
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Лекция 1
Фотоэлектрические преобразователи или солнечные элементы
Фотоэлектрические преобразователи или солнечные элементы (solar cells) - это полупроводниковые изделия, которые преобразует солнечное излучение в электрический ток. Существуют различные технологии изготовления солнечных элементов, конструкция которых отличается как физическими принципами преобразования солнечного излучения в электрический ток, так и менее существенными деталями. Наиболее эффективными, с энергетической точки зрения, устройствами для превращения солнечной энергии в электрическую являются полупроводниковые фотоэлектрические преобразователи (ФЭП), поскольку это прямой, одноступенчатый переход энергии. Сегодня на рынке коммерческих систем наземного применения наиболее заметны кристаллические кремниевые (около 80-85% мирового рынка) и тонкопленочные солнечные элементы (около 10% рынка). Далее мы поговорим о производстве кристаллических кремниевых фотопреобразователей, которые являются ключевым компонентом солнечных батарей.

Химическая обработка
Самой важной и дорогой частью любого солнечного элемента является кремниевая пластина. Она может быть как монокристаллической, так и мультикристаллической. Из названия понятно, что монокремниевая пластина представляет собой один кристалл, из которого, например, путем проволочной резки получают кремниевые пластины необходимой толщины и размера. Обычно монокремний выращивают в виде круглых слитков, из которых потом вырезают так называемые псевдоквадратные пластины. Эта форма обеспечивает максимальное использование кремния из круглого слитка и, в тоже время, наиболее плотное заполнение поверхности будущего солнечного модуля (солнечной батареи). Мультикремниевые пластины же представляют собой правильные квадраты заданного размера и толщины.

Так как любая пластина имеет поверхность, поврежденную при резке слитков на наноуровне, то этот нарушенный слой необходимо убрать. Если просто снять несколько микрон при помощи химического травления, то поверхность пластины окажется гладкой, и будет отражать существенную часть падающего на нее излучения. Так как для получения более эффективных солнечных элементов важно преобразовать в электричество как можно больше солнечного света, то поверхность стараются сделать неровной на микроуровне. Для монокремниевых пластин такая операция называется текстурированием.
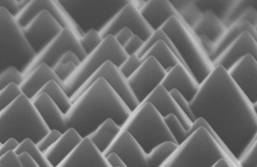
Текстурированная поверхность представляет собой множество на первый взгляд хаотично расположенных микропирамид. Излучение, попадая на поверхность пирамиды, отражается под тем же углом и в большинстве случаев попадает на грань соседней пирамидки. При этом, только за счет создания текстурированной поверхности удается снизить коэффициент отражения кремния с 35% до 11%.
Для решения обоих рассмотренных задач (удаление нарушенного слоя и формирование текстуры на поверхности пластин) применяется химическая обработка пластин. Состав растворов, температуры и длительности обработок зависят от типа обрабатываемых пластин, состояния их поверхности перед обработкой, дальнейших технологических операций и многих других факторов. Обычно, для монокремниевых пластин применяют травление в щелочных растворах и одну или несколько кислотных обработок. При этом главное - не переусердствовать, так как в погоне за равномерной текстурой поверхности можно существенно снизить толщину пластин. А это приведет в итоге к повышенному их бою на последующих операциях и, как следствие, к снижению процента выхода годных изделий.
В конце, после проведения всех необходимых операций, пластины промываются в воде и сушатся. Это тоже очень важные операции. Так, например, от качества сушки очень сильно зависят параметры диффузионного слоя, создаваемого на следующей операции.
p-n переход.солнечного элемента
Ключевым элементом конструкции кристаллических кремниевых ФЭП является p-n переход. Что же это такое? Дело в том, что полупроводник в зависимости от типа своей проводимости может быть или n-типа (электронная проводимость), или p-типа (дырочная проводимость). При этом, если в пластине одного типа создать слой другого типа, то место контакта этих областей и будет являться p-n переходом. Вообще p-n переход – это одно из ключевых понятий твердотельной микроэлектроники. С использованием физических эффектов, происходящих в нем или около него, работают такие всем известные изделия как диоды, транзисторы и многие другие более сложные микросхемы.
