
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
УДК 621.924.93
ПЕРСПЕКТИВЫ ПРИМЕНЕНИЯ ПРОЦЕССА ГИДРОАБРАЗИВНОГО РЕЗАНИЯ ПРИ СРУБКЕ ОГОЛОВКОВ СВАЙ
1, 2, 3
Федеральное государственное бюджетное образовательное учреждение высшего образования «Саратовский государственный технический университет
имени » (СГТУ имени ) 1
Федеральное государственное бюджетное образовательное учреждение высшего образования «Саратовский государственный технический университет
имени » (СГТУ имени ) 2
Федеральное государственное бюджетное образовательное учреждение высшего образования «Саратовский государственный технический университет
имени » (СГТУ имени ) 3
Аннотация: В статье приводиться описание проблемы срубки оголовков свай и выявляются тенденции решения проблемы путем применения технологии гидроабразивного резания. Приводится способ гидроабразивной резки с закручиванием струи рабочей жидкости путем нарезания в смесительной трубке сопла спиралеобразной канавки.
Ключевые слова: свая, абразив, гидроабразивная резка, арматура, имитационная модель, гидроабразивная струя, интенсификация, программный комплекс
PROSPECTS OF APPLICATION OF CUTTING WITH WATERJET FELLING PILE HEADS
Ivanov V. V. 1, Vasin A. N. 2, Iznairov B. M. 3
The Federal State Educational Institutional of Higher Education "Yuri Gagarin State Technical University of Saratov" (SSTU) 1
The Federal State Educational Institutional of Higher Education "Yuri Gagarin State Technical University of Saratov" (SSTU) 2
The Federal State Educational Institutional of Higher Education "Yuri Gagarin State Technical University of Saratov" (SSTU) 3
Abstract: The article describes the problem of felling end walls and piles identifies trends solve the problem by applying pressure water cutting technology. We present a method of waterjet cutting with a twist of the working fluid jet by cutting in the mixing tube spiral groove nozzle.
Keywords: pile, abrasive water jet cutting, fitting, simulation model, water jet spray, intensification, software package
Актуальной проблемой в области строительства является срубка оголовков свай, так как по окончании погружения свай рабочий участок представляет собой частокол выступающих из земли оголовков разного размера. Оголовки свай обрубаются с целью выровнять высоту фундамента в единой плоскости. Арматура, остающаяся на месте среза, используется при устройстве железобетонного ростверка для крепления свай и плиты в единую конструкцию.
Существует несколько способов обрубки железобетонных свай при помощи отбойного молота и оборудования для гидравлики, которое представляет собой систему цилиндрических насадок, соединенных друг с другом по окружности. У первого метода имеется недостатки, а именно: большие затраты труда, низкая скорость, ударная вибрация и грохот, возможны повреждения арматуры, есть риск повреждения тела сваи (образования трещин). При использовании оборудования для гидравлики, которое применяют путем подсоединения к рабочей стреле крана или экскаватора, имеется недостаток – применение данной технологии нерентабельно использовать при малых объемах работ (например, загородное строительство).
Вследствие чего, эти причины являются предпосылками к использованию при срезке оголовок свай технологии гидроабразивного резания, которая основана на процессе разрушения при воздействии сверхзвукового потока жидкости и абразива.
Гидроабразивная струя выполняет процесс резания при помощи ударного эффекта абразива об обрабатываемый материал, вследствие этого формируется последовательность данного процесса: срез, эрозия, эффект микромеханической обработки и разрушение под воздействием быстроизменяющегося поля местных напряжений.
Можно отметить принципиальные преимущества эффективного использования способа гидроабразивной резки: возможность резки любого материала, однородность материала не учитывается, отсутствие теплового воздействия на обрабатываемую поверхность, точность сопоставима с лазерной резкой; резка материалов толщиной более 50 мм; отсутствие вредных паровыделений; простое обслуживание в эксплуатации гидроабразивного оборудования.
Одной из важных характеристик процесса обработки материалов является производительность. Производительность процесса определяется, как скорость подачи инструмента относительно детали, также характеризуется объемом удаляемого материала в единицу времени.
Обзор производительности резки материалов для различных способов обработки выявил, что гидроабразивная резка создает скорость резания сопоставимую с производительными традиционными механическими способами обработки с меньшими затратами энергии [1 -4].
Таким образом, встает задача поиска оптимального методологического подхода к разработке и исследованию процесса гидроабразивного резания срезки оголовок свай. Поэтому вопрос определения и исследования обоснования выбора рациональных параметров гидроабразивной обработки, оказывающих влияние на повышение производительности и качества процесса гидроабразивной резки, является в настоящее время актуальным в области строительства.
