


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Федеральное агентство железнодорожного транспорта
Омский государственный университет путей сообщения
Кафедра «Автоматика и системы управления»
МОДЕЛИРОВАНИЕ ЭЛЕКТРОМЕХАНИЧЕСКОГО ОБЪЕКТА
АВТОМАТИЗИРОВАННОЙ СИСТЕМЫ УПРАВЛЕНИЯ
Отчет по преддипломной практике
Студент гр. 23 и _________ «__»________2017 г. Руководитель – доцент кафедры АиСУ __________ «__»________2017 г. |
Омск 2017
Содержание
Введение. 3
1 Технологический процесс и электромеханический объект управления. 3
1.1 Описание технологического процесса деревообработки. 3
1.1.1 Технологические основы обработки древесины.. 3
1.1.2 Характеристика деревообрабатывающих производств. 3
1.2 Технологический процесс деревообработки на лущильном станке. 3
1.2.1 Кинематика процесса лущения. 3
1.2.2 Общие сведения о лущильных станках. 3
Библиографический список. 3
Нужно взять с третьей лабы метод повышения порядка, рассмотреть его.
Сравнивать во 2 части 2 модели, по частям, по каждому блок.
Почему логичнее использовать 2 модель, а не первую и почему!
Введение
В последние годы появилось множество принципиально новых материалов практически для всех отраслей промышленности, но древесина и изделия из нее по-прежнему популярны. Особое место в строительстве, мебельном производстве занимают клееные материалы, изготавливающиеся на основе древесного шпона.
Слово шпон происходит от немецкого – Span, что означает щепка, стружка, подкладка. Шпон – это натуральный природный материал, представляющий собой тонкие листы определенной толщины, изготовленные из натуральной древесины различных пород. Шпон можно получить следующими способами: лущением (лущильный шпон), строганием (строганный шпон) или пилением (пиленный шпон).
В 1819 году в России был изобретен лущильный станок. Это послужило началом производства лущенного шпона. Три и более листа шпона, склеенные в плоский лист с взаимно перпендикулярным расположением волокон в смежных слоях, получили название фанеры.
Развитие производства шпона находится в прямой зависимости от темпов роста жилищного, промышленного и социально-культурного строительства. Ежегодно выпуск фанеры увеличивается в результате повышения производительности труда и совершенствования технологических процессов производства.
Все шире внедряется в фанерной промышленности научная организация труда. Разрабатывается автоматизированная система управления этой перспективной отраслью народного хозяйства страны.
2 Технологический процесс и электромеханический объект управления
2.1 Описание технологического процесса деревообработки
2.1.1 Технологические основы обработки древесины
Совокупность всех приемов и методов, применяемых для превращения исходного сырья и материалов в готовую продукцию, называется технологическим процессом. Технологический процесс обработки может быть разделен на операции.
Операция – это элементарная часть технологического процесса, выполняемая на одном станке или на одном рабочем месте. На отдельных линиях и станках можно выполнять несколько операций. При обработке на станках встречаются следующие элементы выполняемой операции: переход, проход, установка и позиция.
Переход – прием работы, когда обработка поверхности осуществляется одним или несколькими одновременно работающими инструментами при неизменном режиме работы станка.
Проход – прием работы, связанный со снятием одного слоя древесины при неизменности инструмента, поверхности обработки и режима обработки.
Установка – прием работы, выполняемый с целью придания заготовке заданного положения и закрепления ее в станке. Позиция – это каждое из отдельных положений детали относительно станка и режущего инструмента.
Технологический процесс обработки древесины на деревообрабатывающих станках включает:
1) Раскрой на черновые заготовки.
2) Механическую обработку черновых и чистовых заготовок.
3) Склеивание.
4) Сборку.
5) Отделку готового изделия.