Одним из главных свойств p-n перехода является его способность быть энергетическим барьером для носителей тока, т. е. пропускать их в только в одном направлении. Именно на этом эффекте и базируется генерация электрического тока в солнечных элементах. Излучение, попадающее на поверхность элемента, генерирует в объеме полупроводника носители заряда с разным знаком - электроны (n) и дырки (p). Благодаря своим свойствам p-n переход «разделяет» их, пропуская каждый тип только на "свою" половину, и хаотически двигающиеся в объеме элемента носители заряда оказываются по разные стороны барьера, после чего могут быть переданы во внешнюю цепь для создания напряжения на нагрузке, подключенной к солнечному элементу.
Конечно, такое описание несколько упрощено, но даже оно показывает, что без p-n перехода фактически невозможно преобразовать солнечное излучение в электрический ток (напомню, что речь идет о классических наземных солнечных элементах; в действительности существуют и более экзотические фотопреобразователи, конструкция которых не предполагает наличия p-n перехода). Так каким же образом можно сформировать p-n переход?
Как мы уже знаем, вначале исходные пластины подвергаются нескольким этапам химической обработки, благодаря чему их поверхность приобретает необходимую нам структуру и степень чистоты. Обычно в производстве солнечных элементов используются исходные пластины с проводимостью p-типа. Для этого кремний еще на этапе выращивания слитков легируют соответствующими примесями, например, бором. Поэтому для создания в нем n-слоя необходимо в одну из поверхностей элемента внедрить другую примесь, которая скомпенсирует действие бора и насытит полупроводник носителями заряда n-типа. Это можно сделать, введя в кремний фосфор или другую подходящую примесь из соответствующей части таблицы Менделеева.
Одним из наиболее традиционных и экономически обоснованным способом насыщения кремния фосфором является диффузия, т. е. процесс при котором фосфор под действием высоких температур проникает в полупроводник. Традиционно диффузию фосфора проводят в трубчатых или конвейерных печах при температурах около 800 С. В первом случае пластины помещают в кварцевые кассеты, а трубу печи заполняют парами вещества, содержащего фосфор. Регулируя время нахождения пластин в реакторе, температуру и потоки газов внутри него, технологи получают p-n переход с необходимыми им свойствами. Во втором случае фосфорсодержащее вещество наносят распылением на поверхность пластин, лежащих на ленте конвейерной печи. После этого пластины при помощи конвейера передвигаются в следующую зону, где также подвергаются высокотемпературной обработке.
В результате проведения диффузии фосфора на поверхности и торцах кремниевой пластины толщиной около 200 мкм формируется слой n-типа, проникающий на глубину всего около 0,5 мкм. Т. е. p-n переход залегает у самой поверхности солнечного элемента. Это сделано для того, чтобы носители заряда различных знаков, сгенерированные под действием излучения, как можно скорее попали в зону влияния p-n перехода, иначе они просто вновь встретятся друг с другом и таким образом скомпенсируются, так и не дав никакого вклада в генерацию электрического тока.
Плазмохимическое травление
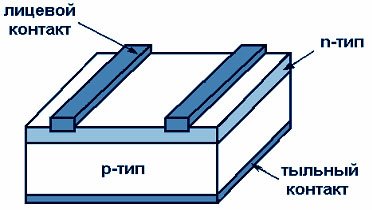
Конструкция солнечного элемента предполагает наличие p-n перехода вблизи от одной из его поверхностей, которая называется лицевой или рабочей стороной. Другая же поверхность называется тыльной. Обычно на лицевой поверхности располагается токосъемная решетка, а на тыльной – сплошной контакт. Так как n-слой, сформированный при помощи диффузии, сильно насыщен примесями, то он хорошо проводит электрический ток. Во время диффузии этот слой образуется не только на лицевой стороне пластины, но и на ее торцах и даже по периметру тыльной поверхности. При этом имеет место электрическое замыкание между лицевым и тыльным токосъемными контактами.
Обычно такую проблему решают путем физического его удаления с торцов пластин. Сделать это можно механически, лазером, химическим или плазмохимическим травлением. Не вдаваясь пока в анализ преимуществ и недостатков каждого из указанных методов скажу, что одним из наиболее рациональных из них все-таки является плазмохимическое травление (сокращенно - ПХТ). Операция ПХТ представляет собой обработку в плазме стопки плотно прижатых друг к другу кремниевых пластин. Процесс удаления кремния зависит от многих параметров, среди которых - длительность обработки, состав плазмы, направление потоков ионов в реакторе, место расположения и плотность прилегания пластин, размер стопки и другие.
