук,
г. Москва, Российская Федерация, e-mail: *****@***ru
Ключевые слова: математическое моделирование, горячая экструзия, теллурид висмута, напряженно-деформированное состояние, рекристаллизация
Рассматривается динамическая термомеханическая модель процесса горячей экструзии применительно к получению термоэлектрического материала на основе теллурида висмута. Для расчета напряженно-деформированного состояния материала в процессе горячего формования используется приближение упруго-пластического тела. Для описания динамики формования расчеты проводятся на изменяющейся во времени лагранжевой сетке. Применяется модель Кумары-Яды для расчета размера и распределения зерен, образующихся в результате рекристаллизации материала.
ВВЕДЕНИЕ
 |
Преобразование тепловой энергии в электрическую и наоборот является одной из важнейших технических задач. Это возможно с помощью полупроводниковых термоэлектрических материалов (ТЭМ).
Эффективные ТЭМ можно получить методом горячей экструзии (ГЭ), поскольку в этом случае, в отличие от обычного прессования, в экструдированных стержнях возникает требуемая ориентация зерен. Термоэлектрический эффект достигается как за счет надлежащего формирования текстуры, так и в результате рассеяния фононов на границах зерен.
Важным преимуществом ТЭМ на основе Bi2Te3 является их высокая механическая прочность, которая требуется при использовании материала в термогенераторных модулях и охлаждающих микромодулях.
Поскольку экструзия обычно проводится при достаточно высоких температурах, структура экструдированного ТЭМ формируется в процессе пластической деформации. На конечную структуру и свойства влияют технологические параметры: форма фильеры, температура и скорость деформации, величина деформации, структура исходной пресс-заготовки.
МОДЕЛЬ ПЛАСТИЧЕСКОГО ФОРМОВАНИЯ
Рассмотрим математическую модель, описывающую процесс ГЭ для ТЭМ на основе Bi2Te3.
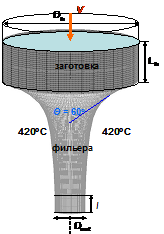
В процессе ГЭ спрессованная из порошка при комнатной температуре цилиндрическая пресс-заготовка выдавливается при температуре Т = 420оС через фильеру согласно схеме процесса на Рис. 1. Геометрические параметры: Din = 8.5 см – диаметр и Lin = 2.6 см – длина обрабатываемой заготовки, θ = 60° – угол скругления, Dout = 2 см – диаметр и Lout = 1 см – длина цилиндрической части на выходе из фильеры. Скорость перемещения пуансона: V = 0.01 см/с.
Математическая модель основана на совместном использовании приближений упругого и пластического твердого тела согласно основным положениям теории упругости и пластичности [1].
Рис. 1. Схема процесса горячей экструзии.
Физико-механические параметры [2]: E = 40 ГПа – модуль Юнга, ν = 0.3 – коэффициент Пуассона. Значение критического напряжения перехода из упругого в пластическое состояние при температуре горячей экструзии (![]() = 102 МПа) определено из экспериментальной зависимости «напряжение-деформация».
= 102 МПа) определено из экспериментальной зависимости «напряжение-деформация».
Расчетная методика основана на конечно-элементной аппроксимации на лагранжевой сетке. Для моделирования был использован конечно-элементный комплекс “Crystmo/Marc” [3].
В процессе экструзии происходит изменение формы образца и расчетной сетки (Рис. 2а-в), причем уже через 150 с после начала процесса образец выходит из фильеры (Рис. 2в). Для этой стадии показаны основные зоны напряженно-деформированного состояния материала, отвечающие за его прочность (1 – зона высокого сжатия) и качество (2 – зона формирования структуры, 3 – зона, где могут возникать продольные трещины).
Разработанная математическая модель позволила провести виртуальный процесс экструзии, в результате которого был выдавлен цилиндрический образец длиной Lext = 23 см.
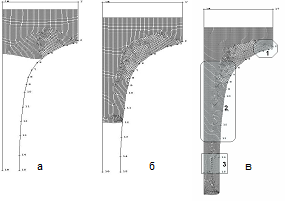
Рис. 2. Расчетные сетки при t = 60 с (а), 120 с (б) и 150 с с иллюстрацией основных зон напряженно-деформированного состояния материала (в).
Из распределений изолиний скорости пластического течения V следует, что в начале процесса (t = 60 с) скорость у стенки фильеры больше. Это объясняется тем, что более существенный вклад дает боковое выдавливание материала к центру из зоны 1, где имеет место наибольшее сжатие. Однако на стадии выхода стержня из фильеры (t = 150 с) радиальный профиль течения меняется так, что скорость течения в центре становится больше, чем вблизи стенки фильеры. В этот момент времени (t = 150 с), начинается выход материала из фильеры.