Раскрой древесных материалов (пиломатериалов, фанеры, древесностружечных и древесноволокнистых плит) на черновые заготовки производят на круглопильных, ленточнопильных и форматных станках. Различают поперечный раскрой пиломатериалов для придания заготовкам размеров по длине (предварительная торцовка), продольный раскрой пиломатериалов на заготовки и форматную обработку (раскрой) плит. Станки при раскрое настраивают так, чтобы размеры черновой заготовки получались больше размеров детали на величину припуска. Припуск на обработку складывается из операционных припусков, которые будут в дальнейшем удалены при превращении заготовки в готовую деталь.
Установить правильную величину припуска на обработку – ответственная задача. Назначение чрезмерно больших припусков приводит к снижению полезного выхода заготовок. Полезный выход определяется отношением объема полученных заготовок к объему раскроенного материала и выражается в процентах. Назначение небольших припусков не обеспечивает удаления дефектных слоев материала и достижения требуемой точности или шероховатости обрабатываемых поверхностей. Величина припусков на механическую обработку древесины пиломатериалов и заготовок установлена ГОСТ 7307-75 «Детали из древесины и древесных материалов. Припуски на механическую обработку».
Механическая обработка черновых заготовок осуществляется ф цехах машинной обработки. Фугование заготовок из древесины, то есть создание базирующих поверхностей, у черновых заготовок – это первая операция механической обработки. Обработанные поверхности детали называют технологическими базами, которые используют в дальнейшем при выполнении последующих операций для правильного расположения ее относительно рабочих органов станка.
Склеивание древесины и древесных материалов из отдельных частей выполняют, чтобы придать поверхности изделия красивый внешний вид или получить требуемую прочность детали.
Перед склеивание сначала подготавливают детали, приготовляют клеевой раствор, наносят клей на древесину, сжимают склеиваемые детали и выдерживают их под давлением.
Склеивание массивной древесины и древесностружечных плит со шпоном называют облицовыванием. До облицовывания основу клееной детали (серединку) и облицовку (шпон) подготавливают.
Полосы шпона, получаемого строганием, обрезают в пачках по формату на гильотинных ножницах или фугуют по продольным кромкам на кромкофуговальных станках и подбирают по цвету и текстуре.
После механической обработки полосы шпона склеивают по продольным кромкам на ребросклеивающих станках для получения форматных листов. Листы накладывают на предварительно смазанные клеем щиты или бруски и сжимают в прессе.
Качество склеивания обеспечивается соблюдением температуры склеивания и времени выдержки под давлением.
Сборка деталей в изделия производится на конвейере с помощью специальных сборочных приспособлений и станков. В зависимости от конструкции изделия собирают из деталей или отдельных элементов. Разделение готового изделия на элементы позволяет упростить и механизировать технологический процесс изготовления изделия.
Отделка заключается в создании на поверхностях покрытий, которые защищают изделие от вредных воздействий, улучшают его эксплуатационные и декоративные качества.
Все виды отделки столярных изделий могут быть разделены на следующие группы: прозрачная, непрозрачная и имитационная.
Прозрачная отделка применяется для изделий, облицованных натуральным или синтетическим шпоном, и для изделий из массивной древесины, имеющей красивую текстуру. Она широко используется для отделки бытовой мебели.
Непрозрачная отделка применяется для изделий из плитных, листовых материалов и древесины, не отличающихся красотой рисунка. Такая отделка используется для кухонной и медицинской мебели, для отделки окон, дверей.
Имитационная отделка улучшает декоративные свойства обычных древесных материалов путем придания им внешнего вида древесины ценных пород или других материалов. С этой целью применяют глубокое крашение, наносят декоративный печатный рисунок, облицовывают пленками и пластиком. Имитационной отделкой пользуются при изготовлении мебели, дверей, корпусов телевизоров, радиоприемников и др.
Процесс отделки состоит из следующих стадий: подготовка к отделке, нанесение покрытия, облагораживание покрытия.
Подготовка к отделке под прозрачное покрытие включает в себя обессмоливание, отбеливание, крашение, порозаполнение, грунтование и нанесение токопроводящего состава. Нанесение покрытия осуществляют лакированием, окрашиванием, имитационной печатью, облицовыванием прозрачной или непрозрачной пленкой и пластиком. После нанесения покрытие облагораживают шлифованием и полированием.