При отклонении от оптимальных режимов возможно два противоположных результата:
· n-слой на торцах пластин не удаляется, что проводит к замыканию солнечного элемента по торцам после формирования контактов;
· n-слой удаляется не только на торцах пластины, но и по периметру лицевой и тыльной поверхностей, т. е. замыкание возникает в месте контакта областей с различным типом проводимости на его лицевой стороне.
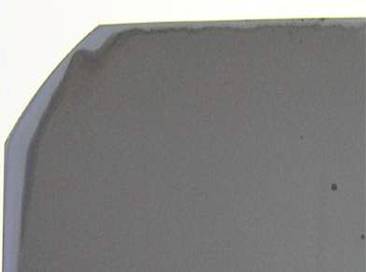
Фрагмент монокремниевой пластины с затравами на лицевой поверхности после ПХТ выглядит следующим образом:
В первом случае проблему можно решить, контролируя тип проводимости на торцах обработанных пластин и отправляя их при необходимости на повторное ПХТ. Второй случай несколько сложнее - испорченная по электрическим параметрам и внешнему виду лицевая поверхность требует полного стравливания n-слоя и только после этого может быть снова отправлена на начальные технологические операции. При этом повторное текстурирование приводит к уменьшению ее толщины, т. е. возрастает бой пластин на последующих операциях. Дополнительные обработки и пониженный выход годных изделий приводят к увеличению затрат и существенно ухудшают экономику.
Антиотражающее покрытие
При помощи текстуры отражение от поверхности пластины снижается в среднем с 35% до 11%. Это означает, что десятая часть излучения, падающего на поверхность солнечного элемента, все еще будет отражаться обратно и не сможет участвовать в процессе генерации электрического тока. С целью еще большего уменьшения этих потерь, классифицируемых как оптические, на следующей технологической операции на рабочую поверхность солнечных элементов наносится так называемое антиотражающее покрытие (АОП). Опираясь на законы оптики, инженеры подбирают толщину и коэффициент преломления покрытия так, что удается уменьшить отражение до 1-2%. А это уже очень хороший показатель.

Сегодня существует огромное множество различных типов антиотражающих покрытий, которые наносятся несколькими различными методами (APCVD, LPCVD, PECVD и т. п.). На практике в качестве АОП для кремниевых солнечных элементов чаще всего используются пленки оксида титана или нитрида кремния, причем последней все чаще отдается предпочтение. Нитрид кремния обычно наносится методом PECVD, т. е. путем ускоренного плазмой химического напыления из газовой фазы, в специальных трубчатых печах.

Процесс PECVD предполагает, что химический реактив, попадая в зону реактора, распадается под влиянием плазмы и температуры на отдельные элементы, которые затем оседают на поверхность пластины и вступают в химическую реакцию. В результате на лицевой поверхности пластины «выращивается» тончайшая пленка нитрида кремния, которая обладает требуемыми свойствами. Ее толщина составляет около 70 нм, что намного меньше размеров микропирамид текстуры и позволяет добиться эффекта антиотражения независимо от структуры рельефа поверхности.
Этот метод обеспечивает очень хорошую равномерность покрытия. Оценить толщину АОП можно достаточно легко даже на глаз. Оптика такова, что чем неравномернее толщина, тем сильнее изменяется окраска поверхности пластины. Этот же эффект можно наблюдать глядя на разлитый в луже бензин – пленка переливается всеми цветами радуги, давая понять как меняется ее толщина. Другие известные методы нанесения АОП зачастую требуют предварительного нанесения раствора на поверхность пластины, которое невозможно выполнить равномерно (вещество будет скапливаться в «ущельях» между микропирамидами и не будет задерживаться на их вершинах). Это также сказывается в итоге на внешнем виде солнечного элемента и ухудшает его параметры.
После нанесения АОП пластина кремния поглощает большую часть солнечного излучения, падающего на ее поверхность. Причем толщина покрытия оптимизирована таким образом, чтобы наиболее эффективно работать в наиболее эффективном диапазоне спектра. Немного позже я планирую посвятить отдельную публикацию этому вопросу, а сейчас скажу только, что это синяя часть спектра. Именно из-за этого все солнечные элементы имеют красивый и глубокий темно-синий цвет.
После нанесения АОП солнечный элемент практически готов. Под действием излучения внутри прибора уже происходит генерация носителей заряда, которые затем разделяются p-n переходом и почти готовы к дальнейшему использованию. Но их нужно передать в цепь нагрузки, а для этого необходимо сформировать контакты на поверхности солнечного элемента.