Применяемые в данной технологии расходные материалы в частности абразивный песок, алмазное сопло является дорогими компонентами при гидроабразивной резке, поэтому предлагается сэкономить затраты на электроэнергии и покупке расходных материалов за счет проведения имитационного моделирования процесса гидроабразивного резания.
Также одним из методов повышения производительности гидроабразивной струи является установление рациональных параметров обработки для организации наиболее эффективного технологического процесса гидроабразивной обработки. Предпосылкой к данной рабочей гипотезе явились результаты исследований различных авторов таких ученых как , , [5 - 8], отмечают увеличение режущей способности и повышение производительности гидроабразивной резки с закручиванием струи рабочей жидкости путем нарезания в смесительной трубке сопла спиралеобразной канавки, изображенной на рисунках 1 и 2. Данный метод является материально затратным так, как требует изготовления алмазного сопла с требуемой канавкой.
Из-за отсутствия математической модели, которая описывает процесс гидроабразивной резки, основанный на применении закручивания струи рабочей жидкости, позволяющей концентрировать абразивные частицы на её оси, повышать её режущие способности, что представляется невозможным ввиду отсутствия рекомендаций по применению конкретного метода обработки. Отсутствует также взаимосвязь между значениями параметров процесса гидроабразивного резания и разрушающей способности струи.

Рисунок 2.1 - Продольный разрез гидроабразивного сопла со спиралеобразной канавкой: a - ширина канавки, c - глубина канавки, ![]() - внутренний радиус смесительной трубки сопла,
- внутренний радиус смесительной трубки сопла, ![]() - шаг спиралеобразной канавки на стенках сопла
- шаг спиралеобразной канавки на стенках сопла
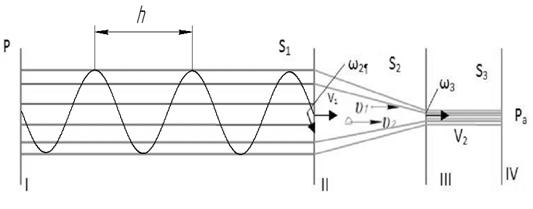
Рисунок 2.2 - Схема гидроабразивного сопла со спиралеобразной канавкой
Этот новый способ гидроабразивной резки (Патент № 000), основанный на закручивании струи рабочей жидкости, позволяет струе, дополнительно проходя по спиралеобразной канавке, закручиваться и за счет работы центростремительных сил происходит концентрация абразивных зерен на оси струи, приводящая к увеличению кинетической энергии ударного воздействия струи на материал. Кроме того, закручивание струи придает ей «сверлильный» эффект, что приводит к повышению режущей способности гидроабразивной струи, а значит и производительности обработки [5, 7, 8].
В результате обоснования актуальности проблемы и в соответствии с целью работы определены следующие основные задачи исследования:
1. Провести анализ современного состояния вопроса обработки материалов на основе теоретических моделей процесса гидроабразивной резки.
2. Разработать математическую модель и определить физические закономерности течения гидроабразивной струи при взаимодействии ее с железобетонной сваей, выявить факторы, влияющие на единичное взаимодействие абразивной частицы с обрабатываемой поверхностью сваи, степень влияния способа закручивания струи.
3. Разработать имитационную математическую модель процесса гидроабразивного резания посредством моделирования.
4. Установить зависимость величины съема металла от технологических параметров процесса гидроабразивной резки.
5. Разработать практические рекомендации по выбору рациональных режимов резания свай, а также при решении различных технологических задач в процессе гидроабразивной резки.
Для решения задачи предлагается разработка программно-аппаратного комплекса для интеллектуальной поддержки и оптимальной настройки гидроабразивных станков, в которых впервые реализуется процесс имитационного моделирования без запуска физического процесса гидроабразивного резания [9, 10].
Имитационная модель позволит получать информацию о результатах моделирования процесса гидроабразивного резания с учетом выбора режимных условий обработки, что открывает возможность прогнозировать и организовывать эффективный технологический процесс обработки материалов.
Программное обеспечение существующих в настоящее время гидроабразивных станков с ЧПУ позволяет получить в цифровом виде лишь общие характеристики траектории движения рабочего инструмента - гидроабразивной струи, которая связана с узкой производственной целенаправленностью. Стоит отметить, что программное обеспечение производителей отличается высокой стоимостью и не всегда справляется с возникающими в процессе резания технологическими ситуациями.
Предлагаемое программное обеспечение расширит возможности интенсификации процесса гидроабразивного резания, позволяя рассчитывать характеристики струи, основные параметры технологического процесса, устанавливать взаимосвязь их с конструктивными параметрами оборудования при известных их начальных значениях в любой точке струи и организовывать наиболее эффективный технологический процесс гидроабразивной обработки.