Для отделки изделий используют лакообливные, шлифовальные и полировальные станки, а также различные специализированные установки для нанесения и сушки покрытий.
В деревообрабатывающих производствах широко применяются поточные методы обработки, где все процессы почти полностью механизированы и частично автоматизированы. Применение автоматических станков и линий позволяет выполнять технологические операции в требуемой последовательности и заданном ритме без непосредственного участия человека.
В процессе обработки осуществляется автоматическое базирование, закрепление, поворот и перемещение обрабатываемых деталей специальными устройствами в станках и между станками, входящими в линию.
Применение автоматических поточных линий в промышленности позволяет повысить качество выпускаемых изделий и производительность труда, а также значительно улучшить условия труда рабочих.
2.1.2 Характеристика деревообрабатывающих производств
Исходным и основным сырьем для деревообрабатывающих производств является древесина различных пород, получаемая в лесу первоначально в виде круглых лесных сортиментов – хлыстов, бревен и кряжей. В дальнейшем бревна и кряжи идут в раскрой и обработку на полуфабрикаты: пиленые и строганые материалы, древесные клееные слоистые материалы, в частности, фанеру и древесные плиты – стружечные и волокнистые. На основе этих полуфабрикатов создаются различные изделия – готовые фабрикаты: строительные детали, мебель, деревянные части вагонов, судов, автомобилей и др.
Пиленые и строганые материалы получаются в различных лесопильно-строгальных производствах; древесные слоистые материалы – в производствах слоистой клееной древесины; древесные плиты – в производствах по использованию вторичного сырья и неделовой древесины; изделия деревообработки – в столярно-механических производствах.
Таким образом, все деревообрабатывающие производства можно разделить на рассмотренные четыре группы:
1. Лесопильно-строгальные.
2. Клееной слоистой древесины.
3. Столярно-механические.
4. По использованию вторичного сырья и неделовой древесины.
Эти группы различаются: по виду продукции – полуфабрикаты или готовые фабрикаты; по видам обработки – резание различных видов, термическая, склеивание, отделка. Кроме того, во всех группах древесина, как правило, проходит сушку, представляющую собственно термическую обработку древесины. В каждую группу входят различные производства. Остановимся на краткой характеристике этих производств.
Первая группа. В лесопильном производстве изготовляются различные пиленые материалы, в основном – брусья и доски. Шпалопиление дает продукцию в виде шпал для железнодорожных путей. Строгаными материалами являются пиленые материалы, обработанные, как правило, с четырех сторон строганием. Деревянные сборные дома заводского изготовления представляют собой продукцию производства стандартных домов. Цель ящичного производства – изготовление деревянной тары в виде комплектов дощечек для ящиков или в виде готовых ящиков. Продукцией паркетного производства являются паркетные дощечки и щиты, идущие на покрытие полов. Стружечное производство выпускает древесную стружку в виде тонких узких длинных лент древесины, идущую в качестве упаковочных и набивочных материалов. В бондарном производстве изготовляются деревянные бочки. Наконец, заготовки для столярно-механических производств представляют собой бруски определенного качества; по размерам они соответствуют различным деталям с припусками на обработку.
Вторая группа. Предприятия группы фанерных производств изготовляют однослойный материал (шпон, строганую и пиленую фанеру) и различные виды клееной слоистой древесины. Однослойный материал используется на самих фанерных предприятиях для изготовления различных видов клееной слоистой древесины, а также направляется на столярно-механические предприятия, где применяется в качестве облицовочного материала. Главными видами клееной слоистой древесины, изготовляемой этими предприятиями, являются клееная фанера и различного рода плиты, используемые в качестве полуфабрикатов в столярно-механическом производстве.
