

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
 . (1)
. (1)
 Средняя величина относительного расхождения экспериментальных и расчетных данных для формулы (1) составляет 0,61 %.
Средняя величина относительного расхождения экспериментальных и расчетных данных для формулы (1) составляет 0,61 %.
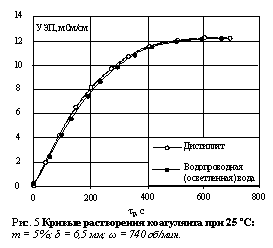
Для оценки применимости предложенной методики в промышленных условиях проведена серия дублирующих опытов (рис. 5). В этих опытах в качестве растворителя использовались дистиллят и водопроводная вода г. Иваново, которая по показателям качества соответствует осветленной воде ТЭС.
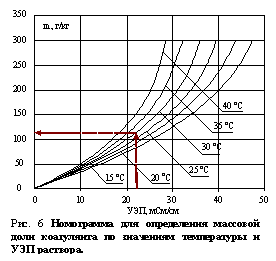 Для оперативной оценки массовой доли коагулянта в растворе по (1) составлена номограмма (рис. 6), на которой показан пример определения массовой доли сульфата алюминия при температуре раствора 30 оС и удельной электропроводности 22,5 мСм/см.
Для оперативной оценки массовой доли коагулянта в растворе по (1) составлена номограмма (рис. 6), на которой показан пример определения массовой доли сульфата алюминия при температуре раствора 30 оС и удельной электропроводности 22,5 мСм/см.
Результаты оценки объемов растворно-расходных баков на основе полученных данных по кинетике растворения использованы при разработке проектов компактных схем и реагентных узлов коагулянтов для ВПУ ТЭЦ-ПВС и «Вологодской ТЭЦ». На этих же объектах принята к использованию методика контроля растворения коагулянта на основе кондуктометрического метода.
В третьей главе представлено математическое описание основных технологических процессов, участвующих в производстве гранулированного сульфата алюминия: гранулообразования в аппарате барабанного типа, разделения ретура на грохоте, классификации в гравитационном сепараторе, измельчения материала в дробилке ударного действия, а также перемещения ретура в бункере и на транспортерных лентах.
Для описания процесса гранулирования разработана математическая модель, в которой весь процесс укрупнения гранул разбит на три стадии. На первой стадии происходит увеличение размера гранул за счет обволакивания частиц насыщенным раствором коагулянта. При этом предполагается, что плав распределяется между классами крупности пропорционально суммарной поверхности классов. Размер частиц после обволакивания становится равным:
 . (2)
. (2)
На втором этапе гранулообразования происходит агломерация частиц за счет объединения смоченных частиц друг с другом. Для описания этого процесса использовано уравнение кинетики агломерации в виде:
 , (3)
, (3)
где A(δ) – селективная функция агломерации, H(ξ,δ) – распределительная функция.
В качестве селективной функции агломерации, характеризующей вероятность объединения частицы δ с частицами других классов, использовано выражение:
![]() . (4)
. (4)
Распределительная функция H(δ,λ), определяющая долю частиц начальным размером d переходящих в агломераты крупнее l, с учетом (4) имеет вид:
 . (5)
. (5)
Камера грануляции в барабане представлена в виде ячейки идеального вытеснения, в которой независимо от производительности подачи ретура и плава, всегда находится одно и то же количество материала Gбар. В этом случае все частицы, независимо от их размера, будут находиться в камере в течение времени:
 . (6)
. (6)
Уравнение (3) с учетом (4) и (5) принимает вид:
![]() . (7)
. (7)
Согласно принятой модели идеального вытеснения, интегрирование уравнения (9) производится от t = 0 до t = tбар.
После агломерации наступает третья часть процесса, в которой гранулы поступают в камеру охлаждения гранулятора, где происходят их кристаллизация и стабилизация структуры. В камере охлаждения материал не изменяет дисперсного состава. Время его нахождения в этой части гранулятора:
 , (8)
, (8)
где Lохл – длина камеры охлаждения; wохл – скорость перемещения материала вдоль камеры.
 Параметрами идентификации предложенной модели укрупнения частиц в барабанном грануляторе являются коэффициенты μ, ω, и параметры Lохл и wохл. Для существующего аппарата Lохл = 2,4 м, wохл = 0,2 м/с. Коэффициенты m = 0,411 (мм×с)-1 и w = -1,5 определены из условий минимизации суммы квадратов отклонений расчетных данных и результатов промышленных испытаний барабанного гранулятора (рис. 7).
Параметрами идентификации предложенной модели укрупнения частиц в барабанном грануляторе являются коэффициенты μ, ω, и параметры Lохл и wохл. Для существующего аппарата Lохл = 2,4 м, wохл = 0,2 м/с. Коэффициенты m = 0,411 (мм×с)-1 и w = -1,5 определены из условий минимизации суммы квадратов отклонений расчетных данных и результатов промышленных испытаний барабанного гранулятора (рис. 7).
