
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ УКРАИНЫ
ПРИАЗОВСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ

ТЕХНОЛОГИЯ ПЛАЗМЕННОГО ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ ИНСТРУМЕНТА И ДЕТАЛЕЙ МАШИН
ТЕХНОЛОГИЧЕСКОЕ ПРЕДЛОЖЕНИЕ
ТЕХНОЛОГИЧЕСКОЕ ПРЕДЛОЖЕНИЕ
1. Наименование: «Технология плазменного поверхностного упрочнения инструмента и деталей машин».
2. Ключевые слова: ПЛАЗМА, ПЛАЗМОТРОН, МЕТАЛЛОРЕЖУЩИЙ ИНСТРУМЕНТ, УПРОЧНЕНИЕ, ПОВЕРХНОСТЬ, ТРЕЩИНОСТОЙКОСТЬ, ТЕПЛОСТОЙКОСТЬ, ИСТОЧНИК НАГРЕВА.
3. Назначение: Повышение эксплуатационных свойств инструментальных сталей и сплавов.
4. Область применения: Черная металлургия, машиностроение, инструментальное производство.
5. Описание и основные технико-экономические показатели: Для повышения работоспособности инструмента в настоящее время основным способом упрочнения является объемная термическая обработка. При назначении оптимальных режимов закалки и отпуска достигаются требуемые (стандартные) значения эксплуатационных свойств инструментальных сталей и сплавов. Однако практически всегда термообработка на максимальную твердость и износостойкость приводит к резкому снижению вязкости и трещиностойкости и, в связи с этим, к преждевременному выходу из строя инструмента по причине хрупких разрушений.
Повышение эксплуатационных свойств инструментальных материалов возможно также при использовании способов поверхностного упрочнения - индукционной закалки, химико-термической обработки, нанесения покрытий.
Качественно новый уровень эксплуатационных свойств инструментальных материалов достигается при обработке высококонцентрированным источником нагрева (ВКИН) – плазменной струей.
Специализированное технологическое оборудование для плазменного поверхностного упрочнения в настоящее время промышленностью Украины и стран СНГ серийно не выпускается. Однако установку для плазменного упрочнения можно создать на базе существующих установок для плазменной сварки серии УПС, плазменной резки серии АПР, плазменного напыления и наплавки серии УПН, УПУ, "Киев-4", "Киев-7". Схема плазменного технологического комплекса представлена на рисунке 1.
Технологический процесс плазменного поверхностного упрочнения изделий в общем случае включает следующие операции:
1) подготовка изделия к упрочнению: предварительная объемная термическая обработка (закалка, отпуск), механическая обработка (шлифовка, заточка);
2) плазменное упрочнение;
3) контроль качества упрочнения (замеры твердости, механические испытания, металлографические исследования образцов – свидетелей);
4) окончательная термическая или механическая обработка.
Перспективность и экономическая эффективность плазменного упрочнения инструмента объясняется возможностью получения более высоких эксплуатационных свойств (твердости, теплостойкости, трещиностойкости) быстрорежущих сталей в сравнении с объемной термической обработкой и другими методами поверхностного упрочнения. При этом плазменное упрочнение эффективно как для инструмента, работающего при относительно низких скоростях резания (метчики, плашки, развертки, долбяки, прошивки, протяжки и т. п.), когда требуется, прежде всего, высокая износостойкость, так и для инструмента, работающего при высоких скоростях резания (токарные отрезные и фасонные резцы, дисковые и концевые фрезы), для которого необходима высокая теплостойкость и трещиностойкость.
При плазменной обработке инструмента вдоль режущей кромки за счет краевого эффекта благодаря наличию адиабатической границы упрочнению всегда подвергаются обе рабочие поверхности – и передняя, и задняя. Инструмент лучше воспринимает усилия резания и может подвергаться значительно большему количеству переточек до повторного упрочнения.
Кроме повышения стойкости режущего инструмента, плазменная обработка благоприятно влияет и на ряд качественных и экономических показателей механической обработки:
а) стандартный инструмент из быстрорежущей стали при эксплуатационном износе разупрочняется на глубину до 1 мм от края лунки износа, что требует удаления значительных объемов металла при переточках. Благодаря более высокой теплостойкости быстрорежущей стали в зоне плазменной закалки глубина разупрочненной зоны после эксплуатационного износа резцов не превышает 0,2 мм;
б) по данным промышленных предприятий, до 30...40 % инструмента преждевременно выходят из строя из-за микро - и макроразрушений: отколов, выкрашиваний, поломок. Плазменное упрочнение способствует повышению трещиностойкости быстрорежущей стали. При выполнении комплексного упрочнения по режимам, включающим финишный объемный отпуск, случаи разрушения упрочненного инструмента практически не наблюдаются;
в) металл упрочненной зоны с высокодисперсной структурой и высокой вязкостью разрушения не склонен к образованию шлифовочных трещин и разупрочнению при заточке и перешлифовке, что позволяет снизить припуски на шлифовку и тем самым увеличить экономию быстрорежущей стали;
г) при механической обработке мягких пластичных металлов упрочненным инструментом в значительно меньшей мере имеет место эффект налипания обрабатываемого материала на рабочие поверхности инструмента (образование т. н. нароста).