Изготовляются и древесные слоистые пластики, представляющие собой прессованный при высоком давлении и температуре многослойный материал из пропитанного смолой шпона. Применяются они в самых различных производствах в качестве конструкционного материала для изготовления силовых деталей, вкладышей подшипников, фрикционных дисков, зубчатых колес и т. п.
К данной группе производств условно относят и спичечное производство, в котором при изготовлении спичечной соломки и коробков применяют лущение шпона.
Третья группа. В производстве строительных деталей конечной продукцией являются дверные полотна и оконные переплеты, требующиеся в большом количестве для гражданского и промышленного строительства. Мебельным производством выпускаются различные виды мебели. Музыкальные инструменты, имеющие части из древесины (рояли, пианино, щипковые инструменты и другие), относятся к продукции музыкального производства. Вагоны, автомобили, различные суда содержат много деталей из древесины, производством которых заняты специальные деревообрабатывающие цехи соответствующих предприятий. Лыжное производство выпускает лыжи разных типов. Обозное производство занимается изготовлением различного типа повозок и колес.
2.2 Технологический процесс деревообработки на лущильном станке
Рост производства шпона связан с совершенствованием технологических процессов, улучшением использования сырья, применением более совершенного оборудования в виде поточных, полуавтоматических и автоматических линий.
В настоящее время выпускается шпон натуральный (пиленный, лущенный, строганый) и реконструированный (файн-лайн, мультишпон).


Рисунок 1 – Лущеный шпон
Лущение шпона – основная технологическая операция в производстве фанеры. При лущении обрабатываемый чурак совершает вращательное движение, а инструмент (нож и прижимная линейка, установленные на суппорте лущильного станка) – поступательное движение в направлении оси вращения материала. Вследствие равномерной подачи нож снимает с поверхности чурака непрерывную ленту шпона определенной толщины.
В состав технологического процесса производства лущенного шпона входят технологические операции, указанные в принципиальной схеме, приведенной на рисунке 2.
Неокоренные круглые лесоматериалы, поступающие в цех со склада сырья 1, проходят гидротермическую обработку в бассейнах периодического действия или проходного типа 2, окорку на окорочных станках 4 и распиливаются на чураки на линиях поперечного раскроя 5.
Чураки подаются на лущильный станок 6, на котором производится лущение за одну установку. По мере лущения лента шпона 7 направляется к ножницам 8, а затем форматные листы, сформированные в стопы 9 на конвейере 10, автозагрузчиком 11 транспортируются к роликовой сушилке 12, где производится сушка шпона до влажности 8±2%, после чего осуществляется сортировка шпона на конвейере 13, при этом качественные полноформатные листы укладываются в стопы 14.
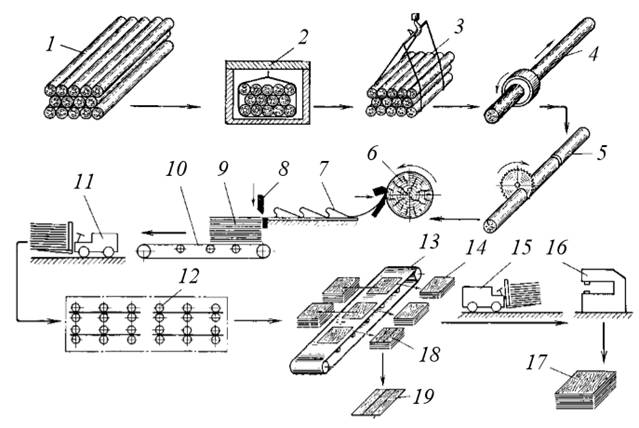
Рисунок 2 – Технологическая схема производства лущенного шпона
В технологическую схему производства лущенного шпона, входят: 1 – склад сырья; 2 – гидротермическая обработка сырья; 3 – подача сырья на окороку; 4 – окорочный станок; 5 – раскрой длинномерного сырья на чураки; 6 – лущильный станок; 7 – лента лущенного шпона; 8 – ножницы; 9 – формирование стопы листов шпона; 10 – конвейер выкатки пачек из-под ножниц; 11, 15 – автопогрузчики; 12 – сушилка; 13 – конвейер для сортировки шпона; 14 – стопы форматных листов шпона; 16 – шпонопочиночный станок; 17 – стопа с форматными листами шпона после починки; 18 – неполноформатные листы шпона; 19 – ребросклеивание шпона.