Главным преимуществом разрабатываемого программного комплекса является возможность предварительного прогнозирования результатов и выдачу соответствующего информационного заключения или рекомендации для процесса гидроабразивной обработки.
Отличительным признаком создаваемого программного продукта от имеющихся является выбор оптимальных параметров обработки для любой технологической ситуации и автоматический расчет режимов обработки с учетом физико-механических свойств обрабатываемого материала и основных параметров гидроабразивной струи при известных начальных значениях, что открывает возможность прогнозировать и организовывать эффективный технологический процесс обработки материалов [11, 12].
Кроме того, функциональную взаимосвязь характеристик струи с конструктивными параметрами сопла при гидроабразивной обработке можно будет использовать при проектировании технологического оборудования.
Планируемая коммерческая перспектива использования программного продукта заключается в реализации в Российской Федерации и в создании и реализации программно-аппаратного комплекса, разработанного на ее основе, а также в оказании сервисных услуг по его сопровождению.
Предлагаемая разработка найдет применение в автоматизированных машиностроительных предприятиях оборонно-промышленного комплекса, также потенциальными потребителями продукции могут быть сферы обрабатывающих производств (машиностроение, химическая, авиационная промышленность и др.), где предъявляются высокие требования к прецизионности. Кроме того, разрабатываемый программный продукт целесообразно использовать в учебных целях при подготовке специалистов в области машиностроения, а именно в НИИ, ВУЗах.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Иванов комплекс для оценки эффективного технологического процесса по определению рациональных параметров процесса гидроабразивного резания на основе имитационного моделирования / , . Свидетельство о государственной регистрации программы для ЭВМ № 000, 14.12.2015 г.
2. , Решетников вопроса моделирования технологического процесса гидроабразивной обработки / , // Глобальный научный потенциал. 2013. № 9 (30). С. 49-51.
3. , , Иванов Вл. В. Выявление тенденций исследования процесса гидроабразивного резания / , , Вл. В. Иванов // Молодой инженер – основа научно-технического прогресса [Текст]: Сборник научных трудов Международной научно-технической конференции (9-10 октября 2015 года) / редкол.: (отв. редактор); Юго-Западный гос. ун-т, Курск. 2015. С. 150- 153.
4. , Иванов Вл. В. Методические предпосылки поиска оптимального методологического подхода к исследованию процесса гидроабразивного резания / , Вл. В. Иванов // Прогрессивные технологии и процессы [Текст]: Сборник научных статей 2-й Международной молодежной научно-практической конференции (24-25 сентября 2015 года), в 3-х томах, Том 1, Юго-Зап. гос. ун-т, книга», Курск. 2015. С. 376 380
5. Пат. № 000 Российская Федерация. Способ формирования струи жидкости для резания материалов и устройство для его реализации / , , Кутин . 10.11.2012. Бюл. №31.
6. , , Мирошкин моделирования двухфазной турбулентной струи / , , // Технологическое обеспечение качества машин и приборов: сб. ст. VI Междунар. науч.-практ. конф., ноябрь 2011 г. Пенза: ПДЗ, 2011. С. 31 - 33.
7. , , Береда увеличения режущей способности гидроабразивной // Современные проблемы и пути их решения в науке, транспорте, производстве и образовании 2011: сб. науч. тр. SWorld по материалам Междунар. науч.-практ. конф. Вып. 4. Т. 6. Одесса: Черноморье, 2011. С. 18 - 23.
8. , , Береда исследования гидроабразивной обработки // Современные проблемы и пути их решения в науке, транспорте, производстве и образовании 2011: сб. науч. тр. SWorld по материалам Междунар. науч.-практ. конф. Вып. 4. Т. 6. Одесса: Черноморье, 2011. С. 23 - 26.
9. , , Иванов Вл. В. Имитационные экспериментальные исследования величины съема металла от режимов гидроабразивной обработки с использованием информационных технологий / , , Вл. В. Иванов // Computational nanotechnology. 2015. №4. С. 74 - 78.
10. , , Иванов Вл. В. Имитационное моделирование - рабочий инструмент управления процессом гидроабразивной обработки / , , Вл. В. Иванов // Проблемы и инновации в области механизации и технологий в строительных и дорожных отраслях : сб. науч. трудов по материалам конф. Выпуск 2(1). Иваново: Научный мир. 2016. С. 46 - 51.
11. Иванов комплекс для оценки эффективного технологического процесса по определению рациональных параметров процесса гидроабразивного резания на основе имитационного моделирования / , . Свидетельство о государственной регистрации программы для ЭВМ № 000, 14.12.2015 г.
12. Иванов комплекс для расчета глубины внедрения абразивной частицы в обрабатываемый материал при гидроабразивной резке / , Вл. В. Иванов. Свидетельство о государственной регистрации программы для ЭВМ № 000, 14.12.2015 г.