В результате проведенного ранее анализа [4] были выявлены основные зоны напряженно-деформированного состояния в экструдируемом стержне в области фильеры, влияющие на формирование структуры материала. Было показано, что увеличение длины экструдируемого стержня оказывает заметное влияние на напряженно-деформированное состояние в области фильеры. При этом в области ее цилиндрической части имеется радиальная неоднородность напряжения, которая может приводить к образованию продольных трещин при достаточно высоком уровне напряжений. Проведенное сопоставление результатов расчетов со структурными исследованиями показало, что текстура и микроструктура экструдированного стержня формируются в области до 4 см от верхнего края фильеры, где напряжения максимальны.
МОДЕЛИРОВАНИЕ ОБРАЗОВАНИЯ ЗЕРЕН
Величина пластической деформации ![]() и её скорость
и её скорость ![]() играют определяющую роль в формировании структуры материала, в частности, отвечают за формирование зерен.
играют определяющую роль в формировании структуры материала, в частности, отвечают за формирование зерен.
Рассмотрим суть новых разработок в сопряженной модели. Известно, что в процессе горячей экструзии металлов и сплавов происходит рекристаллизация материала, обусловленная большими пластическими деформациями (![]() > 0.5). При этом эволюция формирующейся микроструктуры может быть описана количественно такими параметрами, как размер зерен и их объемная доля в зависимости от параметров пластической деформации (
> 0.5). При этом эволюция формирующейся микроструктуры может быть описана количественно такими параметрами, как размер зерен и их объемная доля в зависимости от параметров пластической деформации (![]() ,
,![]() ) и температуры T. Теоретическую основу такого описания составляет подход, предложенный Кумарой и Ядой [5].
) и температуры T. Теоретическую основу такого описания составляет подход, предложенный Кумарой и Ядой [5].
Согласно представлениям Кумары (см. ссылку в [5]) об условиях образования и роста зерен при интенсивной пластической деформации, напряжение текучести ![]() представляется функцией
представляется функцией ![]() ,
, ![]() и
и ![]() следующим образом:
следующим образом:

где для данного ТЭМ параметры задавались следующим образом: β0 = 8.6956 ´ 107 Па, Q = 267 ´ 103 Дж/моль – энергия активации образования зерен, R = 8.314 Дж/(моль ´ K) – универсальная газовая постоянная.
A и n в формуле (1) вычисляюся таким образом:
![]()
![]()
со следующими значениями параметров: β1 = 13.92,
β2 = 9.023, β3 = 0.502, β4 = – 0.97, β5 = 3.787, β6 = 0.368.
С учетом ![]() из (1) в подходе Яды [5] была предложена формула для расчета размера зерен при рекристаллизации материала. Предполагается, что в исходной заготовке задается начальный размер зерен d0, а образование зерен лимитируется величиной критической деформации
из (1) в подходе Яды [5] была предложена формула для расчета размера зерен при рекристаллизации материала. Предполагается, что в исходной заготовке задается начальный размер зерен d0, а образование зерен лимитируется величиной критической деформации ![]() , которая оценивается следующим образом:
, которая оценивается следующим образом:
где задаются параметры: a = 4.76 ´ 10-4, ![]() = 4000 K.
= 4000 K.
Предполагается, что при ![]() начальный размер зерна сохраняется (d = d0). В противном случае при
начальный размер зерна сохраняется (d = d0). В противном случае при ![]() размер зерна
размер зерна ![]() после перекристаллизации рассчитывается в зависимости от скорости деформации и температуры по следующей формуле:
после перекристаллизации рассчитывается в зависимости от скорости деформации и температуры по следующей формуле:

здесь задаются следующие значения параметров:
![]() 22.6,
22.6, ![]() 0.54,
0.54, ![]() 0.014.
0.014.
Наряду с величиной критической деформации ![]() для оценок важна величина деформации
для оценок важна величина деформации ![]() , соответствующая 50%-й рекристаллизации исходного материала, для вычисления которой используется следующая формула:
, соответствующая 50%-й рекристаллизации исходного материала, для вычисления которой используется следующая формула:
![]()
где κ1 = 1.144´10-5, κ2 = 0.28, κ3 = 0.05, κ4 = 6240.
С учетом ![]() можно также оценить объемную долю
можно также оценить объемную долю ![]() всей рекристаллизованной фракции по следующей формуле:
всей рекристаллизованной фракции по следующей формуле:
![]()
Можно отметить, что величина ![]() очень мала и полная рекристаллизация происходит почти мгновенно после критической деформации
очень мала и полная рекристаллизация происходит почти мгновенно после критической деформации ![]() , причем
, причем ![]() зависит от скорости деформации
зависит от скорости деформации ![]() , температуры Т и начального размера зерна d0 через их влияние на значения
, температуры Т и начального размера зерна d0 через их влияние на значения ![]() и
и ![]() .
.
Величина ![]() является выходным параметром и не влияет на эволюцию деформации, температуры или объемную долю зерен
является выходным параметром и не влияет на эволюцию деформации, температуры или объемную долю зерен ![]() , поэтому каждый шаг рекристаллизации соответствует изменениям размеров зерен в среднем и зависит от текущих условий деформации. Для термомеханических величин
, поэтому каждый шаг рекристаллизации соответствует изменениям размеров зерен в среднем и зависит от текущих условий деформации. Для термомеханических величин ![]() и
и ![]() обнаруживается корреляция в их распределениях, когда максимальным значениям температуры соответствуют максимальные значения пластической деформации.