Наличие различных дефектов в древесине (сучки, трещины и другое) приводит к тому, что листы шпона имеют эти же дефекты, поэтому в процессе сортировки отбирается шпон, нуждающийся в починке, который автопогрузчиком 15 передается к шпонопочиночному станку 16, а затем укладывается в стопы 17.
Неполноформатный кусковой шпон 18 направляется на продольное или поперечное ребросклеивание для получения полноформатного шпона. Качественные полноформатные и отремонтированные листы шпона 17 и скомплектованные листы из кусков 18 применяются для производства клееных слоистых материалов. Продольное ребросклеивание применяется для получения листов шпона, используемых для наружных слоев слоистых клееных материалов, поперечное ребросклеивание – для внутренних слоев.
2.2.1 Кинематика процесса лущения
Лущением называется процесс поперечного резания древесины с целью получения шпона заданной толщины, при котором траекторией резания является спираль.
Длина L плоского лущильного ножа должна несколько превышать длину B чурака (рисунок 3), а его лезвие должно быть прямолинейным и расположенным параллельно оси вращения чурака.
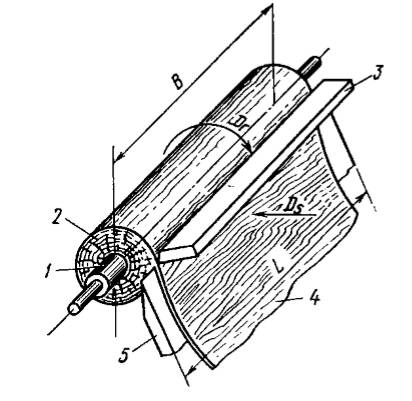
Рисунок 3 – Схема лущенного шпона:
B – длина чурака; L – длина ножа; 1 – кулачок; 2 – чурак;
3 – прижимная линейка; 4 – шпон; 5 – нож
На лущильных станках чурак, зажатый с торцов, вращается шпинделями с заданной угловой скоростью. Нож, закрепленный в суппорте, перемещается к оси вращения чурака. Вращение чурака здесь является движением резания, а перемещение ножа – движением подачи.
Траектория движения резания – окружность. Скорость перемещения, м/с, точки чурака, совпадающей с лезвием ножа, по окружности есть скорость резания ν, которая определяется по формуле:

где D – диаметр окружности резания (диаметр чурака в данный момент), мм; n – частота вращения чурака в минуту.
Как видно из формулы, скорость резания ν не остается все время одинаковой; она убывает с уменьшением диаметра чурака по мере лущения от начального значения, соответствующего диаметру чурака в вершинном торце, до конечного, соответствующего диаметру карандаша.
Для обеспечения постоянства толщины срезаемого шпона движение подачи должно быть прямолинейным и равномерным: таким образом, траектория подачи (перемещения суппорта) – прямая линия, а скорость подачи – величина постоянная для данной частоты вращения шпинделей станка. Скорость подачи, м/мин, устанавливается так, чтобы перемещение суппорта за время одного оборота чурака соответствовало заданной толщине шпона:

где h – заданная толщина сырого шпона, мм; n – частота вращения чурака в минуту.
При лущении оба движения – резания и подачи – происходят одновременно, и траектория истинного перемещения лезвия ножа в древесине, получающаяся в результате сложения двух движений, имеет вид спирали Архимеда (рисунок 4).