Плазменное поверхностное упрочнение эффективно для повышения свойств не только инструментальных сталей, а и спеченных твёрдых сплавов.
В целом, повышение эксплуатационных свойств быстрорежущих сталей и спеченных твердых сплавов и качественных показателей процесса резания способствуют также повышению стабильности стойкости упрочненного инструмента. Так, базовая стойкость резцов по данным промышленных предприятий обычно колеблется в пределах ±50 %, что связано с отклонениями от стандартных режимов объемной термообработки инструмента, нарушениями требований к заточке, неправильным выбором режимов резания, неудовлетворительным состоянием станочного парка. Применение плазменного упрочнения позволяет снизить разброс показателей стойкости инструмента до пределов ±20 %.
6. Иллюстрации:
Рисунок 1 - Схема плазменного технологического комплекса: 1 – плазмотрон; 2 – источник питания; 3 – механизм перемещения плазмотрона; 4 – система подачи плазмообразующего газа; 5 – система охлаждения; 6 – обрабатываемое изделие; 7 – механизм перемещения плазмотрона; 8 – система автоматического контроля
 а
а
 б
б
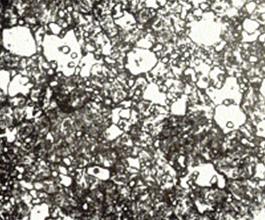
Рисунок 2 – Микроструктура быстрорежущей стали Р6М5 (х1000):
а – после стандартной объемной термической обработки; б – после плазменной обработки
|
|
а | б |
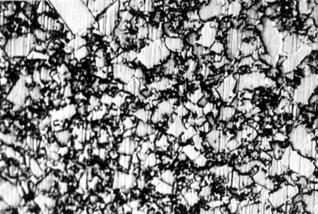
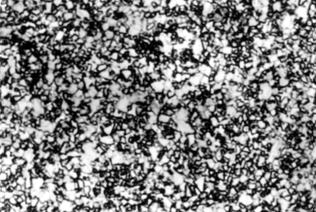
Рисунок 3 – Микроструктура спеченного твердого сплава ВК6 (х3000):
а – в исходном состоянии; б – после плазменной обработки
7. Сопоставление с аналогами и преимущества: Как показали проведенные исследования тепловых процессов, фазовых и структурных превращений, эксплуатационных свойств сталей и сплавов (твердости, трещиностойкости, износостойкости, теплостойкости), способ плазменного поверхностного упрочнения имеет ряд преимуществ по сравнению с известными методами:
- возможность получения на поверхности изделия упрочненного слоя глубиной до 5 мм при однократной или многократной обработке, как без оплавления поверхности, так и с оплавлением, что значительно превосходит такие способы, как лазерное и электронно-лучевое упрочнение, химико-термическую обработку, осаждение покрытий вакуумными и ионными методами;
- возможность получения в упрочненном слое скорости охлаждения порядка 105 °С/с и высокодисперсных закалочных структур с твердостью до HV 1100 на сталях и чугунах и до HV 1700 на спеченных твердых сплавах, что находится на уровне, достигаемом при лазерном и электронно-лучевом упрочнении и значительно превосходит такие способы, как закалку токами высокой частоты, объемную печную закалку;
- повышение износостойкости упрочненных материалов в 1,5…5 раз зависит от их химического состава, условий трения и технологии обработки;
- возможность использования в комплексе с объемной закалкой или восстановительной наплавкой при практически любом сочетании операций;
- возможность регулирования в широких пределах трещиностойкости упрочненных изделий при различных технологических вариантах упрочнения, а также при использовании совместно с предварительной наплавкой или печной термической обработкой;
- возможность локального упрочнения наиболее изнашиваемых участков рабочей поверхности изделий;
- сохранение требуемой шероховатости рабочей поверхности при упрочнении без оплавления;
высокие экономические показатели благодаря низкой стоимости, простоте и доступности оборудования, высокой производительности процесса;
- возможность замены дорогостоящих инструментальных материалов на менее легированные и дефицитные;
-. высокая культура производства, возможность автоматизации процесса обработки.
8. Потребители: Предприятия чёрной металлургии, машиностроения, станкоинструментального производства, пищевой промышленности и т. д.
9. География предполагаемого рынка: Украина, страны СНГ, Испания, Китай, Бразилия, США, Австрия, Италия, Германия, Франция, Англия, Япония и др.
10. Правовая охрана: Патент Российской федерации № 000 "Плазмотрон", 26/04/1993; патент Украины № 000 "Способ упрочнения лезвийного металлорежущего инструмента", 16/05/2005.
11. Предлагаемые условия реализации технологического предложения: Контракт.
12. Срок действия предложения: Не ограничен.
13. Контакты:
Телефон: (0629) 44-64-98
Факс: (0629) 52-99-24
Электронная почта: *****@***edu