Лицевая контактная металлизация
Лицевая поверхность служит в первую очередь для максимального поглощения излучения, падающего на нее, чем и определяются технические требования к контактной металлизации. Именно по этой причине контакт, расположенный на рабочей стороне солнечного элемента, выполняется в виде решетки, обычно состоящей из 2-3 широких контактных площадок и нескольких десятков тонких токособирающих линий, расположенных перпендикулярно к широким.
При выборе дизайна лицевого контакта инженерам приходится решать две противоположные задачи. Во-первых, для снижения оптических потерь, вызванных затенением рабочей поверхности металлом, они стараются выполнить линии решетки как можно более тонкими и расположить их как можно дальше друг от друга. Во-вторых, так как поверхность элемента имеет определенное электрическое сопротивление (определяется режимами формирования p-n перехода при помощи диффузии), то при очень большом расстоянии между элементами контактной решетки часть носителей заряда просто не успевает достигать контакта и рекомбинирует внутри полупроводникового материала. Поэтому для снижения электрических потерь при заданном поверхностном сопротивлении пластины расстояние между линиями контактной решетки не может превышать определенного значения. Тоже самое касается и ширины линий – чем тоньше линия, тем лучше для оптики, но тем меньший ток сможет провести такой контакт. Плюс сам способ формирования металлизации имеет свои ограничения по минимальной ширине линий. Так, например, контакт шириной 125 мкм сделать достаточно просто и недорого, а контакт шириной 80 мкм – это уже удел лабораторий и энтузиастов.
Обычно для снижения стоимости солнечного элемента контактная металлизация наносится методом трафаретной печати или как ее еще называют – шелкографии. Суть этого метода состоит в том, что при помощи так называемого ракеля (если очень просто, то резинового бруска) через мелкую сетку трафарета продавливается паста, в состав которой входят металлические шарики, флюс и различные связывающие добавки. На сетке предварительно сформирован рисунок, задающий места, в которых паста должна быть нанесена на пластину, а в которых – нет. После этого паста подсушивается, и пластина поступает в печь вжигания, где при температуре более 800 градусов металл впекается в поверхность солнечного элемента.

Так как паста содержит достаточно твердые компоненты, то для увеличения стойкости при производстве солнечных элементов применяются трафареты, выполненные на металлических сетках. Ширина тонких линий контактной металлизации выдвигает требования к параметрам сита, в котором обычно бывает от 165 до 325 отверстий на каждый дюйм. Это позволяет получать в итоге контакты шириной 125 мкм, расположенные в необходимом месте с точностью позиционирование не хуже 10 мкм. Более детально метод трафаретной печати и собственно трафареты я планирую рассмотреть немного позже.
Для формирования лицевой металлизации солнечных элементов сегодня используются сложные по составу серебросодержащие пасты. Тип пасты и ее свойства являются очень важными для получения хороших параметров готового изделия. По моим оценкам за несколько лет только благодаря техническим улучшениям паст, производителям удалось поднять КПД солнечных элементов на 1-1,5%. А с учетом того, что КПД обычного кремниевого наземного элемента в настоящее время лежит в пределах 15-17%, то такая добавка является более чем существенной.
Кроме рассмотренных выше проблем, возникающих при формировании лицевой контактной металлизации, я не могу не коснуться еще одного важного момента. Как мы говорили выше, p-n переход залегает на глубине всего около 0,5 мкм. При вжигании серебряной пасты металл должен как можно сильнее войти в n-слой кремния, но при этом не достичь p-слоя. Иначе будет иметь место электрический контакт между двумя типами полупроводника и солнечный элемент окажется короткозамкнутым. Такое требование очень усложняет задачу вжигания пасты, которая должна проникнуть в пластину с поистине ювелирной точностью. Для этого температурную обработку проводят в специальных высокоскоростных печах, обеспечивающих пиковое воздействие на пластину в течение времени около 10-15 секунд.