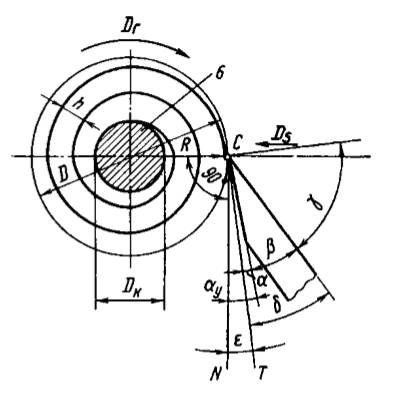
Рисунок 4 – Истинная траектория резания при лущении и углы ножа
Срезанная и выпрямленная стружка представляет собой непрерывную ленту, толщина которой равна расстоянию между соседними витками спирали, ширина – длине чурака, а длина тем больше, чем больше начальный диаметр чурака и меньше толщина шпона.
Геометрия и установка ножа. Под геометрией инструмента понимается его форма и совокупность угловых и линейных размеров.
По форме лущильный нож – пластина. Рабочая часть его заточена на клин с плоскими гранями.
Так как поверхность резания при лущении неплоская, ее положение определяется касательной CT к истинной траектории резания (спирали) в точке лезвия, и от этой касательной отсчитываются фактические углы резца. При установке удобнее измерять углы, считая от касательной CN к окружности (от вертикали), и затем учитывать угол ε, заключенный между касательными CT и CN.
Угол резания δ при лущении выбирается как можно меньшим, чтобы уменьшить разрушения в шпоне от изгиба срезаемой стружки передней гранью ножа. Для этого нужно, чтобы угол заточки β был минимальным, но таким, при котором обеспечивается необходимая жесткость и прочность лезвия резца.
Численные значения рекомендуемых углов заточки β выбираются в зависимости от породы древесины и толщины шпона.
Задний угол α также должен быть наименьшим, так как δ = α + β, но в то же время существенно снижающим трение между задней гранью ножа и поверхностью чурака. Наилучшие условия достигаются:
- при ![]() (для диаметров до 30 см);
(для диаметров до 30 см);
- при ![]() () для диаметров 32 см и более).
() для диаметров 32 см и более).
Кинематика лущильных станков, рассчитанных на лущение чураков больших диаметров, должна предусматривать возможность уменьшения заднего угла в процессе лущения.
Особенности кинематики лущения состоят в том, что с уменьшением диаметра чурака по мере лущения положение касательной СТ меняется: в случае расположения лезвия ножа на уровне оси шпинделей угол ε увеличивается, а истинный угол α уменьшается. Это обстоятельство надо иметь в виду при установке ножа в суппорте лущильного станка. Чтобы определить угол наклона задней грани ножа к вертикали ![]() , к выбранному значению истинного угла α прибавляют ε.
, к выбранному значению истинного угла α прибавляют ε.
Установка лезвия ножа на уровне оси шпинделей является наиболее выгодной. Отклонения при установке лезвия по вертикали допускаются в сторону превышения этого уровня для чураков диаметром 10 – 30 см до 1 мм, диаметром более 30 см – до 2 мм. В суппортах лущильных станков с автоматически регулируемым задним углом отклонения лезвия ножа допускаются ± 0,5 мм для чураков диаметром 10 – 30 см, ± 1,0 мм диаметром более 30 см.
Угол резания δ, равный сумме углов заточки и заднего угла, при лущении колеблется в пределах 19 – 27°.
2.2.2 Общие сведения о лущильных станках
Лущильные станки предназначаются для получения лущенного шпона.
Принципиальная схема лущильного станка приведена на рисунке 5.
При лущении чурак вращается вокруг своей оси, а лущильный нож надвигается на него и срезает ленту лущеного шпона, ширина которой равна длине чурака, а длина зависит от диаметра чурака и толщины получаемого шпона.
Чурак в шпинделях 3 и 10 зажимается двойными (тройными) кулачками через систему гидроцилиндров. Вращение на шпиндели передается от электродвигателя 2 главного привода через клиноременную передачу 1, вал 11 и зубчатые передачи 4.
