

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
УДК 674.055
ХВОСТОВАЯ ФРЕЗА ДЛЯ ОБРАБОТКИ ПЛИТНЫХ ДРЕВЕСНЫХ МАТЕРИАЛОВ, ОБЕСПЕЧИВАЮЩАЯ ПОВЫШЕНИЕ ЭФФЕКТИВНОСТИ АСПИРАЦИИ
END MILL FOR WOOD BASED PLATES PROCESSING, ENHANCED ASPIRATION EFFICACY
, к. т.н, доцент кафедры материаловедения и
технологии металлов,
, ассистент кафедры технологии и
дизайна изделий из древесины,
, научный сотрудник кафедры
материаловедения и технологии металлов
УО «Белорусский государственный
технологический университет»
г. Минск, Беларусь
Аннотация: представлены результаты разработки конструкции хвостовой фрезы, позволяющей повысить полноту аспирации стружки и пыли из зоны резания плитных древесных материалов. Новизна подхода состоит в использовании кинетической энергии стружки и пыли с учетом неодинаковых механических свойств обрабатываемого материала по толщине для сокращения энергетических затрат на аспирацию.
Summary: prospects are presented the results of an end mill design, which allows increasing the completeness of aspiration chips and dust from the wood material plates cutting zone. The novelty of the approach is to use the kinetic energy of the chip and dust into account unequal mechanical properties of the processed material to reduce the thickness of the energy costs for aspiration.
Ключевые слова: аспирация, фрезерование, фреза, плитный древесный материал
Keywords: aspiration, mill, milling, wood-based panel
На сегодняшний день наибольшее распространение нашли плитные древесные материалы, полученные методами плоского прессования.
В связи с особенностями технологии изготовления данные материалы имеют плотность, неодинаковую по толщине. Многие из них характеризуются значительно более высокой плотностью в областях пластей плит и рыхлой средняя частью.
Так у древесностружечных плит (ДСтП) плотность областей, прилегающих к пластям, достигает 1000 кг/м3, в то время как плотность средней части около 400 кг/м3.
На рисунке 1 представлена фотография, иллюстрирующая неодинаковую плотность ДСтП по толщине.
 |
Рисунок 1 – Неодинаковая плотность ДСтП по толщине
Неодинаково по толщине и содержание связующего, особенно в случае отделки пластей плит синтетическими пленками, когда поверхностная область плит может содержать до 35% законденсированного клея, а средняя часть 6-12% [1].
В связи с указанными особенностями древесных материалов в процессе их фрезерования стружка, отделенная от пластей (верхней и нижней частей заготовки) покидает зону резания в виде более уплотненных малорассеянных потоков, которые медленно теряют свою кинетическую энергию и улавливание которых требует организации в стружкоприемнике более высоких скоростей аспирирующих потоков воздуха, что сопряжено с возрастанием энергопотребления.
Задачей описываемой разработки является повышение эффективности аспирации при фрезеровании древесных материалов за счет использования собственной кинетической энергии стружки с учетом особенностей формирования потоков стружки, покидающих инструмент,.
Решение задачи достигается за счет того, что хвостовая фреза для обработки древесных материалов содержит режущие элементы, расположенные на корпусе фрезы под углом к оси ее вращения группами с частичным перекрытием друг друга режущими элементами соседних групп, и отличается тем, что на одной образующей корпуса фрезы располагают пару режущих элементов, а на диаметрально противоположной стороне корпуса располагают отдельный режущий элемент, так, чтобы углы наклона режущих элементов к оси фрезы были 25°, при этом верхний режущий элемент пары наклоняют вниз, а нижний режущий элемент пары и режущий элемент, расположенный отдельно, наклоняют вверх.
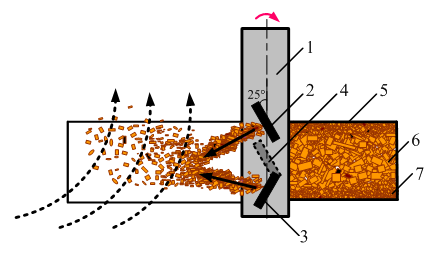 На рисунке 2 представлена схема обработки древесного материала хвостовой фрезой в процессе работы пары режущих элементов.
На рисунке 2 представлена схема обработки древесного материала хвостовой фрезой в процессе работы пары режущих элементов.
Рисунок 2 – Схема обработки древесного материала хвостовой фрезой в процессе работы пары режущих элементов
Хвостовая фреза 1, содержащая пару режущих элементов 2 и 3 на одной образующей корпуса фрезы, и отдельный режущий элемент 4 на диаметрально противоположной стороне корпуса обрабатывает боковую поверхность древесного материала 5. Древесный материал неоднороден по толщине и характеризуется меньшей плотностью в средней части 6 и более высокой плотностью в областях 7, прилегающих к пластям.
Стружка, срезаемая верхним и нижним режущими элементами покидает фрезу сориентированной соответственно в нижнем и верхнем направлениях.
Углы наклона режущих элементов 25° к оси фрезы обеспечивают сход стружки с нижнего режущего элемента c большей скоростью, чем с верхнего, что установлено расчетом по разработанным уравнениям [2].
В результате пересечения потоков стружки, покинувших фрезу с нижнего и верхнего режущих элементов, потоки стружки рассеиваются, кинетические энергии древесных частиц уменьшаются, и древесные частицы более эффективно захватываются аспирирующими воздушными потоками, направления которых вверх на рисунке 2 показаны пунктирными стрелками.
На рисунке 3 представлена схема обработки древесного материала фрезерованием в процессе работы отдельного режущего элемента.
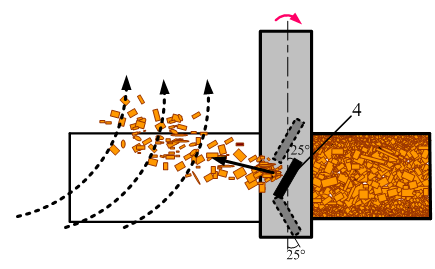
Рисунок 3 – Схема обработки древесного материала фрезерованием в процессе работы отдельного режущего элемента
Отдельный режущий элемент 4 имеет угол наклона 25° вверх к оси фрезы. Отдельный режущий элемент обрабатывает среднюю, более рыхлую часть древесного материала и обеспечивает выход стружки с хвостовой фрезы менее плотным потоком частиц вверх, в сторону воздухозаборника, что благоприятно с точки зрения аспирации.
Таким образом, благодаря рассеянию кинетической энергии аспирируемых частиц за счет формирования пересекающихся потоков стружки от более плотных пластей древесного материала, а также направления стружки в сторону воздухозаборника от менее плотной средней части древесного материала достигается повышение эффективности и сокращение энергетических затрат на аспирацию.
Применение разработанной фрезы наиболее эффективно в сочетании со стружкоприемником, в котором обеспечивается рациональная организация аспирирующих воздушных потоков через зону обработки [3].
Список литературы
1. Сленьгис, М.- обработка ламинированных ДСтП / М.-. – Рига : Лат. НИИНТИ, 1982. – 40 c.
2. Рудак, процесса движения элемента стружки в стружечной канавке фрезы при обработке плитных древесных материалов / [и др.] // Вес. ГГТУ им. . – 2013. – №1. – С. 3–12.
3. Рудак, систем аспирации в деревообработке / П. В. Рудак, О. Г. Рудак, А. Балтрушайтис, Г. Кятуракис // Энергоэффективность. – 2013. – №6. – С. 24–27.