Конечно, многие производители по старинке пользуются медленными конвейерными печами, в которых пластины находятся в зоне вжигания около 3 минут, и тоже получают приемлемые параметры изделий. Но переход на использование высокоскоростных печей позволяет увеличить КПД солнечного элемента еще как минимум на 0,5%. А это уже значительный выигрыш по суммарной мощности продукции, выпускаемой в год.![]()
Тыльная металлизация
В отличие от лицевой металлизации, выполняющей только функцию контакта, тыльная металлизация решает еще одну задачу. Обычно на тыльной поверхности солнечного элемента наносится не один, а целых два типа металла. Один из них представляет собой сплошной слой алюминия, покрывающего практически всю площадь за исключением нескольких отверстий. А уже в этих отверстиях сформирована знакомая нам серебряная металлизация, выполняющая функцию контакта. 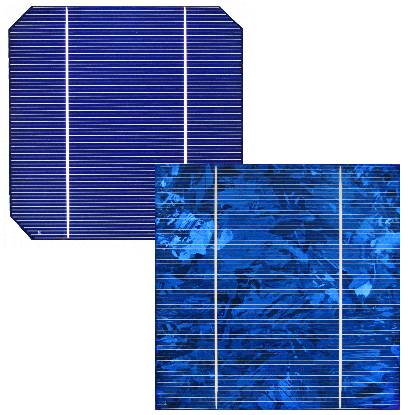
Зачем нужен алюминиевый слой? Дело в том, что он служит своеобразным зеркалом для носителей заряда. Но зеркалом не оптическим, а энергетическим. Как известно, электроны и дырки в полупроводниках имеют свойство рекомбинировать, т. е. переходить из свободного состояния в связанное. Рекомбинация имеет место, например, если в одной точке встречаются два заряда с разными знаками. Одним из крайних случаев является так называемая поверхностная рекомбинация т. к. любая поверхность представляет собой множество оборванных связей кристаллической решетки – «ловушек» для свободных носителей заряда. Именно для того, чтобы снизить влияние этого типа рекомбинации в солнечных элементах при помощи алюминиевой металлизации формируется так называемое BSF (back side field) – тыльное поле, "отзеркаливающее" носители заряда, которые еще не успели дать вклад в генерацию тока.
Слой алюминия на тыльной стороне позволяет получить от солнечного элемента на несколько десятков мВ большее напряжение, чем это было бы без него. Т. е. в случае 24 В солнечной батареи эта добавка составляет как минимум 0,5 В, что соответствует где-то 2% увеличению мощности. Вот так по каплям инженеры и повышают КПД солнечной батареи, делая ее более эффективной.
Как серебросодержащий контакт, так и сплошной алюминиевый слой на тыльной стороне солнечного элемента формируются все тем же способом трафаретной печати. Изменяется только рисунок трафарета и некоторые параметры используемой в нем сетки. Например, из-за размера частиц алюминия в пасте приходится использовать сетки с более крупными ячейками по сравнению с сетками для нанесения серебряных паст. Также отличается натяжение сетки и некоторые другие параметры процесса. После нанесения каждого слоя пасты его сушат в специальных печах, и только после нанесения всех трех слоев (1 на лицевой и 2 на тыльной стороне) пластина передается на вжигание.

В целом процесс трафаретной печати является очень капризным и требует опыта от всех участников – инженеров, наладчиков и операторов. Так, например, вязкость и другие свойства паст очень сильно зависят от температуры и влажности воздуха в цехе, наличия сквозняков и т. п. Изменение температуры в помещении даже на 2-4 градуса требует трудоемкой перенастройки всего процесса. Также на результат влияют срок и условия хранения паст, состояние ракеля, настройки принтера и даже характеристики воздуха, подаваемого в печь вжигания. Особенно трудно совместить все эти параметры из-за того, что формирование металлизации – это последняя операция и пластины уже собрали все отклонения от предыдущих операций. Т. е. все размеры и прочие параметры пластин отличаются в партии намного сильнее, чем на первых операциях, и настроится на оптимум поэтому намного сложнее. Но все усилия стоят этого, так как на выходе мы получаем готовый солнечный элемент, который остается в дальнейшем только измерить, рассортировать по параметрам и упаковать.
Тестирование
Очевидно, что любое промышленное изделие перед отправкой потребителю необходимо тщательно проверить и измерить его параметры. Не избежать этой процедуры и при производстве солнечных элементов.
Нас как потребителей в первую очередь интересует вопрос «А сколько именно электроэнергии можно получить при помощи одного / десяти / ста солнечных элементов?». Но однозначного ответа нет. Солнечный элемент просто преобразует солнечное излучение в электричество, а освещенность сильно изменяется в зависимости от места, времени суток, времени года, наличия облаков и т. п. Поэтому, чтобы можно было корректно сравнить между собой различные изделия необходимо стандартизировать условия измерения их параметров.