Рабочая подача суппорта с ножом и прижимной линейкой осуществляется от правого шпинделя через цепную передачу 9, коробку передач 8, вал 6, коническо-винтовые передачи 7. Ускоренное перемещение суппорта осуществляется от электродвигателя 5.

Рисунок 5 – Принципиальная схема лущильного станка
Принципиальная схема лущильного станка включает: 1 – клиноременная передача; 2 – электродвигатель главного привода; 3 – левый шпиндель станка; 4 – зубчатая передача; 5 – электродвигатель ускоренной подачи суппорта; 6,11 – валы; 7 – коническо-винтовая передача; 8 – коробка передач; 9 – цепная передача; 10 – правый шпиндель.
Лущильные станки изготавливают с различными кинематическими схемами и параметрами.
В зависимости от параметров лущильные станки подразделяются на три типа:
1) Станки тяжелого типа – предназначены для лущения чураков длиной более 2,2 м и диаметром до 130 см.
2) Станки среднего типа – предназначены для лущения чураков длиной от 1,2 до 2,1 м и диаметром до 80 см.
3) Станки легкого типа – предназначены для лущения чураков длиной до 1,2 м и диаметром до 46 см.
Основные технические характеристики лущильных станков (рисунок 6):
1. Расстояние между зажимными кулачками шпинделей (РМШ) определяет длину чурака, а, следовательно, и получаемую при лущении чурака длину листа шпона, которая равна длине чурака.
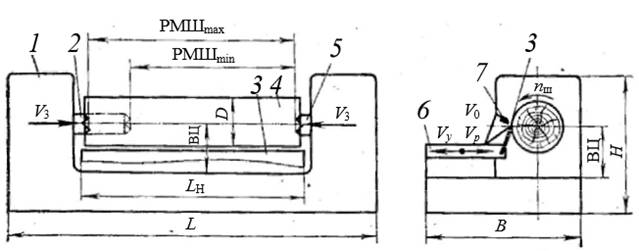
Рисунок 6 – Главные параметры лущильного станка:
1 – станина; 2,5 – кулачки шпинделей; 3 – нож; 4 – чурак; 6 – суппорт;
7 – прижимная линейка
Различают максимальное и минимальное расстояние между центрами. Длина чурака должна быть не больше максимального и не меньше минимального расстояния.
2. Высота центра шпинделей (ВЦ) определяет максимально возможный диаметр исходного чурака, который равен D = 2ВЦ – 100 мм.
3. Длина лущильных ножей ![]() обычно на 50 мм больше максимального расстояния между кулачками шпинделей.
обычно на 50 мм больше максимального расстояния между кулачками шпинделей.
4. Частота вращения шпинделей ![]() зависит от кинематической схемы привода станка и принимается из условия обеспечения оптимального режима лущения. Частота вращения шпинделей может быть постоянной или переменной. При постоянной частоте вращения шпинделей вследствие уменьшения диаметра чурака в процессе лущения изменяется и скорость резания (уменьшается), а это затрудняет работу сопряженных с лущильным станком устройств автоматической рубки ленты шпона на листы и снижает производительность лущильного станка. При переменной частоте вращения шпинделей с уменьшением диаметра чурака в процессе лущения постепенно автоматически увеличивается частота вращения шпинделей на величину, обеспечивающую постоянство скорости лущения. Это создает благоприятные условия работы всех механизмов автоматической рубки ленты шпона на листы.
зависит от кинематической схемы привода станка и принимается из условия обеспечения оптимального режима лущения. Частота вращения шпинделей может быть постоянной или переменной. При постоянной частоте вращения шпинделей вследствие уменьшения диаметра чурака в процессе лущения изменяется и скорость резания (уменьшается), а это затрудняет работу сопряженных с лущильным станком устройств автоматической рубки ленты шпона на листы и снижает производительность лущильного станка. При переменной частоте вращения шпинделей с уменьшением диаметра чурака в процессе лущения постепенно автоматически увеличивается частота вращения шпинделей на величину, обеспечивающую постоянство скорости лущения. Это создает благоприятные условия работы всех механизмов автоматической рубки ленты шпона на листы.