обнаруживается корреляция в их распределениях, когда максимальным значениям температуры соответствуют максимальные значения пластической деформации.
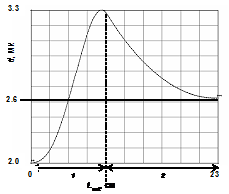 |
Рис. 3. График размера зерна вдоль оси симметрии в момент времени t = 2440 c. Здесь области материала: 1 – в фильере, 2 – вне фильеры.
Наиболее значительные изменения проявляются в центральной части конусной фильеры. Это отражается на распределении размеров зерен вдоль длины экструдированного образца, показанном на Рис. 3.
Максимальный размер зерен имеет место на уровне максимальных значений ![]() и
и ![]() в фильере. Из графика на Рис. 3 следует, что максимум d достигается на уровне выхода материала из фильеры, причем в области фильеры (1) размер зерна d растет при удалении от пресса до величины 3.3 мк, а далее вне фильеры (2) на экструдированном прутке длиной 13.8 см он уменьшается до d = 2.6 мк. Такое различие размеров зерен по длине прутка обусловлено различиями пластического формования материала на начальных и конечных стадиях экструзии.
в фильере. Из графика на Рис. 3 следует, что максимум d достигается на уровне выхода материала из фильеры, причем в области фильеры (1) размер зерна d растет при удалении от пресса до величины 3.3 мк, а далее вне фильеры (2) на экструдированном прутке длиной 13.8 см он уменьшается до d = 2.6 мк. Такое различие размеров зерен по длине прутка обусловлено различиями пластического формования материала на начальных и конечных стадиях экструзии.
ЛИТЕРАТУРА
1. Егер Дж. К. Упругость, прочность и текучесть. – М.: Машгиз, 1961. – 170 с.
2. Yang J. et al. Microstructure control and thermoelectric properties improvement to n-type bismuth telluride based materials by hot extrusion // J. of Alloys and Compounds. 2007. V. 429. С. 156–162.
3. Программа «CRYSTMO/MARC» для сопряженного теплового моделирования / , , // Программы для ЭВМ, RU ОБПБТ. 2009. № 4 (69). C. 110.
4. , , . Моделирование пластического состояния термоэлектрического материала на основе теллурида висмута в процессе горячей экструзии // Вестник ТГУ. Серия: Естественные и технические науки. 2013. Т. 18, № 4. С. 1976–1977.
5. Yada, H, Prediction of Microstructural Changes and Mechanical Properties in Hot Strip Rolling // Proc. Int. Symp. Accelerated Cooling of Rolled Steels, Conf. of Metallurgists, CIM, Winnipeg, MB, Canada, Aug. 24-26, 1987. Pergamon. Press, Canada.. 1987. P. 105–120.
БЛАГОДАРНОСТИ:
Работа выполнена при финансовой поддержке Российского фонда фундаментального исследования (гранты №15-02-01794, 14-08-00454).
Поступила в редакцию 10 апреля 2016 г.
UDC 621.315.592:539.52
DOI:
DYNAMIC MODELING THE PLASTIC FORMATION OF THERMOELECTRICAL MATERIAL
BY HOT EXTRUTION
ã Prostomolotov A. I., Verezub N. A.
Institute for Problems in Mechanics of Russian Academy of Sciences, Moscow, Russian Federation,
e-mail: *****@***ru
The dynamic thermal-mechanical model of hot extrusion is considered in an application to producing a thermoelectric material based on bismuth telluride. During extrusion process the stress-strain state of this material is calculated with using an approximation of the elastic-plastic body. To describe the dynamics of extrusion process the calculations are carried out on a time-varying Lagrangian mesh. The Kumara-Yada model is applied for the calculation of the size and distribution of grains produced as a result of recrystallization of the material.
Key words: mathematical modeling, hot extrusion, bismuth telluride, stress-strain state, recrystallization.
, Институт проблем механики им. Российской академии наук, г. Москва, Российская Федерация, доктор технических наук, доцент, ведущий научный сотрудник, e-mail: *****@***ru
Prostomolotov Anatoly Ivanovich, Institute for Problems in Mechanics of Russian Academy of Sciences, Russian Federation, Doctor of Technical Sciences, Associate Professor, Leading researcher, e-mail: *****@***ru
, Институт проблем механики им. Российской академии наук, г. Москва, Российская Федерация, кандидат физико-математических наук, доцент, старший научный сотрудник, e-mail: *****@***ru
Verezub Natalya Anatolievna, Institute for Problems in Mechanics of Russian Academy of Sciences, Russian Federation, Candidate of Physics and Mathematics, Associate Professor, senior researcher, e-mail: *****@***ru