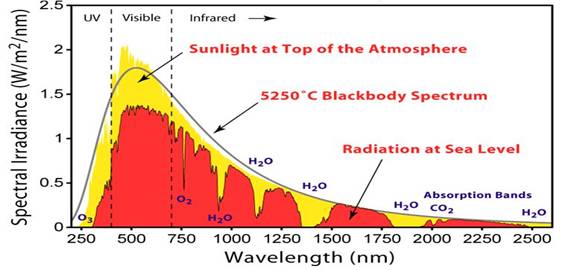
В первую очередь солнечное излучение характеризуется таким параметром, как интенсивность, т. е. мощность, падающая на поверхность определенной площади. Этот параметр отличается в различных регионах Земли, причем максимальная интенсивность солнечного излучения на нашей планете превышает 1300 Вт на кв. метр, но для удобства при измерениях принимают стандартное значение на уровне 1 кВт/кв. м.
Другим важным параметром является распределение солнечного излучения по длинам волн, т. е. спектральный состав света. Для его характеристики введено понятие «воздушной массы» (AM – Air Mass): так спектральный состав излучения с воздушной массой АМ0 соответствует спектру солнечного света за пределами атмосферы Земли; АМ1 соответствует излучению на поверхности Земли при условии, что Солнце находится строго над точкой наблюдения, т. е. лучи света прошли сквозь 1 атмосферу; при измерениях стандартом является АМ1,5, соответствующий солнечному излучению, которое прошло 1,5 атмосферы.
Последним условием проведения стандартных измерений параметров солнечных элементов является температура. Дело в том, что характеристики этого изделия несколько ухудшаются при повышении температуры, поэтому очень важно, чтобы она не изменялась при проведении измерений. Стандартно принято, что тестирование проводится при 25 градусах по Цельсию
Во время тестирования солнечного элемента промеряется множество параметров, среди которых ток короткого замыкания, напряжение холостого хода, максимальная мощность и коэффициент полезного действия (КПД). На вопрос, который поставлен вначале этой заметки дает ответ параметр максимальной мощности солнечного элемента, а КПД показывает какая часть падающей мощности приведет к появлению электрической мощности на нагрузке.
Для проведения измерений параметров солнечных элементов используются тестеры или тестеры/сортировщики. Они бывают как импульсными, так и с облучением непрерывного действия. Импульсные тестеры интересны тем, что во время практически мгновенного измерения элемент не успевает нагреться и погрешность ниже. Также тестеры отличаются по типу ламп, что влияет на спектральный состав излучения.
Обычно тестер содержит эталонный солнечный элемент и встроенный компьютер, который пересчитывает измеренные параметры и приводит их к стандартным условиям измерения. На первый взгляд кажется, что измерение является довольно простой задачей - необходимо просто изменять напряжение и измерять соответствующие токи. Однако в действительности необходимо учитывать ряд дополнительных факторов, среди которых наиболее важными являются следующие:
· Так как генерируемый элементом ток прямо пропорционален освещенность, то она должна быть точно известна и постоянна.
· Необходимо добиться высокой однородности света на поверхности тестируемого элемента.
· Спектральное распределение освещенности должно быть как можно более близким к спектральному распределению естественного света.
· Необходимо точно знать температуру измеряемого элемента.
· Необходимо исключить любое падение напряжения на контактах и в цепи, которое вносит дополнительные ошибки в измерения.
Для обеспечения однородности излучения существуют два наиболее распространенных способа: использовать специальную оптику с отражающими и рассеивающими элементами или же применять точечный источник излучения. В первом варианте необходимо часто контролировать и настраивать оборудования, а также компенсировать влияние рефлектора и других оптических элементов на спектральное распределение с помощью дополнительной фильтрации, что приводит к большим трудностям в использовании. Во втором варианте требуемая однородность достигается разнесением источника и тестируемого образа на значительное расстояние. Наиболее распространенными в промышленности являются импульсные тестеры с ксеноновой лампой.
Итак, выше были изложены основы традиционной технологии, разработанной в Украине и внедренной в серийное производство. Это была, наверное наиболее распространенная технология создания кремниевых солнечных элементов с контактами, нанесенными методом трафаретной печати. Как может показаться, процесс производства фотоэлектрических преобразователей достаточно прост по сравнению с изделиями традиционной микроэлектроники. Но это только на первый взгляд. В действительности в технологии фотоэлементов существует огромное множество трудностей и подводных камней.
РаньшеПозже