Для описания классификации гранул коагулянта в гравитационном сепараторе и на грохоте использована кривая разделения j(d), характеризующая вероятность выделения частиц размером d в мелкий (кривая парциальных выносов) продукт классификации. В качестве функции разделения для гравитационного сепаратора использована зависимость:
 , (9)
, (9)
где dгр - граничный размер разделения, соответствующий размеру частиц, обладающих равной вероятностью выделения в мелкий и крупный продукты разделения: φ(δгр)=0,5; ks – параметр, характеризующий эффективность разделения классификатора. Параметром идентификации конструкции сепаратора является коэффициент ks, а в виде режимного параметра выступает граничный размер разделения dгр.
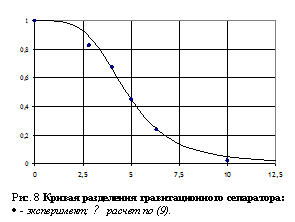 Для проверки обоснованности применения зависимости (9) для аппроксимации кривой разделения и оценки эффективности гравитационного сепаратора при классификации зерен коагулянта на стендовой установке ИГЭУ была проведена серия опытов, в которой менялись настройка режима работы (dгр) и дисперсный состав исходного материала.
Для проверки обоснованности применения зависимости (9) для аппроксимации кривой разделения и оценки эффективности гравитационного сепаратора при классификации зерен коагулянта на стендовой установке ИГЭУ была проведена серия опытов, в которой менялись настройка режима работы (dгр) и дисперсный состав исходного материала.
По результатам произведенных опытов показано, что зависимость (9) удовлетворительно описывает экспериментальные данные (рис. 8). При изменении dгр от 0,8 до 4 мм, величина ks изменяется незначительно и составляет от 2,5 до 2,7.
Математическое описание процесса грохочения основано на аналогичных с гравитационной классификацией уравнениях. Для расчета кривой разделения одной просеивающей поверхности грохота использована зависимость:
 (10)
(10)
где δс – размер ячейки сита грохота; kg – коэффициент, зависящий от конструкции и условий работы грохота.
Для определения коэффициента эффективности грохочения (kg) использованы данные по средней эффективности грохочения вибрационных грохотов и аналитическое выражение для расчета кпд грохочения:
![]() . (11)
. (11)
Средняя величина эффективности классификации на вибрационном грохоте, установленном в технологической линии , с учетом анализа эффективности процесса грохочения аналогичных аппаратов принята равной 80 %, откуда, согласно (11), kg = 4.
Математическое описание измельчения материала в молотковой дробилке основано на использовании уравнения порционного измельчения:
![]() , (12)
, (12)
где S(δ) – селективная, В(ξ,δ) – распределительная функции измельчения. Селективная функция представлена в виде:
![]() . (13)
. (13)
Для расчета распределительной функции использовано выражение, соответствующее линейному распределению частиц по размерам:
![]() . (14)
. (14)
При этом предполагается, что за один проход через дробилку материал подвергается нескольким эквиваленвным нагружениям с селекивной и распределительной функциями в виде (13) и (14) соответственно. В этом случае выражение (12) принимает вид:
![]() , (15)
, (15)
где k =1, 2, …,ne; ne – количество эквивалентных нагружений.
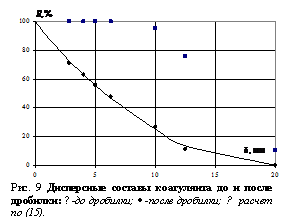 Параметрами идентификации математической модели измельчения в молотковой дробилке являются коэффициенты a и b, а также количество эквивалентных нагружений ne. Для их определения на Ухоловском заводе «Строммашина» проведены стендовые исследования по разрушению гранул сульфата алюминия в однороторной дробилке типа СМД-112А. По результатам испытаний ne = 2; a = 0,128; b = 0,60. Данные ситового анализа дробленого коагулянта и результаты расчета по (15) представлены на рис. 9.
Параметрами идентификации математической модели измельчения в молотковой дробилке являются коэффициенты a и b, а также количество эквивалентных нагружений ne. Для их определения на Ухоловском заводе «Строммашина» проведены стендовые исследования по разрушению гранул сульфата алюминия в однороторной дробилке типа СМД-112А. По результатам испытаний ne = 2; a = 0,128; b = 0,60. Данные ситового анализа дробленого коагулянта и результаты расчета по (15) представлены на рис. 9.
Для осаждения материала в бункере ретура предложена математическая модель формирования дисперсного состава в бункере, учитывающая динамическое изменение характеристик выгружаемого материала в зависимости от наличия рециклов в схеме, расхода и гранулометрического состава поступающей в бункер среды, количества материала в бункере и расхода выгрузки. Модель основана на дискретном представлении процесса, в котором осаждение материала осуществляется поступательно от верхнего слоя к нижнему.
Для расчета транспортного запаздывания при перемещении материала на ленточном или цепном транспортере использована ячеечная модель, аналогичная по структуре модели идеального вытеснения. Движение дисперсной среды представлено в виде поступательного перемещения ретура из первой ячейки во вторую, из второй в третью и так далее до последней ячейки. В качестве параметра идентификации этой модели используется время нахождения материала на транспортерной ленте, которое зависит от линейной скорости перемещения ленты и её длины.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 |