5. Скорость рабочей подачи ![]() есть путь перемещения суппорта (ножа с прижимной линейкой) за время одного оборота шпинделей (чурака) или в минуту, измеряется соответственно мм/об или мм/мин. Скорость подачи определяет толщину получаемого при лущении шпона. Лущильные станки для получения шпона различной толщины имеют механизмы изменения скорости подачи в виде коробки подач или сменных настроечных шестерен.
есть путь перемещения суппорта (ножа с прижимной линейкой) за время одного оборота шпинделей (чурака) или в минуту, измеряется соответственно мм/об или мм/мин. Скорость подачи определяет толщину получаемого при лущении шпона. Лущильные станки для получения шпона различной толщины имеют механизмы изменения скорости подачи в виде коробки подач или сменных настроечных шестерен.
6. Скорость ускоренного хода суппорта ![]() есть скорость перемещения суппорта в период подвода его к чураку в начале лущения и отвода от чурака (карандаша) в конце лущения. Для сокращения до минимума вспомогательного времени на эти операции скорость ускоренного хода принята достаточно высокой (по технической характеристике станков).
есть скорость перемещения суппорта в период подвода его к чураку в начале лущения и отвода от чурака (карандаша) в конце лущения. Для сокращения до минимума вспомогательного времени на эти операции скорость ускоренного хода принята достаточно высокой (по технической характеристике станков).
7. Скорость обдирочной подачи ![]() есть скорость перемещения суппорта в начале лущения до момента оцилиндровки чурака и получения кусков шпона, пригодных для производства фанеры или других целей. Обдирочная подача принята значительно больше рабочей, для того чтобы время оцилиндровки чурака было минимальным.
есть скорость перемещения суппорта в начале лущения до момента оцилиндровки чурака и получения кусков шпона, пригодных для производства фанеры или других целей. Обдирочная подача принята значительно больше рабочей, для того чтобы время оцилиндровки чурака было минимальным.
8. Скорость осевой подачи зажимных шпинделей ![]() принимается такой, чтобы время отвода суппорта и раскрепления карандаша было одинаковым. Осуществляется осевое перемещение шпинделей винтовой передачей или гидравлическими зажимными цилиндрами.
принимается такой, чтобы время отвода суппорта и раскрепления карандаша было одинаковым. Осуществляется осевое перемещение шпинделей винтовой передачей или гидравлическими зажимными цилиндрами.
9. Диаметр зажимных кулачков ![]() определяет минимально возможный диаметр получающихся при лущении карандашей.
определяет минимально возможный диаметр получающихся при лущении карандашей.
10. Мощность главного привода и мощность всех установленных на станке электродвигателей измеряется в киловаттах и определяет, как возможную толщину листа шпона при лущении чурака, так и расход электроэнергии на производство шпона.
11. Габаритные размеры станка: длина – L, ширина – В, высота – Н измеряются по наиболее выступающим частям станка. Длина и ширина определяют потребную производственную площадь для установки станка.
Библиографический список
1 , Технология клееных материалов. Производство шпона: курс лекций [Текст]: учебное пособие с грифом УМО / . – Томск: Изд-во Том. гос. архит.- строит. ун-та, 2015. – 247 с.
2 , Системы управления электроприводом / , М.: Академия, 2005. 304 с.
3 СТП ОмГУПС–1.2–2005. Работы студенческие учебные и выпускные квалификационные: общие требования и правила оформления текстовых документов. – Омский Государственный Университет Путей Сообщения, Омск, 2005. 28 с.
4 , Основы деревообработки: краткий курс лекций / – Саратов, 2013. – 69 с.
5 Системы управления электроприводами: учебное пособие для студентов высших учебных заведений [Электронный ресурс] / Электронные текстовые данные, 2016. – Режим доступа: http://arigato. do. am/Faily/konspekt_lekcij_sistemy_upravlenija_ehlektroprivod. pdf.
